
Micro Molder & Mold Maker Succeeds by Specializing
How small is small? How small is micro? How about parts weighing as little as 0.00012 g and measuring no more than 0.038 in. (1 mm) long?


Acetal ligating clip is an example of the minimally invasive surgical components that are fueling growth of micromolding at MTD.

MTD claims this was the world's smallest plastic part, until MTD molded something even smaller this year. One PET pellet produces about 520 of these medical parts, which measure about 10 x 38 mils with a 5-mil stem, 7-mil pocket, 2-mil subgate, and 1.5-mil wall thickness.

Making all its own molds is what sets MTD apart from most other micromolders.

MTD's nine Sodick Plustech injection presses are housed in Class 100,000 cleanrooms.

"Most of our molds can be held in your hand and must be examined under a microscope," says MTD president Dennis Tully.

Automated cleanroom molding cells at MTD commonly use cameras to verify robotic removal of parts and runners, and Cognex vision sensors to inspect key dimensions and score part quality. Parts are often separated by cavity.

Sarix micro EDM milling system can produce much finer features than standard EDM, as seen by the following two examples.
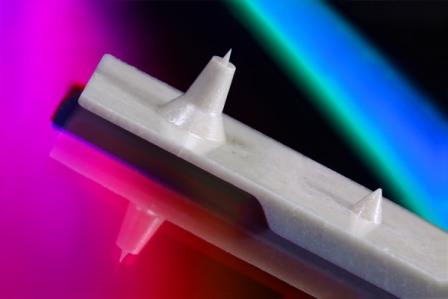
On this LCP demonstration part, the tip produced by standard EDM is to the right of the much finer tip produced by micro EDM milling.

On this pair of SAN parts, micro EDM milling produced sharper corners and a cleaner, smoother surface (left) than did standard EDM (right).
How small is small? How small is micro? How about parts weighing as little as 0.00012 g and measuring no more than 0.038 in. (1 mm) long? Wall thicknesses as low as 0.0015 in. (0.04 mm). Cavity and core TIR less than 0.0001 in. (0.003 mm). Gate diam. of only 0.002 in. (0.05 mm). Core pins of 0.0027 in. (0.068 mm) diam. and microfluidics slots of just 0.5 μ (0.000019 in.).
That’s all in a day’s work for MTD Micro Molding in Charlton, Mass. (mtdmicromolding.com), where an entire production run can fit in a pill bottle or a zipper bag. “A lot of people say they do micromolding,” says MTD president Dennis Tully. “But there are really only a handful of specialists in this business, and we are the only one dedicated exclusively to micromolding. We don’t mold anything larger than 1 in. square.”



That razor-sharp focus is one key to MTD’s success. Another is that it designs and builds all its own molds—something few competitors can match. In fact, MTD started as a moldmaker, under the name Miniature Tool and Die.
That was in 1972, when Dennis’ father, Richard Tully, had a full-time job as a toolmaker at a manufacturer of electronic connectors. As a sideline he started his own business in his basement, making cavity inserts just 0.020 in.² for specialty connector molds. Later that year, he purchased a company that had an EDM machine—one of the first in the U.S. “That allowed him to make things other toolmakers couldn’t—like tiny cavities with square corners,” Dennis explains.
In 1978, MTD moved to Worcester, Mass., where he installed the second wire EDM machine in New England to explore new methods of moldmaking. Then in 1998, the firm moved to its present location in Charlton, which occupies 16,000 ft² and employs 21.
Dennis, a graduate of the plastics program at the Univ. of Mass. Lowell, came to MTD in 1989 after stints as a process engineer, tooling engineer, and tool builder at IBM, custom molder Nypro, and Elkay Products, a maker of laboratory disposables. He became president in 2008, when his father retired.
PUSHED INTO MOLDING
MTD got its first injection machine for mold sampling in 1993. By the late ’90s, U.S. moldmaking was suffering from foreign competition and MTD’s customers were urging it to take up micromolding. “We were pushed into it by our customers,” Dennis recalls. “Other molders struggled to mold micro parts. We struggled, too, initially.”
In 2001, Nissei America loaned MTD a press for testing. It was a 7-ton, all-electric Denkey micromolder. That year, MTD obtained a Massachusetts Manufacturing Extension Partnership (MEP) grant to assess the micromolding market, create a “technology roadmap,” and to train its employees in molding. From 2001 to 2003, MTD received a total of $75,000 in state and federal funds for these preparatory activities. After the assessment was complete, “We decided to waste no further time getting into micromolding,” Tully says.
In 2003 MTD bought two 20-ton Sodick Plustech presses, one vertical, one horizontal. “The key was mold area, not tonnage,” says Tully. “We needed room to add mold actions and so forth. The Sodick presses could take a 10-in. mold base. We also needed a press that was suited to short-run molding.”
Today, the firm has nine Sodick Plustech presses of 7 to 20 tons, all with two-stage, screw/plunger injection. “You could never mold these micro parts with a screw and check ring,” Tully states. The presses are hybrids with hydraulic injection and clamping but electric screw drive and ejection. The most recent addition arrived last September—a vertical press for liquid silicone molding (LSR). “We get so many requests for LSR, mostly for overmolding onto thermoplastic,” Tully notes.
Since it got into molding commercially in 2003, MTD has built molds only for its own use, with a few exceptions, such as components for existing molds, non-micro molds, and micro tools with no unique technology or for non-competing molders (usually OEMs). MTD’s molding revenue exceeded that from mold building for the first time in 2008 and now constitutes 80% of its total. Miniature Tool and Die changed its name to MTD Micro Molding in April 2010.
The molding business has grown greater than 45% a year for the past four years, Tully says. Mold building is on a roll, too. “This year, we’ll build 45 new molds—the most ever. Last year it was 33.” He says it’s partly because many of the firm’s jobs have a two- to five-year incubation period, and in the past year many of these projects have come to fruition. Tully notes that many of MTD’s projects for OEM customers start in the R&D phase and only 22% of them typically go into commercial production. This year it’s 60%.
MTD is involved almost entirely in medical devices for special needs, “not for the general population,” Tully explains, because many are for new procedures that are not yet covered by insurance. Most of its parts are components of devices, but a few are stand-alone products such as ligating clips, H-fasteners, and anchoring devices.
“Many of our jobs are not big volume: 1000, 10,000, or 100,000 parts a year,” Tully says. “Almost all our jobs start that way, and maybe half will ever get to big volume. Our biggest job is 6 million units this year. A few others run 1 million or 2 million a year.”
What drives MTD’s business growth is the medical industry’s push for less invasive devices. Tully is aware that there are other opportunities in micromolding. “We have looked at micro lenses for medical devices, but such projects have not gone forward yet.” The major new opportunity on the horizon, he says, is in microfluidics for medical diagnostics, such as “lab-on-a-chip” devices. “It’s still in its infancy. But we track hits on our website to see what people are looking for, and the largest thing by far is microfluidics.”
One sector of micromolding that MTD does not pursue is electronics, even though it accounts for the highest volume in micromolding overall. “That’s not a good fit for us, because it’s too much of a commodity,” Tully explains.
Tully defines micromolding as producing parts that weigh a small fraction of a gram, are less than 1 mm long, have wall thicknesses generally under 0.010 in., and have features measuring under 0.010 in. Most other micromolders also mold larger parts, Tully says. In fact, his biggest competition is conventional molders who get first crack at micro jobs from their current customers. “OEMs try to stick with their existing approved vendors,” says Tully, “but they typically don’t have the skills, experience, or proper equipment. We get involved after the first molder fails. It’s a real challenge for us to succeed after the project has failed somewhere else—and it’s part of the fun.”
Although MTD has competition abroad—in Germany, Austria, and Japan—it has not had to worry about losing jobs to overseas molders, Tully says. “We have customers in Israel and Australia, but they found us—we don’t market abroad. Will other countries like China get into micromolding? Eventually, yes.”
MICRO TOOLING PIONEER
MTD’s history indicates that it always chased the leading edge of moldmaking technologies. “We constantly had to learn new ways of building molds with tiny, delicate components,” says Tully. “On every project we learn something new.” An example was the first time MTD made a 5-mil-diam. ejector pin: “It looked like a hair. You couldn’t just push that into a hole, it would break. You had to assemble the mold around it.”
MTD’s toolroom today is spacious, uncluttered, and sparkling clean. Its latest special technology is the Sarix micro EDM milling system (sarix.com), a form of sinker EDM in which the electrode spins and travels. “It’s the equivalent of a 0.001-in.-diam. end mill,” Tully says, with a touch of awe in his voice. “It’s 100 times slower than regular EDM, which is already the slowest machining process.” But its capabilities are worth the wait. Examples are shown in the pictures on p. 33. The first shows a liquid-crystal polymer (LCP) prototype for micro-sensor. The customer required the finest point possible on the needle-like projection. “Most other molders said they could make a 2- or 3-mil radius tip. We said we could do 1 mil (0.001 in.) and we actually achieved 0.8 mil with standard EDM, as shown on the smaller projection of this demonstration part. But with EDM micro-milling we got unmeasurable sharpness, as you can see on the larger projection.”
Another example is a SAN part showing conventional EDM on the right and EDM micro-milling on the left. The micro-milled part clearly shows sharper edges and a smoother, cleaner surface. MTD uses Autodesk Moldflow software to optimize its tooling. “With the right inputs, the software can give you good answers, but not many people understand the right inputs,” Tully cautions. “It took us a long time to understand what the right inputs are. We got a lot of false results in the beginning. You need feedback from molding to the engineer doing the simulation.”
MTD’s 21 employees are almost equally divided in thirds among those dedicated to moldmaking or to molding or having joint responsibilities (including management and support personnel). “Our moldmaking people have different backgrounds—stamping dies, powder metal, die casting, or other moldmaking,” says Tully. “It’s easier for us to find a solution because we’re not all thinking from the same perspective.
“What distinguishes us is that our parts are more 3D feature-rich,” he adds. “That’s due to our internal tooling knowledge. Most of our competitors don’t have in-house moldmaking. I don’t know how they do it!
“Our mold people know more about molding, and vice versa, than in your average shop. That way, everyone has ‘ownership’ of the job. Our attitude is, ‘We have a problem and We need to solve it.’
“Most of our molds can be carried in your hand. When there’s a molding problem, the molding engineer brings the mold himself to the tool shop. He and the tooling engineer look at it under a microscope—the only way to see the features in these molds—and decide what to do together. I don’t know how you can get that collaboration with an outside moldmaker.” Tully credits MTD’s rigorous tooling and process development with a 90% “first-shot” success rate.
KEEPING IT CLEAN
One-fourth of MTD’s floorspace is a Class 100,000 cleanroom area, where all the molding is done. There are actually three separate cleanrooms—one with two molding cells, one with six, and one with a single press. (There’s also a machine for testing outside the clean area.) MTD is now closing off part of the toolroom to build another cleanroom for six or seven machines, the first of which should arrive next January.
The clean rooms use de-staticizing equipment to minimize problems in handling the tiny parts. Each press station also has an 80X binocular microscope for setup and QC.
As is usual in clean rooms, molding personnel wear caps and gowns and enter via a vestibule that serves as an air lock. But the goal is to keep personnel to a minimum and to automate as much as possible. In one molding cell, a top-entry Wittmann robot removes the part and runner; a camera verifies that the gripper holds both the runner and part(s); and then a Cognex vision sensor inspects key features and gives the shot a quality score. In another cell, the robot has four stops after removing the parts from the mold. First is to separate the parts by cavity; second is an inspection station; third is to drop the runner in a waste bin; and fourth is a waiting position until the mold opens.
Tully notes that micromolders usually build their own end-of-arm tooling (EOAT) for parts-removal devices. “We don’t use suction cups. We mechanically grip the parts, possibly assisted by vacuum. Accuracy of the gripper tooling is critical.” One example of home-made EOAT is for a ring-shaped part. The gripper is in the form of a pin that fits into the ring and removes it with vacuum assist.
MTD has done a little multicomponent molding of LSR or TPE over a rigid thermoplastic, so far with manual transfer of the first shot from one press to another for overmolding. Tully expects overmolding jobs to increase and also to eventually move to two-shot molding on one press.
MTD uses hot runners on some jobs to overcome the fact that micro parts commonly weigh much less than the runner. But on a job where one pellet equals up to 520 parts, Tully says it’s not possible to control the screw precisely enough to deliver just the volume of melt for the actual parts on each new shot. He thinks a three-stage screw/plunger/plunger system might be the solution.
MTD uses RJG’s eDART system for cavity-pressure monitoring to ensure quality control. “I would use it every time if we could,” says Tully. “But sometimes it’s hard to find a place to put a sensor in these tiny molds.” He’s looking forward to smaller sensors—down to 0.010 in. diam.—which are said to be in development.
MTD molds a very wide range of materials, “from polyethylene to PEEK and everything in between,” says Tully. His dream material would be “PEEK that flows like PP.” The most challenging materials for MTD are the bioabsorbable implant grades of PLA. They absorb moisture, which can cause hydrolysis in the melt, so drying is critical and molded parts must be handled carefully and packaged quickly to prevent moisture re-uptake. What’s more, he says, “These materials are much more sensitive to heat, shear, and residence time. What happens to the resin if the machine halts for a time?”
Tully notes that MTD doesn’t receive much technical service from material companies. He believes they aren’t sufficiently knowledgeable about the peculiarities of micromolding. “And they can’t get very excited about a customer for whom a 50-lb bag lasts two years.” MTD uses less than 10,000 lb of total materials annually. “By far our largest throughput of a single material is 3 lb in 24 hr.”
MTD can’t reuse its scrap in these critical medical parts. Because the runners far outweigh the parts, Tully says, “More than half our material is thrown away.”
For post-mold quality control, MTD performs automated inspection with two OGP machines, one of which is a multi-sensor unit combining a laser, multi-touch probe, and vision sensor. Other test equipment includes an Instron tensile tester, for which MTD has to make its own micro sample grippers. A melt indexer is used for resin checks, and an I.V. tester helps detect any degradation of bioabsorbable PLA. One thing MTD doesn’t do is weigh parts as a process check. “You can’t measure closely enough,” says Tully. “A little bit of gate vestige would vastly outweigh any differences in part filling.”
FUTURE TECH
What’s the future of micromolding? “The trend is still going smaller. We’re trying to figure out where are the limits,” muses Tully. “The smallest total shot size in production is less than 0.03 g and that’s mostly runner. It’s hard to go smaller than that. But whatever we thought were the limits before, we’ve already gone past them.
“Will we get below 1 mil (0.001 in.) wall thickness? We have done 1 mil and probably won’t go lower. But the question is: Can you flow farther at that thickness? Or can you get more of those features into one piece?”
In Tully’s view, getting there will require breakthroughs in moldmaking, molding, and maybe materials. “We need to make tools that challenge the capabilities of the molding machines,” he says. Micro EDM is one promising moldmaking technique. Another is laser technology—“It’s developing, but it’s not there yet.”
In molding machinery, Tully sees efforts under way at various machine builders to improve plunger technology. Another option he’s heard of is high-speed intrusion molding, which uses no plunger, only a screw. But the screw doesn’t move so there’s no check ring. It just extrudes rapidly into the mold.
“Molding support equipment hasn’t caught up,” Tully adds. “Chillers and dryers need further downsizing. Part handling and packaging are still a real challenge as well. For example, we still remove edge gates manually under a microscope—but how long will we continue to do this?”
As for materials, Tully speculates that nanoclay or nanotube reinforcements may play a future role.
Tully sums up the key challenge for the future: “The difficult part is educating clients on what we’ve already accomplished, so they can push the edge. Their engineers are always astonished—they see our parts and say they had no idea that could be done!”
















Related Content

Molder Opts for Machine Flexibility for Complex Jobs
AE Plast opted for tiebarless multimaterial Engel victory machines as it took on complex parts for the appliance and power tool market, including a 3K housing for Dremel’s rotary tool.
Read More
Vacuum System Gives Molds a Chance to Vent
When the in-house vacuum systems and tooling tricks that NMC Dynaplas usually deploys to deal with trapped gas failed, it turned to a Mold-Vac system and saw reject rates go from 44% to zero.
Read More
Thermoformer Maximizes Productivity with 3D Printing
Productive Plastics has created an extensive collection of 3D printed manufacturing aids that sharply reduce lead times.
Read More
LFT-D Thrives in Automotive and Other Durables
Teijin Automotive acquires its 10th direct long-fiber thermoplastic system as demand for this technology soars.
Read MoreRead Next

Injection Molding Research Targets Micro-Molding, Sinks and Foams
The IKV in Aachen, Germany, is known internationally as one of the foremost academic incubators of new plastics technology.
Read More
Micro Molds Make Micro Parts
Molded parts barely visible to the naked eye require non-traditional methods for making high-precision micro-injection molds. Micro-tooling R&D is being led by technology institutes, research firms, and a few highly specialized mold makers.
Read More