
New Way to Characterize Moldability Of Resins & Part/Tool Designs
Experienced injection molders have long known that a resin’s melt flow index (MFI), measured under very low-shear conditions, provides very little information about how it will process under many orders of magnitude higher shear in an actual mold.




Experienced injection molders have long known that a resin’s melt flow index (MFI), measured under very low-shear conditions, provides very little information about how it will process under many orders of magnitude higher shear in an actual mold. They know, for example, that two materials of the same MFI can process quite differently, and a material of a lower MFI can sometimes process much easier than one with a higher MFI.
A better alternative is to use a capillary rheometer to produce curves of viscosity vs. shear rate, which clearly show changing viscosity caused by shear thinning. However, such curves provide mainly relative moldability comparisons; the units of measurement (Pascal-seconds for viscosity and reciprocal seconds for shear rate) are of no practical value in judging a resin’s process window.


A novel solution to this problem was presented at NPE2012 in Orlando, Fla., last month by Beaumont Technologies Inc., Erie, Pa. As explained by CEO Dr. John Beaumont, his new Therma-Flo “moldometer” not only characterizes the injection moldability of polymer melts in a practically useful form, but it goes beyond all existing rheometers by measuring flow under the thermal conditions the melt “sees” when flowing through a cooled mold. Beaumont’s moldometer uses an actual injection molding machine, which fills a “mold-like apparatus” that contains 15 different geometries—some that resemble a modified trapezoidal runner, ranging in diameter from 0.040 to 0.180 in.; and some that resemble a cavity geometry from 0.020 to 0.120 in. thick. The system is designed to index automatically through the various geometries, filling one at a time, and molding parts in each geometry over a range of 10 injection speeds. With five repetitions for each speed, that amounts to 750 molding trials for each material. The flow channels have direct melt sensors to measure pressure and velocity with a high-speed data-collection system.
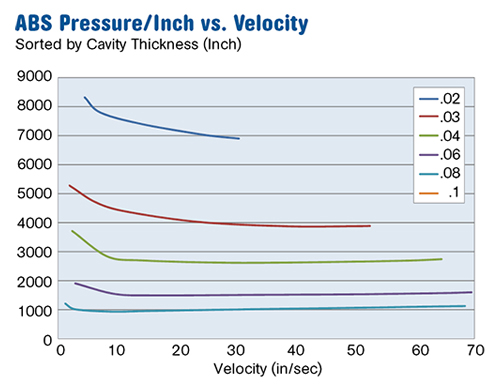
The accompanying graph shows a characteristic “moldometer flow sheet,” which is unlike anything produced by a typical rheometer. It shows the melt pressure in psi/in. required to flow a material through cavities of different thickness. The curves shown here for ABS display a typical drop in pressure required to go from very low speed to higher speed, as a result of shear thinning. More surprising is the fact that,
after the initial drop, the curves tend to level off, requiring little or no increase or decrease in pressure per inch of flow at higher and higher speeds. This would not be predicted from capillary rheometer curves, which show steadily declining viscosity at higher shear rates (related to flow speed). Beaumont believes that further research will establish a material’s “critical velocity” at which the moldometer’s psi/in. data can
be extrapolated to predict filling pressures in molds of any size. The “critical velocity” is the condition where the melt will not freeze off during filling because heat loss to the mold is exactly balanced by shear heating.
Beaumont sees many applications for his new material characterization method: comparing flowability of different materials or formulations; predicting ability to fill a mold within the pressure limitations of a given injection machine; and verifying the predictions of computer mold simulations.












Related Content

Best Methods of Molding Undercuts
Producing plastics parts with undercuts presents distinct challenges for molders.
Read More
How to Stop Flash
Flashing of a part can occur for several reasons—from variations in the process or material to tooling trouble.
Read More
How to Set Barrel Zone Temps in Injection Molding
Start by picking a target melt temperature, and double-check data sheets for the resin supplier’s recommendations. Now for the rest...
Read More
Are Your Sprue or Parts Sticking? Here Are Some Solutions
When a sprue or part sticks, the result of trying to unstick it is often more scratches or undercuts, making the problem worse and the fix more costly. Here’s how to set up a proper procedure for this sticky wicket.
Read MoreRead Next

How Polymer Melts in Single-Screw Extruders
Understanding how polymer melts in a single-screw extruder could help you optimize your screw design to eliminate defect-causing solid polymer fragments.
Read More
Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More
Understanding Melting in Single-Screw Extruders
You can better visualize the melting process by “flipping” the observation point so that the barrel appears to be turning clockwise around a stationary screw.
Read More