
K 2004 Wrap-Up on Polyurethanes: New Approaches to RIM, Foams & Composites
Whether it was molding thermoplastic and polyurethane foam into one part in one machine, continuously foaming insulation between a metal pipe and thermoplastic skin, or pouring rigid foam behind a thermoplastic skin to replace steel refrigerator doors, there were plenty of novelties in PUR machinery and material among the exhibits at the K 2004 show in Dusseldorf last October.


Krauss-Maffei showed the SkinForm system, the world’s first to combine thermoplastic injection molding and PUR RIM in one machine and mold. It molded a nylon seatbelt cover and then overmolded a soft-touch PUR covering.
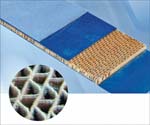
Bayer and Hennecke introduced Compurtec, a PUR composite technology in which layers of glass mat and honeycomb core are pre-assembled, sprayed on both sides with liquid PUR, and then compression molded.No mat preforming is needed.

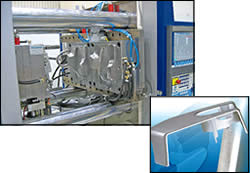
GMP SpA in Italy is using Cannon high-pressure machines to make stylish refrigerator doors (left) of preformed thermoplastic skins backed up with rigid PUR foam. GMP took this approach a step further by adding long-glass fibers to the foam in the mixhead, using Cannon’s InterWet technology, to make tractor body panels (right).
Whether it was molding thermoplastic and polyurethane foam into one part in one machine, continuously foaming insulation between a metal pipe and thermoplastic skin, or pouring rigid foam behind a thermoplastic skin to replace steel refrigerator doors, there were plenty of novelties in PUR machinery and material among the exhibits at the K 2004 show in Dusseldorf last October. In addition to the developments reported below, see our show preview last September, which contains much more news that is not repeated here.



RIM & Injection Molding
Perhaps the most remarkable PUR machinery exhibit at K was a pair of systems from Krauss-Maffei for combining injection molding and RIM. One of these is said to be the first to overmold a thermoplastic with a thermoset PUR skin in one machine. This "SkinForm" system uses a 176-ton KM 160-750 CX two-platen press to mold the nylon core of a car seatbelt cover. Then the mold shuttles to the side, where a PUR mixhead mounted on the moving platen injects a two-component, soft-feel covering material fed from a KM RIM-Star MiniDos PUR machine. After demolding by a robot, the part is placed in a punching unit, which cuts the PUR film gate. Total cycle time is 90 sec. The machine was purchased by automotive molder Sarnamotive Schenk GmbH in Esslingen, Germany.
The other system overmolds a PUR skin on golf-ball cores that are injection molded on a separate machine. The cores are loaded two at a time by a Kuka six-axis robot into a mold on a horizontal-clamp KM press adapted from an injection molding machine. But instead of a plasticating screw, the mold is fed by a RIM mixhead.
Two shots of PUR are required to coat the balls: One half is overmolded in the first cycle. Then the mold shuttles horizontally to a second position, where two completed balls are demolded and two more are coated on the opposite side. At the same time, two fresh cores are inserted to receive their first shot. After the second shot, the balls are removed by a second Kuka jointed-arm robot and placed first in a sprue cutter, then in a rotary trimmer to remove flash, and then in a pad printer. The robot also cleans the mold after each shot.
According to KM, one advantage of this system is that the golf balls are held in the mold by vacuum. In previous systems, the ball cores were held on pins, which provided less uniformity of the PUR coating’s thickness.
PUR filling simulation
Computerized mold-filling simulation has come to PUR foams and RIM. Bayer MaterialScience developed the software to assist its customers in optimizing their processes and mold designs for rigid or flexible RIM, open-mold pouring, and cavity filling such as refrigeration. The first applications are in car seats and headrests, furniture, and refrigerator cabinets. Bayer must first test the material formulation in free-rise mode to determine the reaction curve (temperature and viscosity rise). Then it can use a CAD model of the part or mold to create an animated filling sequence that shows the temperature and cure-time distribution. Bayer can use the results to help customers optimize such factors as gate and vent locations and tilting of the mold to release air.
PUR composite spraying
Bayer MaterialScience and its Hennecke Div. highlighted several variants of PUR-CSM (Composite Spray Molding) technology. One new version is called Compurtec. It involves compression molding a sandwich of sprayed PUR, glass mat, and a core material of paper, plastic, or aluminum honeycomb—or even a foam. The core and glass-mat facings are laid up and sprayed on both sides with liquid PUR to impregnate the glass. Then the sandwich is placed in a preheated mold, which closes to form and cure the part. This method eliminates the need to preform reinforcements. Additional local reinforcement can be provided by means of Hennecke’s FipurTec process, which sprays chopped glass and PUR together. Compurtec uses Bayer’s Baypreg F two-component PUR system with internal mold release. It is heat-activated and has a long pot life at room temperature.
Also new is Hennecke’s MProTec (Multitec Processing Technology), which involves spraying Bayer’s new Multitec PUR system into an open mold along with short or long glass fibers. Several layers are applied—solid or foamed, reinforced or unreinforced—and cured in the open mold at ambient temperature. Only one mold half is required, but consequently, the material must exhibit very controlled free expansion.
More structural solutions
A customer of Cannon Afros in Italy recently developed two unusual structural applications using PUR foam. GMP SpA of Oderzo, Italy, replaced traditional stamped-steel refrigerator doors with thermoformed PVC or PETG sheet that is backed up with rigid foam. This approach allows more freedom in styling—such as rounded corners—and colors without the need for paint.
GMP has extended this concept to hoods and fenders for Komatsu tractors and earth movers. For these more demanding applications, GMP pours glass-reinforced rigid foam onto the back of a skin of thermoformed PVDF sheet. It uses Cannon’s InterWet technology to add glass fibers in the mixhead. GMP uses 15% to 40% glass fiber from 25 to 50 mm long. Finished panels were tested by dropping a 30-kg weight from 2 meters or 20 kg from 3 meters. In dramatic videos of the drop tests, the panel just bends and then it bounces back.
Modular RIM systems
Hennecke introduced the new generation of Topline HK high-pressure metering machines, which are designed as easily transportable modules that can be connected with "plug-and-play" ease. Tank stations in sizes of 60, 250, and 500 liters have a new design that includes temperature-control jackets, eccentric stirrer, and mounting on a platform with integral leakage-collecting basin. For pentane-blown systems, the tank and machine now have separate enclosures, which greatly reduce the volume of air that must be evacuated for safety, thereby trimming operating costs.
Low-pressure recirculation valves and anti-vibration pump tables are now standard. Also new is the Siemens Wintronic PC/PLC control system with color screen that graphically displays the whole system and all pressure, temperature, and flow values associated with each machine component. Clicking on a component brings up more details, such as both set and actual parameter values, alarm messages (such as "Tank too full"), and suggested corrective measures. The control also can hold part-design drawings, alarm logs, shift personnel on duty, and production data such as numbers of parts made and amounts of materials used. High-precision dosing is achieved with control in 1-millisec steps. Optional hydraulic pressure-controlled nozzles allow the operator to set the mixing pressure, which is maintained automatically if the ratio changes (no need to reset or replace nozzles).
Flexible carousel
Cannon has a new, highly flexible racetrack system for automotive seats, door panels, and instrument panels. Previously, Cannon built an overhead conveyor system called RotoFlex. The new floor-based PitStop version is said to be more suitable for complex parts and a diversified production mix. The carousel has a row of service stations where molds can be taken off-line temporarily for insert loading, unloading, or maintenance. Each mold is on its own trolley with an independent control panel, two-zone heat control, vacuum pump, and hydraulic unit. The trolley is automatically pulled off-line when it leaves the curing area. At the service station, it is easily accessible from all sides. When the mold goes back on-line, the system automatically recognizes it and adjusts the dispensing head accordingly.
Also new from Cannon is a high-pressure machine for spraying elastomeric skins into molds for automotive door panels, seats, and instrument panels. A third stream allows addition of pigment if needed. Like all Cannon high-pressure systems (since June of last year), it has an LCD touchscreen control.
New ways to insulate pipe
There’s also news in pipe insulation from Cannon. Its continuous "pipe-in-pipe" technology dispenses PUR foam between an extruded HDPE outer shell and the metal pipe. The compact mixhead is mounted on a lance inside the extrusion head. The heat of the extruded HDPE helps foam the PUR, and the foam expansion keeps the hot PE shell from collapsing. Not only is continuous pipe insulation new, but previous discontinuous processes used low-pressure mixing. Cannon’s new system is high-pressure, which is said to ensure fewer line stoppages. Three of these new systems have been installed in China.
Bayer MaterialScience came up with a new approach for discontinuous pipe insulation. The old way is to fill from the end of the pipe, using pressure to force foam into the space between the pipe and a surrounding tubular shell that acts as the mold. Bayer’s new way is to insert a long mixhead nozzle into the annular gap and withdraw the nozzle gradually as it pumps out foam.
The formulation is also new. This closed-cell high-temperature (HT) rigid foam is a high-index polyisocyanurate (PIR) system that withstands long-term exposure to 200 C (392 F) and short-term peaks of 250 C (482 F). It can have a density from 2.5 to 8.1 pcf and can be blown with pentane. Although it contains no flame retardants, it still meets a B2 flammability classification. Similar foams are being used to insulate floors onto which hot asphalt mastic is poured and to reduce weight in tank trucks carrying hot liquids.
For the other end of the temperature scale, Bayer researchers have come up with tough, glass-reinforced Baymer PUR foams (PIR would be too brittle) to insulate liquid natural gas (LNG) tankers at -200 C (-328 F).
Bayer also has the new Bayfill ST cavity-filling system for cars that dampens noise and adds stiffness and crash resistance without adding weight.
Continuous panel lines
Last year, for the first time, Cannon supplied a line for continuous sandwich panels used as building insulation. It has sold four systems to Italy, France, Russia, and China for PUR, PIR, and phenolic foams with metal and paper facings. A new technology for sandwich panels is the use of expandable graphite (EG) as a nonhalogen, intumescent flame-retardant filler. When heated above 200 C, EG liberates moisture vapor (steam) and CO2, which cause the filler to expand to 280 times its original volume, forming an insulating fire shield. Cannon uses its SoliStream technology to make a thick slurry of 7% EG in polyol and meter that slurry into a three-component FPL mixhead. The slurry is recirculated during pouring. EG can be used alone or with other flame retardants, like TCPP. Cannon developed this EG application together with Dow Italia.
















Read Next

K 2004 News Preview: RIM/Urethanes
New equipment at the K show will include several mixing heads for flexible foams and RIM, mixing/metering machines, a gas loading device for rigid integral-skin foaming, and a low-pressure potting unit for electrical components.New PUR materials include a new insulating foams for oil and gas pipelines, thermal encapsulation of car engines, and a steel/PUR composite for maritime and civil-engineering structures. New mixheads galoreKrauss-Maffei is unveiling new mixing heads for various PUR applications.
Read More
Polyurethanes: Foams Go 'Green' at Ever-Lower Cost
A great deal of effort is going into formulating rigid and flexible foams for lower cost and better properties, despite the transition to "cleaner" blowing agents. Improving fire and smoke performance is another challenge.
Read More
Troubleshooting Screw and Barrel Wear in Extrusion
Extruder screws and barrels will wear over time. If you are seeing a reduction in specific rate and higher discharge temperatures, wear is the likely culprit.
Read More