
Internally Cooled Pipe Die Speeds Output, Reduces Stresses
The recently developed Internal Air Cooling Die from iBA GmbH in Germany substantially increases output of polyolefin pipe or correspondingly reduces the length of downstream cooling, the company says.



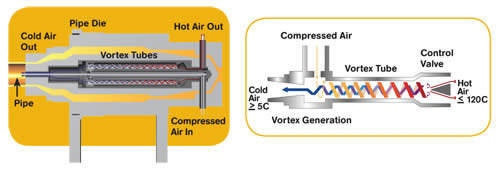
Schematic of iBA’s new internally air-cooled pipe die and close-up of a single vortex tube show how vortex tubes make cold air. Incoming compressed air relaxes and expands in the tube, separating into 30% hot air (red) and 70% cold air (blue). Hot air exits the back end of the die for use in heating the extruder barrel and preheating resin in the hopper. Cold air exits the front of the die to cool the inside of the emerging pipe.

Internal air cooling is retrofittable. This 250-mm diam. device with six vortex tubes increases output of HDPE pipe 23%. A 63-mm device with four tubes increases output 32%.
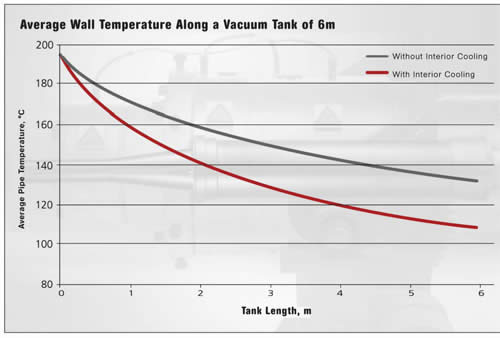
With internal air cooling, pipe wall temperature reaches 132 C after only 2.5 meters in the vacuum tank, while it would take 6 meters to reach that temperature without internal cooling.
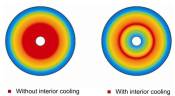
Internal cooling produces more uniform pipe wall temperatures and therefore less stress and improved quality.
The recently developed Internal Air Cooling Die from iBA GmbH in Germany substantially increases output of polyolefin pipe or correspondingly reduces the length of downstream cooling, the company says. Balanced internal and external cooling also produces more uniform temperature through the thickness of the pipe, resulting in lower internal stresses and higher product quality.
Chilled air accomplishes internal cooling in the new die, but it does not require chillers or heat exchangers. Rather, it uses a much more energy-efficient technology based on “vortex tubes.” The vortex tube uses a surprising (but well known) physical phenomenon to divide conventional plant compressed air into separate streams of hot and cold air without any mechanical means, moving parts, or electric power.



This internal die cooling technology is available in this country from Inoex, a sister company to iBA, a developer of specialized technology for pipe dies and downstream cooling. Six of the iBA dies have been delivered since 2007. They range from 63 to 630 mm diam. and are used for PE-80, PE-100 and PP pipe production. The new die increases output of 63-mm pipe up to 32%, 250-mm pipe up to 23%, and 630-mm pipe up to 18%, says iBA president Dr. Joerg Schmuhl, who invented the internal cooling technology.
HOW VORTEX TUBES WORK
The vortex tube is the key to producing cold air from room-temperature shop compressed air. A vortex tube is a narrow, 20:1 L/D tube with small air inlets and outlets at opposite ends. A ring of these tubes is embedded in the die mandrel. The assembly of vortex tubes is insulated to provide thermal isolation from the die mandrel itself.
Compressed air at 6 to 8 bar (85 to 115 psi) and ambient temperature is blown into the vortex tubes. As the air goes up the tube in a spiral flow pattern, the compressed air relaxes and expands. During this relaxation process, hotter air separates from colder air. When the air streams hit the end of the tube, the hot air is taken off via a valve. The cold air reverses direction and goes back down the middle of the tube in a tight counter-spiral inside the spiral of incoming air. According to the physics of this phenomenon, compressed air at ambient temperature divides into about 70% cold air (down to -5 C) and about 30% hot air (up to 120 C). Cold air then leaves the vortex tube and passes through channels to the end of the die where it cools the inside of the emerging pipe. By the time the air exits the cut end of the hot pipe, the air is about 60 C.
Meanwhile, the hot air extracted from the vortex tube is channeled back around the outside of the extruder barrel, where it contributes heat to the extruder, then enters the material hopper and preheats the pellets, saving energy during extrusion.
The iBA internal air-cooling device needs a minimum of four vortex tubes to provide a balanced flow of cold air inside the pipe. For a 63-mm die, the device uses four tubes. For a 630 mm die, it uses up to 16 tubes, which are also larger. IBA is now engineering internally cooled retrofits for dies up to 1600 mm diam. and offers the technology for dies up to 2000 mm. The internal cooling device can be supplied as part of a new pipe die or can be retrofitted into an existing die if internal space allows.
The biggest application so far for iBA’s internal-cooling pipe dies is to maximize output of polyolefin pipe from an existing cooling line. “In this situation, a processor can install a new higher output extruder with the internal air-cooling die and continue to use the same downstream cooling,” notes Andreas Haus, iBA sales manager. “This is especially advantageous for extrusion lines in an existing building, where extending the length of the cooling line isn’t an option.”
Simultaneous cooling of interior and exterior pipe surfaces also improves pipe quality. Pipe shrinkage is more even, and there is less residual stress in the pipe wall.
Inoex first demonstrated iBA’s internal air cooling at an open house in Germany in mid-2008, when a 60-mm, 30:1 L/D extruder made 110-mm diam. HDPE pipe with 8.1-mm wall thickness at 660 lb/hr. The demo used one 9-meter-long vacuum cooling tank, from which pipe emerged with a wall surface temperature of 137 F. Without internal air cooling, pipe surface temperature was 177 F at the end of the tank.
For larger pipe, iBA is developing a combination of very fine water spray with chilled air inside the pipe to increase the rate of heat transfer. This requires very fine mist in order not to cause blisters on the inner surface of the pipe, and the water has to be decalcified first to prevent plugging of small nozzles. IBA expects to have the first air/mist cooling system installed for customer trials by the end of the year. Inoex will show a scale model of the iBA die at NPE in June.












Related Content

Teel Adding Capacity, Bumping Pay for Hourly Workers
Teel growing to meet market demand, meaning increased employment opportunities for the area.
Read More
How to Select the Right Tooling for Pipe Extrusion
In pipe extrusion, selecting or building a complementary set of tooling often poses challenges due to a range of qualitative factors. Here’s some guidance to help you out.
Read More
Fully Automated Extrusion Process Enables Use of Composites for Manufacturing Pressure Tanks
Amtrol was looking for a more cost-effective means to produce thin-wall liners for a new line of pressure tanks. With the help of a team of suppliers, they built one of the world’s most sophisticated extrusion lines.
Read More
Put Some ‘Lean’ into Your Profile Extrusion Process
With everyone struggling to find talent, there are ways to reduce operator interaction with the process by applying some lean manufacturing principles.
Read MoreRead Next

Air/Water Cooling Die Doubles Output of PE Pipe
A new high-output extrusion die for large HDPE or PP pipe (110 to 2000 mm OD) combines water-cooling of the melt before it leaves the die with air cooling inside the pipe.
Read More
Understanding Melting in Single-Screw Extruders
You can better visualize the melting process by “flipping” the observation point so that the barrel appears to be turning clockwise around a stationary screw.
Read More
How Polymer Melts in Single-Screw Extruders
Understanding how polymer melts in a single-screw extruder could help you optimize your screw design to eliminate defect-causing solid polymer fragments.
Read More