
New Approach to IR Welding Bonds More Engineering Plastics
Kubota Research Associates (KRA), a U.S.-based research and development firm, has introduced an advanced method for through-transmission infrared (TTIR) welding of sensitive plastic parts.



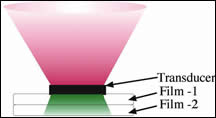
Fig. 1—P-Wave through-transmission welder uses a cone-like beam and special plastic transducer to focus the IR energy.

Fig. 2—KRA’s rivet-style detachable fastener can later be reverse-welded to facilitate disassembly for recycling, refilling (of ink cartridges), or repair.
Kubota Research Associates (KRA), a U.S.-based research and development firm, has introduced an advanced method for through-transmission infrared (TTIR) welding of sensitive plastic parts. This start-up company’s P-Wave TTIR equipment generates polychromatic (multi-wavelength) IR energy, in contrast to the monochromatic (single-wavelength) IR energy used in laser welding.
“P-Wave opens new options in joining clear, opaque, and colored parts and films, and it welds an unprecedented range of engineering thermoplastics,” declares Masanori (Mike) Kubota, president of KRA. As with laser welding, P-Wave focuses IR energy at the zone between IR-transparent and IR-absorptive parts, prompting melting at the interface. That melting, plus application of pressure, creates a bond. However, Kubota argues that P-Wave is a more precise, forgiving, and cost-effective way to weld than with IR lasers.



KRA claims its technology outperforms IR laser, ultrasonic, and conventional IR welding (surface-heating) methods in the bonding of electronic, automotive, and medical assemblies; films used in fuel cells and bio-fluid bags; printed circuit boards; and some composite parts. Surface defects (burns) are said to be minimized. KRA’s technology, when used with associated wavelength transducers, is said to direct IR energy so precisely that higher-temperature resins like fluoropolymers and PEEK become amenable for the first time to TTIR welding.
How P-Wave works
P-Wave equipment is offered in 300- and 150-watt versions, says John Long, KRA’s chief technology officer. Systems include an IR lamp (halogen, xenon, or metal halide) as well as patented optical focusing devices and KRA’s proprietary wavelength transducers. The equipment creates a well-defined welding spot of around 5-mm diam., and robotic raster scanners can be used to extend the weld area.
KRA’s lamp and optical devices create a filtered-bandwidth, cone-like beam that “paints” IR energy accurately and deeply on the interface zone, making localized precision welding feasible. The patented optics condense the IR beam to the extent that it penetrates more deeply into the plastic part than laser energy, while minimizing surface damage.
In the vast majority of cases, P-Wave welding is most effective with the use of a wavelength transducer, Long says. The transducer is a plastic film, ribbon, or die-cut device made of IR-absorptive materials and positioned above or below the parts being joined (Fig. 1).
Like a lens, the transducer focuses the IR beam’s energy at the weld interface, increasing flux density by 300% and speeding the rate of melting in the weld area. Transducers can be designed to conform to the joint, which facilitates welding of complex 2D and 3D bonds. Units can weld films, membranes, cloth, sheet, pipe, tube, and moldings.
Wavelength transducers allow joining films of natural (IR-transparent) materials into bags and containers, an example being polyolefin blood and bio-fluid bags. These flexible containers could replace existing PVC versions, removing the risk of toxic emissions generated during incineration of the vinyl bags. P-Wave units are also able to weld nonwoven bags and medical wraps made out of DuPont’s Tyvek films. Another application is fluoropolymer bags used in biological and environmental sampling procedures.
KRA wavelength transducers boost IR absorption sufficiently to weld a broader range of materials than is possible by other methods. Besides PS, PE, PP, and other polyolefins, the “weldables list” includes most fluoropolymers and polyketones (PEEK) PEI (GE’s Ultem), polyimide, UHMW-PE, PC, nylon, acetal, PVC, TPO, and other TPEs.
Kubota says several applications currently using adhesive bonding appear likely to benefit from this capability. He cites printed circuit boards bonded with polyimide film, fuel cells bonded with fluoropolymer film, and graphite or carbon composites with PEEK or PEI binders. Furthermore, in contrast to existing methods, KRA’s transducers are reusable, are not consumed in the process, and are not incorporated into the assemblies. IR laser welding uses far more costly approaches in which one of the parts being joined incorporates an IR-absorptive additive or coating.
KRA reports that one of its 300w systems is already being used by a U.S. medical device maker, which it declined to identify. The unit is used for 2D and 3D welding of PP, PE, ABS, and PC medical devices, one rationale being the absence of residuals after welding. KRA claims P-Wave equipment is also less costly than IR laser or ultrasonic systems. Basic P-Wave hardware costs around $20,000, or a half to a third less than for an IR laser.
Maintenance costs are also said to be low. Heads weigh less than 4 lb and integrate well into automated production lines. KRA systems also require no shielding devices to protect operators. IR-transparent parts containing a wide range of colors can be successfully welded.
Solving the‘Three Rs’
P-Wave systems can also be used to weld and “reverse-weld” assemblies by means of proprietary detachable fasteners. These fasteners are supplied in rivet, plate, strip, and clip designs. They are suited to assemblies that are to be refilled (like printer ink cartridges), repaired (e.g., appliance parts), or recycled (automotive parts).
Rivet fasteners are designed with an IR-transparent upper and IR-absorbing lower section to allow the welder to rivet parts together and also make it possible to detach and separate them later (Fig. 2). Alternatively, the fasteners can be IR-transparent for welding onto IR-absorptive substrates.
KRA portrays its fasteners as alternatives to adhesives, mechanical fasteners (screws and bolts), and heat-staking methods. Their high bond strength typically results in 50% fewer connection points than with adhesives or mechanical fastening, Kubota says. When it comes time for disassembly, the fasteners can be detached at high speed.
One developmental application is a two-part vehicle door panel, in which the detachable fasteners reportedly increase door rigidity, slash weight and part count, and make the door considerably more repairable. KRA is also investigating use of its fastening system to weld and seal the detachable lids of refillable toner cartridges for a printer. The lid is strong, leak-proof, and tamper-evident; yet it can be removed in a non-destructive way when the toner is exhausted.












Related Content

X2F and Covestro Collaborate on Innovative In-Mold Electronics for Automotive Lighting
Thermally conductive PC heat-sinks produced with X2F controlled viscosity molding.
Read More
SD Polymers: 'One-Stop Solution for Mechanical Recycling'
‘Passionate’ recycler invests in people and technology to meet commitment to innovative, sustainable solutions for its processor customers.
Read More
High-Temperature Syntactic Foam and High-Slip Plug Materials for Thermoforming
At K 2022, CMT Materials to launch new Hytac syntactic foam and a developmental higher slip plug materials with no PTFE.
Read More
Sustainable Materials is Focus of Thermoforming Exhibits at K 2022
Thermoforming equipment makers including WM, Kiefel, and OMV will showcase processing of recyclable and biobased materials.
Read MoreRead Next

Advanced Recycling: Beyond Pyrolysis
Consumer-product brand owners increasingly see advanced chemical recycling as a necessary complement to mechanical recycling if they are to meet ambitious goals for a circular economy in the next decade. Dozens of technology providers are developing new technologies to overcome the limitations of existing pyrolysis methods and to commercialize various alternative approaches to chemical recycling of plastics.
Read More
People 4.0 – How to Get Buy-In from Your Staff for Industry 4.0 Systems
Implementing a production monitoring system as the foundation of a ‘smart factory’ is about integrating people with new technology as much as it is about integrating machines and computers. Here are tips from a company that has gone through the process.
Read More
Processor Turns to AI to Help Keep Machines Humming
At captive processor McConkey, a new generation of artificial intelligence models, highlighted by ChatGPT, is helping it wade through the shortage of skilled labor and keep its production lines churning out good parts.
Read More