
NPE2018 New Technology Focus: Micromolding is Big
Micromolding is a growing force in medical, electronics and micromechanical parts.

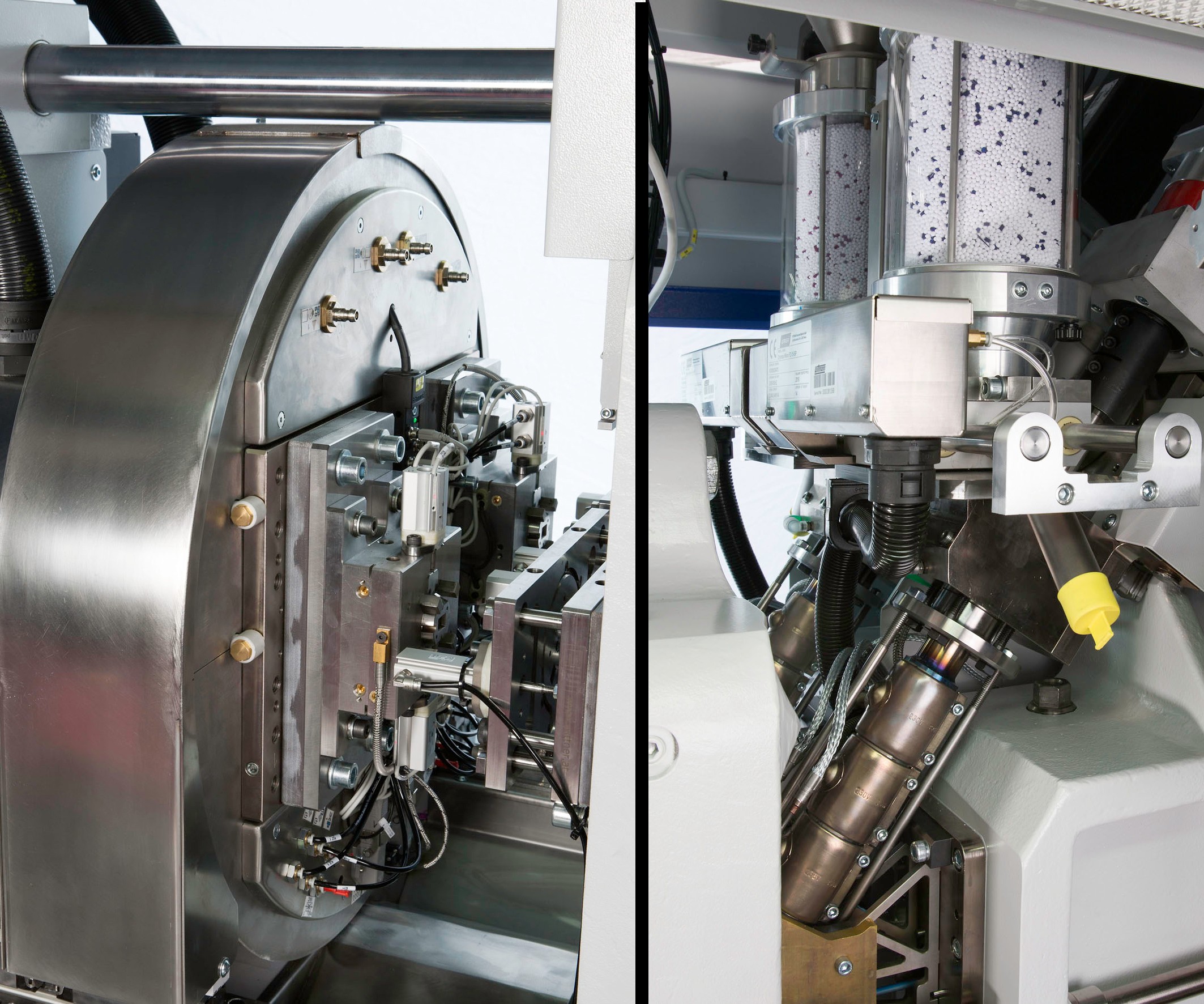
Shown for the first time in the U.S., Wittmann Battenfeld’s MicroPower Combimould is a two-shot micromolder with two parallel injection barrels (right) and a mold with a rotating plate (left).
MHS Mold Hotrunner Systems is introducing a new version of its self-contained M3 micromolding system.



The ongoing trend to miniaturization in medical, electronic, and micro-mechanical devices is increasing the demand for micromolding. At least six machine builders are responding to that demand at NPE.
Arburg (Booth W1325) is doing so with an LSR micromolding demonstration. A dual-durometer membrane for valves used in medical and automotive applications is molded using Arburg’s 0.1-oz micro-injection unit with a 0.3-in. screw diam. to produce one shot of 0.0018 oz, followed by a second shot from a servo-electric injector from Kipe Molds.



Boy Machines (Booth 2503) is showing its new Boy XXS micromolder, introduced at K 2016, with 7-ton clamp and shot capacity up to 9.3 g. This all-electric, tabletop unit has Boy’s standard cantilevered, two-platen clamp (though with just two diagonally arranged tiebars) and Procan Alpha controller. The system permits off-center gating, adjustable vertically by up to 25 mm. Integral sprue and parts pickers are mounted under the safety gate.
A new generation of its M3 micromolding system is being launched at NPE by MHS Mold Hotrunner Solutions (Booth W8081). The new model M3-D08 is a compact, self-contained electro-pneumatic molding cell for molding direct-gated parts from 0.001 to 0.400 g with a gate diam. as small as 0.5 mm (0.0197 in.). Clamp force is 4 m.t. Cycle times are generally 4-6 sec. Precision valve gating allows molding of two different parts with different weights at the same time. Integrated automation provides hands-off parts handling and takeout. Patented Isokor technology accumulates the melt and temperature conditions it close to the gate, which is said to reduce melt residence time and potential degradation, while also minimizing variations in shot volume due to melt compressibility.
Nissei (Booth W923) is showing a 7.8-ton NPX7 servo-hydraulic micromolder, and Plustech’s flagship micromolding machine, the Sodick GL30A-LP (30 tons), will be running in the booth of hot-runner supplier Technoject (Booth W3883). Sumitomo (SHI) Demag (Booth W3045) plans a micromolding demonstration of a DNA-free, high-clarity sample collection tube with a wall thickness of 0.250 mm.
Wittmann Battenfeld (Booth W3742) is showing for the first time in the U.S. its two-shot MicroPower Combimould 15-ton electric machine with two parallel injection units and a rotary disk. It is producing a consumer electronic part from PC and electro-conductive PC. Inside the machine cabinet are a Wittmann W8VS4 SCARA robot designed specially for this press, and a built-in camera system for quality inspection of parts.
Related Content
-
Artificial Intelligence Enables Smarter Sourcing
Westfall Technik has adopted Arkestro’s predictive procurement software to wring savings and more reliable deliveries from a historically challenging supply chain.
-
Medical Molder, Moldmaker Embraces Continuous Improvement
True to the adjective in its name, Dynamic Group has been characterized by constant change, activity and progress over its nearly five decades as a medical molder and moldmaker.
-
Seaway Plastics Acquired
Private equity firm ICG purchased the injection molder and its three facilities located in Florida and California.








