
New Downstream System For Inline Cutting, Curing of TPU Tubing
Novatec will debut an altogether new approach for processing tacky, hard-to-cut thermoplastic polyurethane tubes at next month’s Plastec West show.



Novatec has developed a downstream package to permit low-durometer thermoplastic polyurethane medical tubing to be cut precisely and cured inline. The Baltimore-based machine builder will debut the system next month at Plastec West, Feb. 11-13 in Anaheim, Calif.
The patented-pending system was designed by Bob Bessemer, Novatec’s v.p. of extrusion technology, in collaboration with a coterie of experts in TPU materials and tube-processing technology. It relies on an 8-ft-long, “three-pass” tank with three independent temperature zones, each with its own water pumps, heat exchangers, modulating valves, and heaters. Since most TPU tubing is processed on 1-in. extruders, Bessemer determined that 8 ft provided enough length. Relying on input from Tony Walder, head material scientist for TPU supplier Lubrizol, the tank features an initial 3-ft “hot zone” (open to atmosphere or under vacuum) maintained at 110-130 F, followed by a 3-ft “cold zone” at 45-55 F, and then an approximately 18-ft-long “warm zone” at 90-110 F.



Walder explains the science behind this setup: “Copolymers such as polyurethanes have both crystalline and amorphous characteristics. Proper extrusion melts the polyurethane’s hard segment and mixes the hard and soft segments into a homogeneous melt. Upon removal of shear and cooling, the hard and soft segments begin to separate. The tack and shrinkage of polyurethanes is due to the way the macrostructure—the separation of the soft and hard segments—organizes as the polyurethane cools. Building the macrostructure of the polymer can be considered a ‘curing’ of the polymer. Freezing the movement of the melt will result in a lower tack by freezing the surface. Stresses will be high by freezing mixed hard and soft segments, resulting in considerably high shrinkage as the segments organize. Cooling the melt too slowly will result in low shrinkage as the polymer is allowed to organize. But then the tube will have significant tack because the lack of freezing the surface.”

Walder continues, “The multi-stage water trough allows for curing the polymer melt to reduce shrinkage and minimize tack by allowing the polymer melt to properly organize with controlled cooling. The concept of controlled cooling can be used with other copolymer or semi-crystalline materials to control the crystallization/organization rates to improve the quality of the tubing.”
A three-pass tank saves space vs. one long, continuous tank, says Bessemer. Moreover, with the first and second wheels being driven, as well as the external puller/cutter, the tubing could be allowed to normalize (shrink-back), greatly reducing post-extrusion shrinkage. The first wheel is the master, drawing the tube directly from the hot die and performing the sizing, along with either internal air or non-contact vacuum sizing. This first pass is the only pass during which the tubing is under tension. The second wheel would be adjusted at a percentage slower than the first until the material floats to the surface, thus allowing shrink-back inline. The external puller speed would then also be adjusted slower than the second wheel to allow further shrink-back (normalization) prior to being cut to length.
“Many years ago,” Bessemer recalls, “medical tubing experts such as Steven Mayol and Braulio Polanco advised me that when TPU is processed in a cooling tank with two to three times the typical length, the surface tack was minimized such that you could cut to length inline and have a short window by which the tubes could contact each other without sticking together. They knew I had developed a combination vacuum multi-pass tank for high-speed tubing processing and asked if I could build one specifically for TPUs with a total length of 6-10 ft with three passes, which would give extended time in water, while also minimizing tension. At the time it did not appear that this was an industrywide processing issue, so the potential of building any volume of this product was not great, so nothing was done. They also felt the tube could be cured by having the cut tubes ejected onto a perpendicular conveyor, driven by a stepper drive, with an oven of appropriate length to allow exposure to 165-170 F for at least 1 hr.”
Like the line of medical-tubing tanks Novatec introduced a year ago, this tank uses tri-clover fittings as well as rounded corners electro-polished to minimize the growth of biofilms. “Many of the same features from the Novatec Micro-medical line of precision vacuum tanks have been carried through to this new multi-pass tank,” says Bessemer. “For example, both the driven wheels have been mounted on pivoting brackets, which allow them to be pivoted perpendicular to allow total cleaning of the wheel and the tank surface below. Great attention has been paid to features specific to this process such as rollers and product guides to allow minimal drag while ensuring the tube stays on the wheels even when the material floats up as the tension is removed (normalized) in-process.”
Sticky Wicket
Low-durometer TPUs are typically very tacky and have the tendency to shrink at variable rates, which makes cutting to length extremely difficult inline, says Bessemer. The tubes are so tacky that if they touch each other, they can't be separated after cutting. And, Bessemer explains, these tubes are difficult to cut to length: Since they are so flexible, the drawing of the tube from the hot die and through the cooling medium causes stretch, a variable that makes it difficult for them to be cut to a tight length tolerance demanded by medical applications.
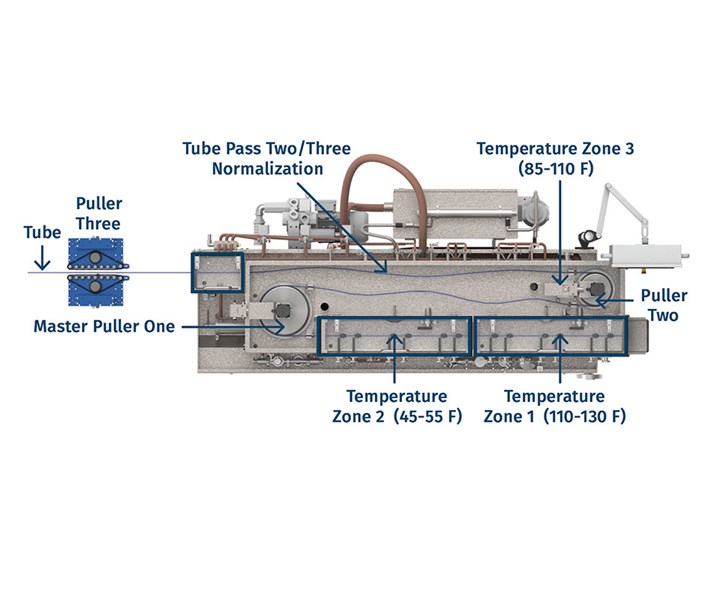 TPU medical tubes take three passes through Novatec’s cooling tank that features three independent temperature zones. The first and second wheels are driven. Controlling those speeds, as well as that off the external puller/cutter, allows the tubing to normalize, greatly reducing post-extrusion shrinkage.
TPU medical tubes take three passes through Novatec’s cooling tank that features three independent temperature zones. The first and second wheels are driven. Controlling those speeds, as well as that off the external puller/cutter, allows the tubing to normalize, greatly reducing post-extrusion shrinkage.
To overcome these challenges, the tubes are typically cut longer than required and manually hung on racks for 24 hr and allowed to dry and semi-cure. They are then cut to length manually, which costs time and money in labor. Says Bessemer, “This also takes up valuable real estate in a clean room. I have seen this at many medical extrusion facilities and been asked repeatably for help with handling and possibly packaging these tacky tubes so they don’t touch each other.”
TPU tubes are so tacky that if they touch each other, they can't be separated after cutting.
One of Bessemer’s collaborators, Larry Alpert, is a long-time medical tubing processor who now has his own consulting firm, Med1Extrusion LLC. Alpert says, “Trying to combat the tackiness of TPUs is part of the reason polyurethane processing is a ‘black art.’ In order to reduce the tacky nature of the surface, processors will often try to run these materials as cold as possible in order to change the surface morphology enough to reduce the tack. But doing this increases variability by changing the stresses of the extrusion line, which in turn will change the stress relaxation of the part and thus the dimensions. Since the dimensional shift is nonlinear on a time scale, without any form of controls in place, it turns what can be a predictable nonlinear function into unpredictable chaos. As well, this habit is not always desirable for product performance, as there are noticeable losses in physical properties such as tensile and elongation or chemical resistance.
“To add to the confusion, many urethane tubes, such as PICC (peripherally inserted central catheter) lines, go through an oven cycle for annealing. The processor needs to correlate the online extrusion measurements to what the dimensions will be a day later to what the dimensions will be after the annealing cycle. As for the tacky nature itself, there have been many workarounds. I’ve seen parts hanging from IV dispenser racks, laid out on tables with butcher paper placed between layers, spools with PE liners between layers, blow-off conveyors onto secondary conveyors, or secondary conveyors at the end-of-the-line conveyor (for shorter parts) to add accumulation time before parts would come into contact with each other. Depending on the day and location, one could walk through some processing shops and see a kaleidoscope of tubes hanging/laying/accumulating all over the place, taking up valuable floor space and labor needed to secondary process parts—cutting/bagging/organizing.”
Alpert recalls an experience in the late 1980s when he was charged with developing the initial high-pressure braided tubing (a 0.142 × 0.071 in. urethane/nylon braided tube). “The tack of the 2363-80AE Pellethane [then a Dow TPU product, acquired later by Lubrizol] was a huge problem that had to be solved for high-volume manufacturing. In order to make the tubing, a layer of polymer had to be extruded over a mandrel in lengths that were as long as possible in order to braid and then extrude a final layer over the braid while minimizing reel changes and thus scrap.
“Initially the urethane would tack together on the first extrusion, to the point where the layer paying off of the spool into the braiding process would stretch the urethane underneath it, pulling it away from the substrate beneath it beyond its deformation point. After the final extrusion process, the spools would move into the cut-off and mandrel-pull process. The layers coming off the spool would tack again, though instead of pulling and deforming the product (much thicker with braid support), they would leave visible parting lines.
“The first thing we tried was adding a second water trough to the line, doubling the length of cooling. The effect of this was subjectively ‘better,’ but still not good enough, as once the PUR exited the trough, the tack would return after a short while. That’s when it was decided that we needed to increase cooling time and maximize as much as possible the crystallinity of the urethane.
“Luckily there was a two-zone water trough available. I then attempted a discrete hot-to-cold water system. This appeared to be the right track to take, as the problem was 90-95% alleviated, though we still needed an ironclad solution to manage over 20 million ft of extrusion and 10 million ft of final product over the course of a year. It was decided to increase cooling time further, and for the next step I created a virtual three-zone tank by changing the flow properties of the two sections that we had so the heated water flowed back into the adjacent section and formed a another “virtual” section where the water temperature was reduced over a few feet from the front temperature to the back chilled section, and a spillover port was positioned at the “end” of this section. The chilled water was introduced just downstream of that.
“Based on the overall length of the trough and the line speeds, the extrudate residence time in each section was 4 to 6 sec for cross-sections ranging from 0.3 to 0.55 mm (ultimately the cooling rate to the final water temperature was approximately 8-10 sec). This combination allowed us to wind product in 20,000-ft continuous-length spools and eliminate the problem. Another benefit of this was that the mandrel removal for the final product took about 30% less force. Note that while this solved the problem for this product line, it did not remove all the tack of the urethane. The layers still stuck together, but damage no longer occurred in the downstream processing steps.”
While working for a medical-tubing processor, Polanco, founder and CEO of the consulting and training firm Systematic Extrusion, designed and implemented a three-level cascading conveyor placed downstream after the cutter conveyor. “The cascading conveyor had the option to apply heat and/or ionized air to the tubes,” he recalls. “With careful control of line speed, tubes would lay uniformly without touching each other to allow the tubes significant time to cure before packaging. The conveyor provided about 10-15 min for the tackiness to be reduced. Once again, the key is to provide time post-extrusion for the molecules to align.”
No More Workarounds
The new Novatec system is intended to make these workarounds and added steps redundant. A patent-pending closed-loop vacuum system in the first chamber is used to maintain vacuum to two decimal points, which Bessemer says helps to size the tube while improving ovality precision. “Vacuum is so stable that no water will exit the tank as the tube enters, even with a much larger orifice than the tube OD. This is typically below 1 in. of water vacuum, such that internal air can still be used if preferred, but without unwanted water drool,” he states. Controlling both the vacuum and water-pump rpm helps to minimize unwanted water turbulence, especially at low vacuum levels, adds Bessemer.
“The combination of three temperature zones and the minimization of tension permits the tube to be cut to length with consistent shrinkage, as we know post-extrusion shrinkage will still occur even though greatly reduced,” Bessemer states. “With a proper cutting bushing and blades, even larger-diameter, thin-walled urethane tubes can be cut successfully inline.”
The system consists of a standard discharge conveyor to both support the cut tube and allow for controlled ejection to either a collection tray or a perpendicular conveyor. A perpendicular conveyor, with a stepper or servo drive, can be indexed a specific amount per cut tube, allowing a space between tubes. At typical speeds of 20-50 ft/min, these parts will then pass under an oven hood with a temperature of 165-170 F for approximately 1 hr, which will cure the tube in-process.”
“The combination of three temperature zones and the minimization of tension permits the tube to be cut to length with consistent shrinkage.”
Notes Steven Mayol, senior processing engineer for Vesta Thermoplastics, Corona, Calif., a molder and extruder of thermoplastic and silicone medical components, such as catheters, “Curing the tubing inline into another conveyor with some sort of heating source on top indeed does minimizes the inspection time as it does not have to be cured in the oven nor wait 36 to 72 hr before final inspection to find out it might be out of specification. Unfortunately, today processors still struggle with the same issues I faced 14 years ago processing the same materials. Their solution is to rack or table lengths of product or spool them in order to cure for a few days. This new multi-stage water trough would be ideal for scenarios like this and predict your final tubing dimensions.”
















Related Content

Seaway Plastics Acquired
Private equity firm ICG purchased the injection molder and its three facilities located in Florida and California.
Read More
Record Reshoring Rates in 2022
Reshoring and foreign direct investment (FDI) in the third quarter marked their highest ever level, eclipsing the previous record set in the second quarter of 2022.
Read More
Artificial Intelligence Enables Smarter Sourcing
Westfall Technik has adopted Arkestro’s predictive procurement software to wring savings and more reliable deliveries from a historically challenging supply chain.
Read More
Catheter Specialist Finds Sweet Spot Serving Small, Medium-Sized Concerns
Medical-component specialist LightningCath has carved a niche meeting the needs of small to medium-sized entrepreneurs with complex catheter designs … quickly.
Read MoreRead Next

Downstream System ‘Rewrites the Rules’ for Medical Tubing Extrusion
Extrusion downstream expert Bob Bessemer joins Novatec to enter medical tubing market with innovative line of tanks and puller/cutters.
Read More
Troubleshooting Screw and Barrel Wear in Extrusion
Extruder screws and barrels will wear over time. If you are seeing a reduction in specific rate and higher discharge temperatures, wear is the likely culprit.
Read More