
Is Your Granulator Helping You Maximize Your Profit?
It’s easy to take a scrap granulator for granted. Many people do. But getting the most value out of your production scrap requires both a granulator design and a preventive-maintenance program that are appropriate to the way you use the granulator.

Preventive maintenance is the key to good regrind quality. Easy access to the heart of the machine drastically reduces cleaning and service time.
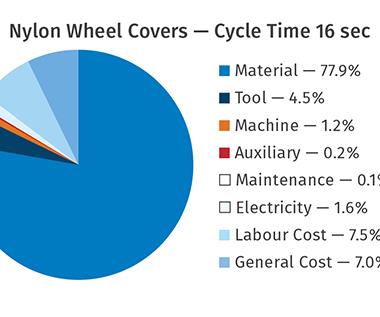
Almost 80% of your product cost is raw material, so you want to get the maximum utilization out of every pound—which means reusing as much production scrap as possible.
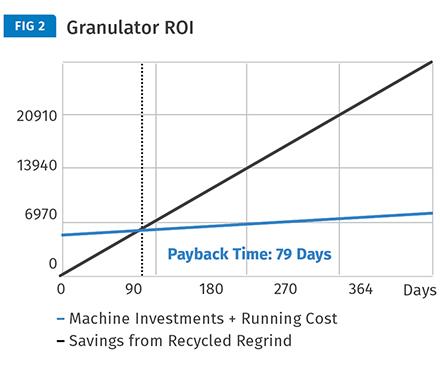
A key to your profitability: Many times the ROI for a granulator investment is just a few months or less.
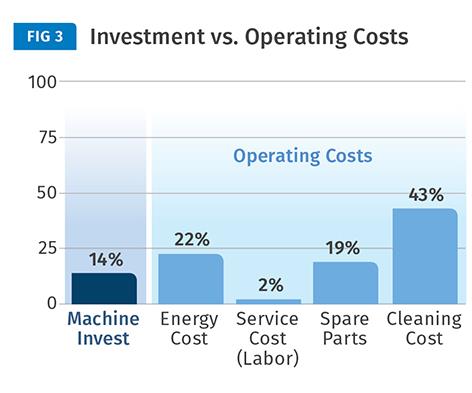
Operating cost often accounts for more than 80% of the total cost of ownership.
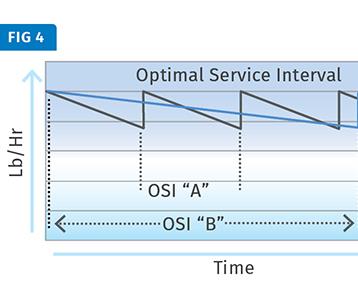
Optimal service interval (OSI) depends on the application. Shorter OSI “A” could be for a high-wear application like glass-filled nylon scrap. Longer OSI “B” might be for less demanding service, like blow molding HDPE tips and tails. Throughput capacity and regrind quality drop over time with worn knives.
Sharp knives with the right quality and right design produce the best regrind.

Checking the knife gap to detect wear should probably be done every few days if your granulators run continuously, or perhaps every seven to 10 days if they run on light duty.



Production processes generate scrap. As sharp operators, we try to minimize scrap, but there is no way to completely eliminate it. To ensure that you extract the full value from each pound of polymer that you purchase, all clean production scrap must be reused, ideally in production of top-grade products. Refeeding high-quality granulated material as a consistent percentage of your primary feed stream is the most cost-effective way to ensure that you are achieving maximum material utilization.
In this article we will share several ideas that you and your team can use to evaluate your current granulator usage and some action steps to put in place if you decide that your reclaim process could be improved. In particular, we focus on the value of tailoring a granulator and a maintenance program to a particular application area.


WHAT IS THE ROI ON A GRANULATOR?
As shown in Fig. 1, nearly 80% of average product cost is for raw material. Every pound of material that you reuse saves you from purchasing a pound of expensive virgin material. High-quality regrind that can be incorporated in the production process without negative effect has the same value as your virgin raw material.
Make a simple ROI calculation and you will see how quickly a granulator will pay for itself (Fig. 2). The easy way to check ROI is to take the savings you make over a day (material cost/lb × how much scrap you grind per day in a granulator) and divide this by the cost of the granulator—that will give you ROI in days. Do the math for your operation and you will be pleasantly surprised how quickly your granulator pays for itself.
But for a granulator to serve you well it needs to be tailored to the application. In order to generate uniform regrind with minimal dust content, day after day, week after week, you must evaluate four points of design to fit the granulator to your unique application.
1. Right infeed. Suitable hopper/infeed design so the plastic scrap easily gets to the cutting chamber without blockage.
2. Gripping the material. The rotor/cutting-chamber design must be tailored to grip the incoming product. No gripping equals no cutting! In many cases, gripping is a key consideration to prevent the material from bouncing on the rotor.
3. Cutting the material. Cut the material with optimized cutting technology—e.g., double scissors-cut action, minimized knife clearance, right cutting-edge design, etc.
4. Evacuating the material. The more material tumbles around in the cutting chamber, the more dust and fines are generated.
When purchasing a new granulator or repurposing an existing unit, consider the points above to maximize your investment. In fact, a granulator that came free of charge could be a bad investment if poor-quality regrind affects production negatively.
MINIMIZE COST OF OWNERSHIP.
The cost of operating a granulator is divided into four main components: energy consumption, cleaning, spare parts, and labor for service and maintenance.
Energy cost – To minimize energy usage, you’ll need to invest in a granulator that is efficient and designed appropriately for your application in order to use as small a motor as possible while maximizing throughput capacity. The cutting action is an important factor—i.e., double scissors-cut action with sharp knives and minimized clearance between fixed and rotating knives. An additional option is an extra flywheel that can be added to the rotor shaft to give extra inertia when you need it—when cutting through thicker products.
Cleaning cost – Labor cost for cleaning often can be the largest operating-cost segment if you frequently change colors and/or materials (Fig. 3). Access to the rotor and cutting chamber is crucial, as you have to make sure the machine is completely clean in order to prevent cross-contamination from one production run to the next. The challenge is that with some granulator designs the cutter and chamber have hidden corners where material can hang up, and if there is limited access to the heart of the machine, it is very difficult to quickly assure that it’s visibly clean.
Spare-parts cost – The better the machinery quality, the lower the cost of ownership. The logical target is to change knives as seldom as possible. You can, however, look upon spare parts from primarily two perspectives:
1. Cost vs. performance: How many pounds of scrap can you get through the granulator before you have to change knives? When making such an evaluation, the labor hours required for knife changes have to be considered, which in many cases could be more costly than the knives themselves. In particular, if the interior of your machine is not easily accessible, that will add to the cost of servicing. Easy and direct access to key components is a key. In addition, the knife quality—base material, heat treatment, and knife design—has to be optimized and tailored for cutting plastic material, filled and unfilled.
2. Machine uptime: In some cases, the granulator is used inline with processing, which can affect the cost tremendously if you’ll need to stop production for knife changing. In such cases, the quality of the knives has a very high impact on the cost of ownership. In some cases specialty knives with five to six times the initial cost of standard knives can be a very good investment if they can generate and maintain high-quality regrind over longer time.
What is often forgotten is that worn and dull knives generate more dust, which affects both the regrind quality and contaminates the plant environment. Dust in the plant air clogs filters and creates wear in machine parts that will generate costs in other parts of your production equipment. Knives designed for the particular material type and application (part thickness) will keep sharper longer and minimize dust generation.
Service & maintenance cost – Preventive maintenance is a key to maintaining good-quality regrind over time. This is why you’ll need to service and maintain your granulator frequently. One of the biggest barriers to preventive maintenance is complicated access to the heart of the machine—key components such as rotating and fixed knives and the screen. Service and maintenance cost is not necessarily only the labor cost itself—it is often lack of maintenance that generates poor regrind quality that can affect production negatively.
PREVENTIVE MAINTENANCE—HOW FREQUENT?
The value of preventive maintenance is commonly preached in all production facilities; however, it is not always easy to know when is the best time to do that maintenance. Not every granulator running in your facility requires maintenance on the same schedule. The time interval appropriate to your individual application will be influenced by the granulator design and the materials processed. In order to figure out the Optimal Service Interval (OSI) for your application, there is a straightforward process that you can be follow:
First, establish your baseline. At a consistent and regular interval—which may be every few days if your equipment runs 24/7, or every seven to 10 days if your granulator sees lighter duty—measure the gap between the bed knives and the rotating knives. Once your gap is out of range, it is time to sharpen the knives.
Different granulator manufacturers differ slightly on the optimum gap between the knives. At Rapid Granulator we normally set our knives at a gap between 0.2 and 0.4 mm (0.008 to 0.016 in.). When the gap is outside the optimal range, you begin to create more dust and fines and reduce energy efficiency because the machine is working harder, and you’ll get less material through the screen.
In Fig. 4, you can see that the OSI for granulator “A” might be for a machine running glass-filled nylon, while the OSI for granulator “B” may be correct for HDPE blow molding tips and tails. Once you have set discovered the OSI for each granulator in the plant, you can now set a schedule to be sure that you are maximizing your investment and payback of the machine.
While you are calculating your Optimal Service Interval (OSI) be sure to check on the following items as a part of your preventative-maintenance process:
• Granulator knives: There are more angles (literally and figuratively) to granulator knives and how to care for them than just knowing your OSI. In addition to maintaining the proper knife gap, knives must be kept as sharp as possible; they will get dull, some faster than others. Dull knives not only cause greater dust, fines, and particle-size distribution, but will also require greater energy to cut the material. Motor amperage will increase as knives dull. Dull knives will cause the granulator to work harder to process less material and it will generate more noise. With newly sharpened, properly set knives, your production will bounce back up to the maximum level and your energy efficiency will be back up where it should be as well.
The most efficient processors keep a second set of knives in stock that can be preset to the correct gap so the actual installation into the machine is very fast and precise. If you are still gapping your knives during installation without the speed and precision of presetting outside the machine, your crew is working way too hard and putting themselves at risk for cut fingers and over-exertion of their back and shoulders. In addition, your company is missing out on the maximum uptime that your machine can offer.
Granulators that utilize adjustable rotating and fixed knives will provide the highest knife-setting efficiency by providing a constant cutting circle (CCC). Since part of the cutting process is made against the screen, a constant cutting circle will maintain the gap between the rotating knives and the screen, which will improve processing efficiency and reduce energy consumption. This feature ensures proper knife gapping, even with knives that are not sharpened consistently.
• Transmission drive belts: Worn or stretched transmission drive belts will cause additional stress on the granulator, decrease cutting efficiency, and increase energy consumption. Checking drive belts regularly is very important to maintaining proper energy transmission from the motor to the rotor. Worn, loose, or missing belts can cause the motor or rotor pulley to slip and can lead to frequent granulator jams and potential damage. Belt slipping and improper transmission of power will greatly increase energy consumption.
• Bearings: Proper greasing of bearings will keep the granulator running efficiently. Bearings that are not greased properly will increase heat generation and energy use, as the motor will need to work harder to turn the rotor. Some granulators utilize sealed bearings that do not require greasing. Following the proper greasing procedures and intervals will assure maximum energy efficiency.
















Related Content

How to Get Rid of Bubbles in Injection Molding
First find out if they are the result of trapped gas or a vacuum void. Then follow these steps to get rid of them.
Read More
Solve Four Common Problems in PET Stretch-Blow Molding
Here’s a quick guide to fixing four nettlesome problems in processing PET bottles.
Read More
Tunnel Gates for Mold Designers, Part 1
Of all the gate types, tunnel gates are the most misunderstood. Here’s what you need to know to choose the best design for your application.
Read MoreRead Next

Processor Turns to AI to Help Keep Machines Humming
At captive processor McConkey, a new generation of artificial intelligence models, highlighted by ChatGPT, is helping it wade through the shortage of skilled labor and keep its production lines churning out good parts.
Read More
Troubleshooting Screw and Barrel Wear in Extrusion
Extruder screws and barrels will wear over time. If you are seeing a reduction in specific rate and higher discharge temperatures, wear is the likely culprit.
Read More
Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More