
Micromolder’s Business Rests On Four Key Technologies
The “four legs” that support Isometric Micro Molding are micro molds, micro injection molding, micro automation, and CT scanning.


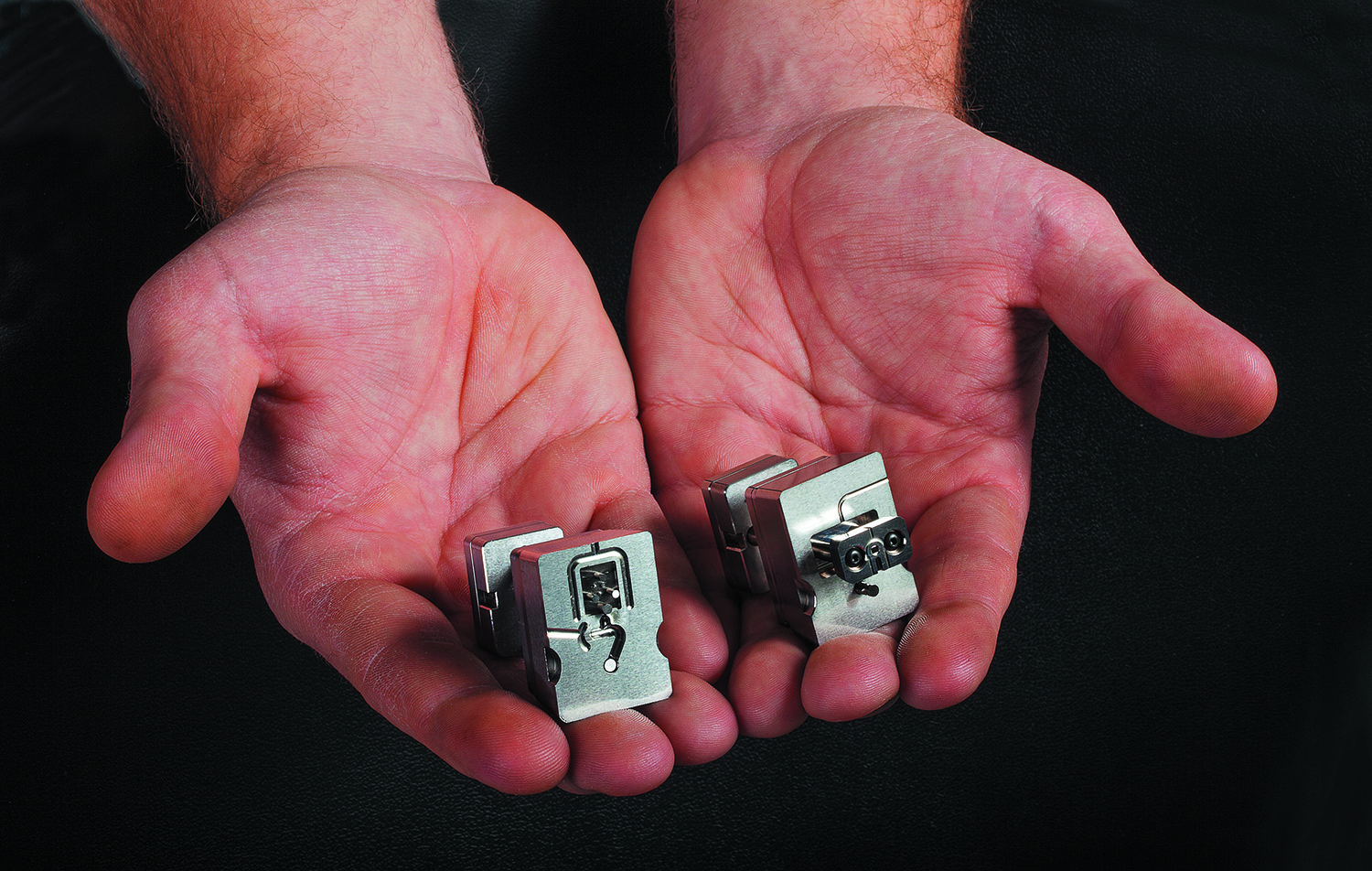
Isometric specializes in medical and drug-delivery components weighing thousandths of a gram and with feature tolerances to single microns.
“It’s all about the tool.” Isometric got into micromolding initially from the tooling side and builds its own micro molds.

Isometric’s two-stage Sodick presses run “lights-out” for two out of three shifts, thanks to extremely accurate and consistent process control.

Isometric builds its own automated inspection and assembly cells to perform as many operations as possible without letting go of the “dust-sized” parts and thereby maintain control.
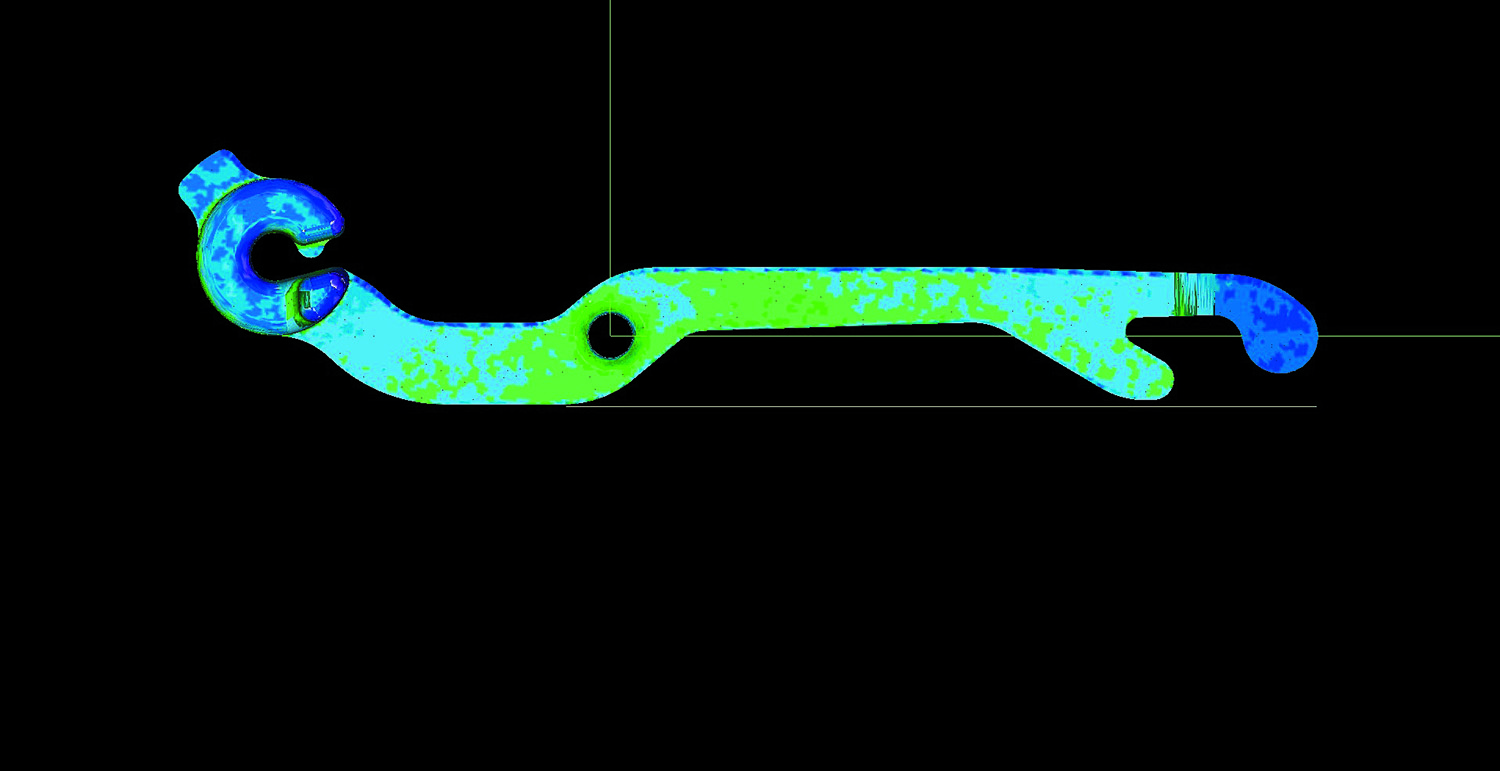
Isometric’s CT scanner generates a “point cloud” of precise measurements in less than 10 min. It is then overlaid on the original CAD file of the part to generate a color deviation map, as is shown here.


When a moldmaker serving injection molders of medical parts decided to get into micromolding itself, the first priority was to obtain the right equipment. For Isometric Micro Molding, Inc., New Richmond, Wis., that meant buying the right injection machine, using its existing microautomation expertise for post-mold handling and assembly, and obtaining something still quite rare among custom molders—a CT scanner for process validation and in-process inspection.
The firm started out in 1990 as Isometric Tool & Design Inc., building molds for producers of medical and drug-delivery components. Its medical OEM customers needed assistance with micro-sized parts, so the firm purchased a building across the street and hired specialists in micromolding to staff a new business unit. Isometric Micro Molding was formed in 2014 to service OEM medical and drug-delivery customers with production micromolding and automated micro assembly, using automation equipment designed and built by Isometric Tool & Design.



A ‘FOUR-LEGGED STOOL’
“We can build micro tooling, do micromolding, automate micro assembly, and inspect parts with CT scanning—all in-house. That’s what we call our ‘four-legged stool,’” says Donna Bibber, Isometric vice president. She came to Isometric in 2013 as a well-known expert in micromolding with experience that dates back to the late 1980s.
For the first leg of the stool, Bibber states, “It’s all about the tool—truly the enabling component for anything we do with micromolding.” Isometric already had significant experience in building micro tools, which are paramount to its success in micromolding. (It still builds some non-micro molds for other molders.) Says Bibber, “We have micro milling, micro EDM, and micro wire-EDM machines.”
The next leg of the stool was the molding equipment. Isometric already had experience with Sodick two-stage screw-over-plunger presses. Bibber says, “Sodick is well known in the micromolding field for its accuracy and shot-to-shot repeatability. I like the fact that there’s no check ring to leak unpredictably.” The two-stage design separates plasticating from injection. The stationary screw provides a homogeneous melt, since each pellet sees the same screw length and heat history, unlike a reciprocating screw. This is said to reduce excessive shear heating and outgassing. The screw feeds a plunger that is low-mass and controllable, capable of very high acceleration, and has very tight clearance between the plunger head and barrel.
This design reportedly enables molding of parts with consistent weight to 0.001 g and tolerances to single microns. As Bibber puts it, “We get as many as 500 to 600 parts from a single resin pellet. Some of our parts can fit between the ridges of a fingerprint.”
She adds, “Sodick’s machines have excellent injection speed and pressure control. Many micromolding projects require high injection pressure to fill tiny parts in 0.01 sec.” Average injection pressures at Isometric are 40-48 kpsi, though the Sodick presses are able to inject at up to 80 kpsi.
Today, Isometric occupies 33,000-ft2 in its two separate buildings, employing 63 people. Its customers count Isometric as one of the top three U.S. micromolders, according to Bibber. With a 3000-ft2 ISO Class 7 clean room and a separate Class 7 development clean room, Isometric operates six Sodick presses from 20 to 60 tons, all with the V-Line arrangement of an angled screw over the horizontal plunger. Sodick machines are supplied by Plustech, Inc., Schaumburg, Ill. “Their service is fabulous,” Bibber notes. “When we call, they pick up, or they get back to us within 10 minutes. They are very supportive and easy to work with.”
TWO MORE LEGS OF THE STOOL
Isometric operates 24/7 with two of its three shifts running unattended and “lights out.” Highly consistent molding and automated cells help make this possible. “Handling these parts like specks of dust, and assembling specks of dust to each other, requires us to design and build our own automated micro assembly cells. A key to micro assembly is to hold onto the parts as long as possible before letting go to maintain control and precision. So assembly right at the molding machine is the way to go.”
The molding cells often perform automated inspection, using optical cameras with very high magnification. Each press station also has a high-power (600+) microscope for manual inspection and process setup.
Other QC equipment includes vision/laser CMMs. But the most essential piece of equipment is a computed tomography (CT scanner), which uses x-rays to scan part dimensions to a resolu- tion of 0.1 micron or 4 millionths of an inch. What’s more, the CT scanner’s ability to literally see inside the part permits nondestruc- tive measurement of internal wall thicknesses and inspection for bonding-layer defects in micro assemblies such as bubbles, voids, or uneven bond distribution. CT scanning provides a full 3D CAD depiction of the part in less than 10 min—reportedly much more accurately than other metrology methods. The CT scan of a molded part can be overlaid on the original CAD design to provide a color deviation plot. (For more, read about how CT scanning can cut production time and give insight into a molded part’s interior.)
Questions About Micromolding? Visit the Micro Molding Zone.
Isometric made the bold choice to acquire a CT scanner during its first year of operation. Not many custom molders—especially ones just starting out in the business—could swallow the high price tag of such machines, though they can use outside metrology services as an option. As Bibber explains, Isometric didn’t have much of a choice about using CT scanning. “One of the most challenging aspects of micromolding is metrology and gage R&R. It is common in micromolding to have more error in the measurement than in the actual parts,” she says. “We were involved in developing a Class 3 medical component with tolerances as tight as ± 8 microns. We could not pass the gage R&R test with conventional vision or laser CMM. We had greater than 30% error in those measurements. So we went outside to a CT scanning metrology lab.”
Isometric acquired a CT scanner made by Werth Inc., Old Saybrook, Conn. These machines cost $700,000 to $800,000. “It has definitely been worth it,” declares Bibber. “We use it on most jobs, for initial validation and for in-process inspection.” (As reported in the Processor’s Edge story in this issue, prices of some CT scanners not specifically for micromolding have come down recently to as low as around $300,000.)
















Related Content

Know Your Options in Injection Machine Nozzles
Improvements in nozzle design in recent years overcome some of the limitations of previous filter, mixing, and shut-off nozzles.
Read More
How to Optimize Pack & Hold Times for Hot-Runner & Valve-Gated Molds
Applying a scientific method to what is typically a trial-and-error process. Part 2 of 2.
Read More
Improve The Cooling Performance Of Your Molds
Need to figure out your mold-cooling energy requirements for the various polymers you run? What about sizing cooling circuits so they provide adequate cooling capacity? Learn the tricks of the trade here.
Read More
A Simpler Way to Calculate Shot Size vs. Barrel Capacity
Let’s take another look at this seemingly dull but oh-so-crucial topic.
Read MoreRead Next
Why (and What) You Need to Dry
Other than polyolefins, almost every other polymer exhibits some level of polarity and therefore can absorb a certain amount of moisture from the atmosphere. Here’s a look at some of these materials, and what needs to be done to dry them.
Read More
Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More
Troubleshooting Screw and Barrel Wear in Extrusion
Extruder screws and barrels will wear over time. If you are seeing a reduction in specific rate and higher discharge temperatures, wear is the likely culprit.
Read More