New Tool Helps Blow Molders Manage Regrind Better
Free online algorithm helps processors cut waste and develop secondary markets for ‘known-generation’ scrap.

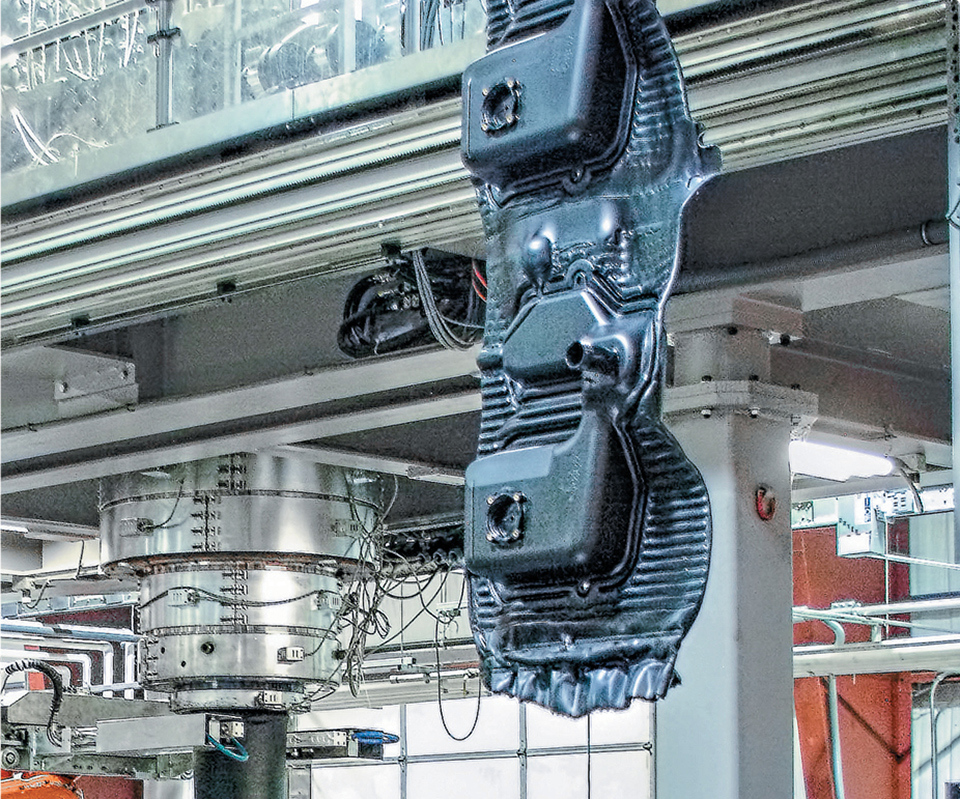
Blow molding scrap often generates large amounts of trim scrap. New software helps processors make maximum use of that regrind, where allowed, while maintaining material properties within specified limits.


Blow molders have a new, free online tool to help them solve a nettlesome regrind issue: knowing when to start mixing it back in. This “regrind management solution” is available from an unlikely source—Mountain Packagers Inc., a Wellington, Colo., firm that specializes in automation and package engineering.
The tool relies on an algorithm developed to determine the precise cycle in a batch that regrind material should start being added back into the process, and at a prescribed ratio, explains Gary Turell, president of Mountain Packagers. That way, when the batch is complete, the last part was made from the last of the final allowable generation of regrind, he says.


Turell developed the algorithm when he was working as a contract automation engineer for a blow molder on an automation project. “I became aware of the excessive-regrind issue that they were facing and volunteered our time to try to come up with a solution,” he recalls.
“Originally, I thought it was going to be a system to store and move the in-process regrind in a manageable way; but after understanding more about the entire process, I suggested
that we use math and algorithms to make less regrind and not concentrate on storing and moving the material. And the blow molder decided to hire us to implement the software plan.”
In this particular case, the weight of the part was often small compared with the total weight of each shot, with a part-to-trim- scrap ratio of less than 1:1 not uncommon. Notes Turell, “If all the waste from each shot could be reground an infinite number of times, it wouldn’t be a big issue, but having the restriction of only being allowed to regrind material a limited number of times to maintain integrity of the material properties resulted in over-use of virgin product and large amounts of regrind of unknown generation (number of times reground) at the end of each batch.”
The algorithm Turell developed has been converted to the PHP language. It’s available for free online. Turell is also in the process of developing an app, as well as an algorithm for extrusion.
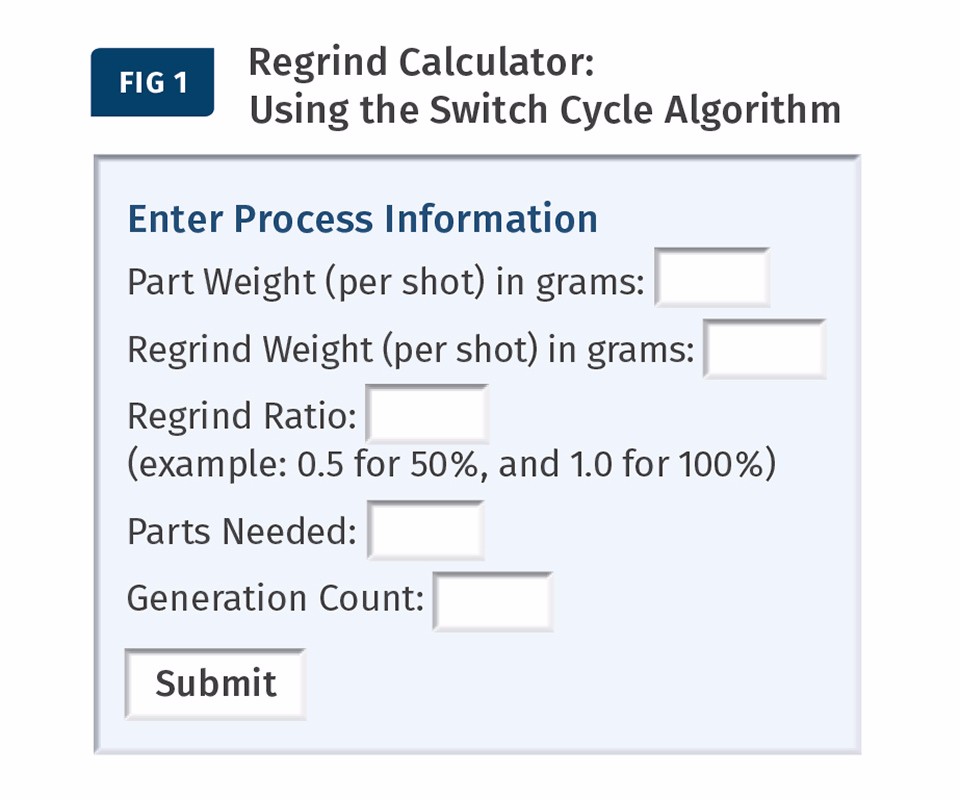
As shown in Fig. 1, the algorithm requires the operator to enter five data points. Figure 2 shows a typical output from the algorithm using the process conditions of:
• Part weight = 1200 g
• Weight per shot = 2000 g • Regrind Ratio = 100%
• Parts needed = 10,000
• Generation count = 5
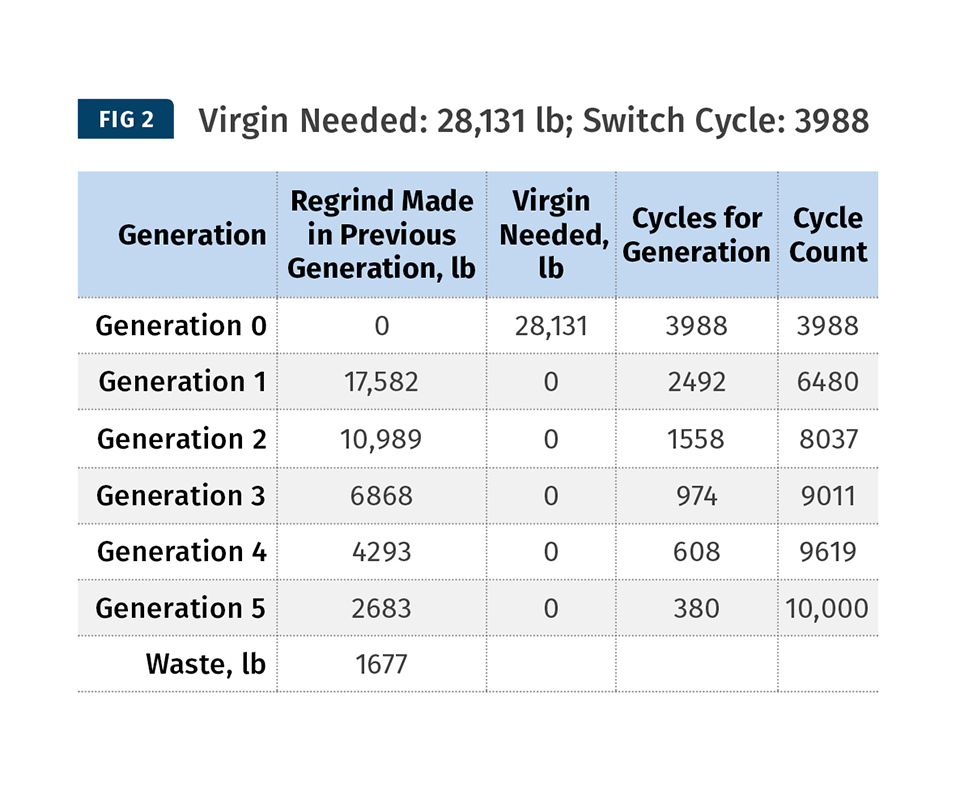
“The important number for the machine operator, called the ‘Switch Cycle,’” is the Cycles Count in the Generation 0 row, 3988 (in Fig. 2) in this case,” Turell explains. “This number tells the operator what cycle to stop using any virgin material and start using 100% regrind in order to use all the virgin material exactly five times.
“The useful numbers (in Fig. 2) for the production planner are the 28,131 lb of virgin material needed to make 10,000 parts, and that there will be 1677 lb of generation-six regrind material to be sold as scrap of a known generation. The amounts of regrind made in each generation are useful, as well, to plan the temporary storage of the material until needed.”
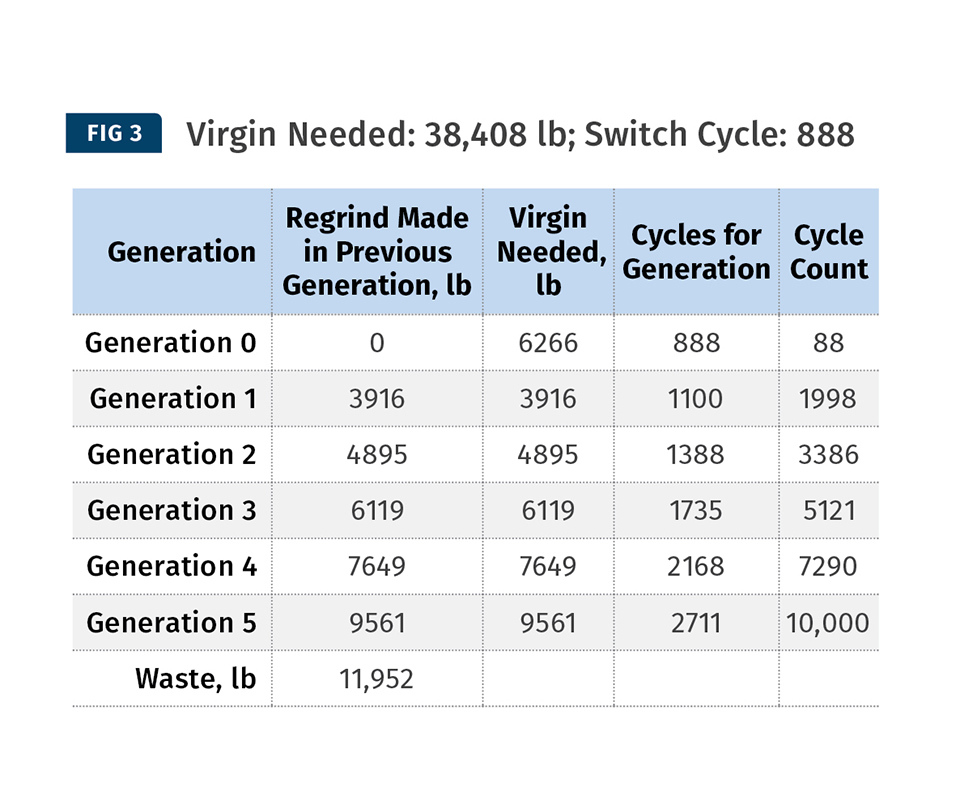
Figure 3 shows output for the same process conditions, except that it uses a 50% regrind ratio, demonstrating the most efficient use of material if there were a requirement to use less regrind.
“Here, the algorithm reveals that the operator should switch from 100% virgin to 50% regrind after cycle 888, and that there would be 11,952 lb of generation-six waste. This is a significant increase in the amount of virgin material required, but still the most efficient use of that material.”
According to Turell, the ability to precisely calculate the Switch Cycle and the quantity of virgin resin required for a batch resulted in increased profits for this blow molder by saving on raw-material expense and decreasing waste. Moreover, the processor has realized one unforeseen profit stream: the ability to sell regrind that is of a known generation.
“The trade in regrind product is composed largely of material that is of unknown generation and therefore unknown material properties,” he states. “If the regrind material has been produced by a processor that only uses virgin material, a buyer can have some confidence in the purchase, but any other material could be almost anything. Many processors can use regrind if the properties have not degraded too much by repetitively decreasing the molecular chain length.
“Accepted industry standards, and many documented material property tests, indicate that five generations of regrind have no measurable degradation, although some processes, like blow molding a thin parison, are very sensitive to material properties and a regrind generation of less than five can be required. In process configurations where the part and waste amounts are appropriate, the algorithm allows a processor to efficiently produce the parts needed and make regrind of a known generation (three, for example), and sell the regrind at a premium price because the history is known and traceable.
“I think there are two aspects of the software that have been a huge success,” Turell states. “One is just being able to calculate the cycle number to switch from new material to regrind. This saved the blow molder about 15,000 lb of new material on the first batch it was used. Before implementing the software, they were generating nearly 20,000 lb of waste on a typical 10,000-part run, where each shot weighs about 7 lb, by mixing in varying amounts of new material with an unknown generation of regrind to try to maintain material properties. Afterward, by using 100% regrind for five generations, the same 10,000- part batch generated about 1700 lb of waste.
“The second helpful aspect is that the waste that they generate is a known genera-
tion and therefore can be sold in a secondary market for a premium. The ability to know precisely the generation of the regrind may open an entire new market for ‘known genera- tion’ regrind, one that doesn’t exist in a formal way now. Scrap generators generally don’t know exactly how many times they regrind a certain bit of material, and therefore buyers can have only a very low level of confidence in the material they are buying, and only use it for ‘junk’ purposes because they don’t know what the material properties (the molecular chain length being the important one in this case) could be.”
Related Content

Avoid Four Common Traps In Granulation
Today, more than ever, granulation is an important step in the total production process. Our expert explains a few of the many common traps to avoid when thinking about granulators
Read More
Foam-Core Multilayer Blow Molding: How It’s Done
Learn here how to take advantage of new lightweighting and recycle utilization opportunities in consumer packaging, thanks to a collaboration of leaders in microcellular foaming and multilayer head design.
Read More
Evolving Opportunities for Ambitious Plastics Recycler
St. Joseph Plastics grew from a simple grinding operation and now pursues growing markets in recycled PP, food-grade recycled materials, and customized post-industrial and post-consumer compounds.
Read More
Scaling Up Sustainable Solutions for Fiber Reinforced Composite Materials
Oak Ridge National Laboratory's Sustainable Manufacturing Technologies Group helps industrial partners tackle the sustainability challenges presented by fiber-reinforced composite materials.
Read MoreRead Next

Understanding Melting in Single-Screw Extruders
You can better visualize the melting process by “flipping” the observation point so that the barrel appears to be turning clockwise around a stationary screw.
Read More
Why (and What) You Need to Dry
Other than polyolefins, almost every other polymer exhibits some level of polarity and therefore can absorb a certain amount of moisture from the atmosphere. Here’s a look at some of these materials, and what needs to be done to dry them.
Read More
People 4.0 – How to Get Buy-In from Your Staff for Industry 4.0 Systems
Implementing a production monitoring system as the foundation of a ‘smart factory’ is about integrating people with new technology as much as it is about integrating machines and computers. Here are tips from a company that has gone through the process.
Read More