
NPE2018: Robots & Automation Tackle Increasing Complexity
Exhibitors highlighted brute strength, complex automation cells, wireless networking, new controls features, and “collaborative” applications. Automated one-minute mold change was another attraction.

GeKu of Germany, a maker of high-end custom automation for automotive, electronics, and white goods is the newest member of the Hahn Group (which includes Waldorf Technik and Wemo) and is also new to the U.S. market.

Star Automation showed off a new quick-tool-change feature for its TW-VII series robots that uses wireless communication between the robot arm and the tooling.

Ranger Automation is building what it says will be “the largest robot in North America” for a Milacron 6750-ton press at 20/20 Custom Molded Plastics. It will be larger version of this dual-arm, RT-series model already installed at this molder.
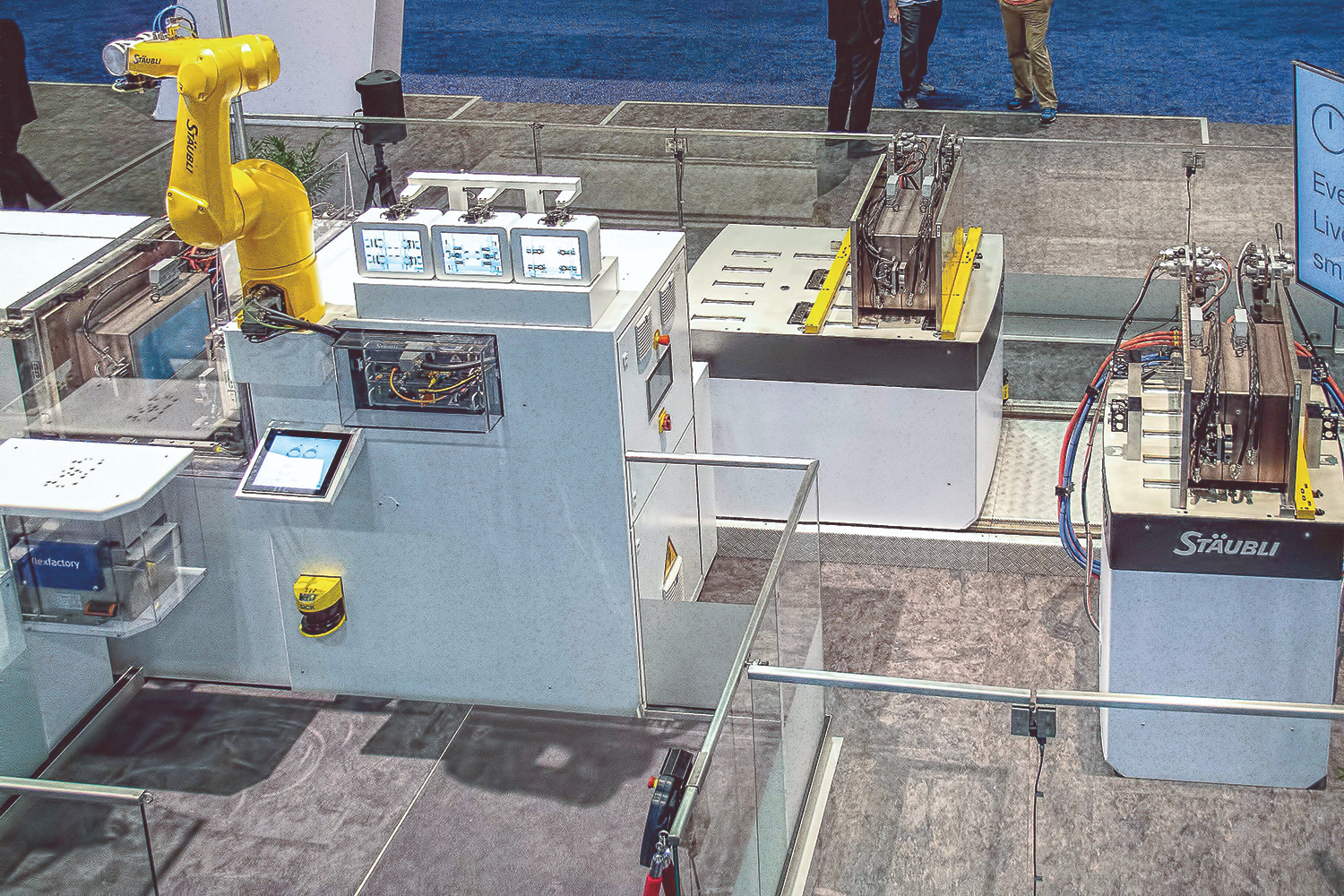
Staubli demonstrated one-minute automated mold change, using a mold preheating station (far right) and rail-guided mold cart (center). Six-axis robot (left) executed automatic change of EOAT coordinated with the new mold.


Our April NPE preview, May Show Dailies, and July show highlights reported on new robots and automation systems from Absolute Robot, Arburg, Boy Machines, Beck Automation, Campetella, CBW Automation, Engel, Fanuc America, KraussMaffei, Rethink Robotics, Sepro America, Staubli, Universal Robots, Wittmann Battenfeld and Yushin. But even more news emerged at the show.
NEW AUTOMATION GROUP ASSEMBLED
There’s a new group of injection molding robotics companies setting up shop in the U.S.: Hahn Group, an automation-focused holding company based in Germany, is establishing Hahn Plastics Automation, consisting of one well-known name and two that are less familiar to U.S. processors. The first is Waldorf Technik of Germany, a specialist in side-entry robots for high-speed medical and packaging applications. Around 20% of its business is already in the U.S. Much newer to this market is Wemo of Sweden, which makes servo pickers and standard top- and side-entry linear robots for a broad range of injection molding applications. Third is GeKu of Germany, a maker of high-end custom automation (primarily top-entry) for automotive, electronics, and white goods. Brand-new to both Hahn Group and to the U.S. market, GeKu has long experience with major automotive tier suppliers for complex jobs like insert loading and vertical press automation. It also builds stand-alone automation for off-line testing of electronics.


New automation group has particular expertise in medical, packaging, automotive, appliances and electronics.
General manager of the new plastics automation group is Markus Klaus (recently of Wittmann Battenfeld). He is looking for a site in New England to locate a manufacturing facility for Waldorf and GeKu products (for now, the group is based at a Hahn Group plant in Hebron, Ky.). Klaus will hire 10 people in the next 18 months to supplement the two engineers from Waldorf and GeKu coming over from Germany to the U.S.
LARGEST ROBOT IN NORTH AMERICA
Ranger Automation Systems announced that is it is building “the largest robot in North America” to outfit a 6750-ton injection press being built by Milacron for 20/20 Custom Molded Plastics, Holiday City, Ohio. The molder selected Ranger to build a robot with payload capacity of 400 lb, 18-ft vertical travel, and 12-ft reach on each of two five-axis arms sharing a common beam. This Ranger model RT-6000-S10 will be able to extract parts up to 10-ft wide or tall, independently or in tandem, from either mold half and from stack molds. The giant robot will be an upsized version of the Ranger RT-3000 dual-arm robots running on 20/20’s Uniloy Milacron structural-foam machines.
Meanwhile, Star Automation brought several new developments to NPE. These included a three-axis servo head—wrist, rotate and flip axes—and a new 620 controller for the TW-VII series robots. As reported in July, the head and controller were used in a demonstration of the robot painting Japanese calligraphy. Other new features are quick-change capability for end-of-arm tooling (EOAT) that uses wireless communication between the tooling and the robot.
In addition, the vertical axis has received a speed boost, and smaller models now have increased torque for faster acceleration and deceleration. Also new are ZPX series robots with a high-speed carbon-fiber arm and new 520 control. These robots can extract parts in as little as 0.29 sec, with an overall cycle of 1.97 sec.
Industry 4.0 capabilities have been added to these robots by incorporating the OPC-UA communication protocol in the 520 A and 620 A controller versions. Capabilities include wireless real-time production monitoring, demonstrated at the show by networking all the robots in the booth. Data such as production quantities per shift are available on the web, and email notifications can be sent automatically if a machine or robot goes down.
Other new control capabilities include 3D animation of the robot cycle for use as a final check of a new program or to show a new operator what motions the program calls for. A small USB camera can plug into the control pendant; it can take a picture of a part and save the image. The operator merely touches the image and the control recalls from memory the operating program for that part. Also, a collision-detection feature senses resistance to motion and automatically halts the robot.
Sepro America announced an agreement with Absolute Haitian to offer Sepro three-, five- and six-axis robots with Haitian and Zhafir injection presses in North America. All robots will have a control interface that is fully integrated with, and accessible from, the machine control panel. Absolute Haitian technicians are being trained by Sepro to provide after-sales service. Sepro also has partnered with Machines Pages of France for IML applications.
At the show, Sepro also emphasized its ability to provide complete automated cells with these complex demonstrations:
• High-speed medical molding with part orientation and cavity separation: A Sepro S5 linear robot served a machine with a 32-cavity mold. Cavity-separated parts were delivered to a packing station, while a conveyor system fed racks that were each filled with 96 parts. Every 12 cycles, eight 96-part racks were filled and moved by a pick-and-place unit to the exit conveyor and delivered to an operator for packaging.
• Dual robots serving two 250-ton presses: One of two S5-25 linear robots mounted on a common beam retrieved inserts from a feeder before it removed molded parts and placed the inserts for the next cycle. Then it transferred the molded parts and placed them in the mold on Press 2 for overmolding. The second S5-25 robot picked the overmolded components, snap-fitted the two halves together, and deposited two finished parts on the exit conveyor.
• Four-cavity family-mold part removal with press-fit inserts, automatic degating and packing: While a Sepro Success 22 linear robot removed molded parts from the injection machine and placed them in a trim station for degating, a Sepro 6X-90L articulated-arm robot picked up inserts from a vibratory feeder and positioned them to be pressed into the degated parts and collected in tote bins.
• Fabric die cutting and overmolding on a vertical press: A die cutter produced eight circular fabric inserts, which were loaded by a Sepro 6X-90L six-axis robot into an eight-cavity mold on a shuttle table. The table then rotated 180° to position the inserts for overmolding, while delivering eight finished inserts to the robot for removal and placement in eight stacking tubes.
• Large, complex automotive molding cell with 17 inserts: A Sepro 6X-90L six-axis robot successively picked and loaded three types of inserts from three vibratory feeders, positioning each into one side of a two-sided stage assembly. An S7-75 linear robot picked the staged inserts, plus a single large insert, and loaded them into one side of the mold and removed a finished part from the other mold half and placed it on an exit conveyor.
As reported in July’s NPE Close-Up, Yushin America operated a highly complex cell of its own at NPE, just to show off the multiple capabilities of its robots. The cell involved two injection presses, two linear robots, a seven-axis collaborative robot, IML, pad printing, two threaded parts (unscrewed from the mold and then screwed together by the robots’ servo wrists), closing of a hinged closure, and printed cards inserted into the product before assembly.
As reported in April, Yushin debuted its FRA servo linear robot line. Among its new features is arc motion control—multi-axis motions that yield a smooth-arc travel path instead of right-angled corners, which can cut robot cycle times substantially—from 16 sec to 12 sec in the demonstration at the show. Also new is a three-axis servo wrist for the FRA series that is 50% slimmer than previous models.
All FRA robots also have built-in cellular communications capability for production data reporting to the Cloud. This Intu Line feature was demonstrated by a display of data from several Yushin robots in different booths at the show, as well as in Japan.
Also reported in April was Yushin’s addition of the OB-7 collaborative robot (or “cobot”) to its line. Built by Productive Robotics in the U.S., the OB-7 uses a laser scanner to sense obstructions (such as presence of a person), which causes the robot to slow down and eventually stop—and then restart automatically when the person or other obstruction moves away.
This feature allows the cobot to run six to eight times faster than other cobots that rely on low speed and torque to prevent accidental injury to a person. Another new development from Yushin is the CT2 or Clamp Traverse system with two robot arms on a single beam oriented along the axis of the machine instead of transverse. One arm interfaces with the mold and the other with downstream operations. Also running at Yushin’s booth was a cell with two robots for demolding, stacking and bagging parts. The controller monitored the two head positions in 3D space to prevent collisions and also counted shots to regulate stacking and bagging.
In the past year, Yushin launched Yushin University: online 24/7 free training with lessons and quizzes and a printable certificate on completion of the course. At least 1800 customers have already signed up, Yushin says.
A new feature being tested by Yushin’s beta customers in Japan and not yet released in the U.S. is an EOAT Auto Design Tool. It uses CAD models of the mold or product; or the user can draw the part, as well as provide the layout and spacing.
One-minute automated mold change demonstrated live at NPE.
Part geometry can also be simulated by simple shapes. The user chooses from a library of 50 templates of EOAT and designates where to place the suction cups. Then the system designs the full EOAT, including the wrist plate, along with a bill of materials, all dimensions, and the weight. Yushin hopes to offer this on its website in the near future.
Yudo of South Korea (U.S. office in Livonia, Mich.) showed off several new developments, including the Zema 508 ultrahigh-speed linear robot with active anti-vibration control, up to 350° rotation, and 5 kg payload capacity (up to 25 kg for other models in the Zema series). It was shown with Yu-Eye vision system for mold and part inspection.
Also new from Yudo is a collaborative robot with six or seven axes, which can stand on a stationary pedestal or ride on a track (Track Motion system). It can be used for machine tending with part removal and QC checks (vision capability optional). It reportedly is being used by Samsung for production of washing-machine components.
Staubli demonstrated automated mold change within 60 sec. A mold in a preheat station outside the machine has a manually actuated Staubli multi-coupling connector that is manually actuated by a single lever. It saves time and prevents any errors in making connections.
The preheated mold slides off the table onto a mobile cart on a track; its position is confirmed by proximity sensors. In the injection machine clamp, the two mold halves are locked together, and Staubli automatic multi-coupling devices automatically disconnect all services in 3 sec, without presence of an operator inside the press. The mold slides out of the press onto the cart, and the new mold slides into the press. The ejector is mounted automatically and the mold is clamped magnetically in 3 sec. Proximity sensors ensure proper mold positioning, and intelligent magnetic clamping calculates the required holding force and controls that force throughout the molding process. (It can alarm and stop the press if a fault is detected.) Automatic changing of robot EOAT can be included in the QMC process; an RFID chip on the mold is read by the mold table, which tells the robot what gripper to use.
Staubli says changing a 40-ton mold that today requires 6 hr by conventional means now can be accomplished in less than 5 min. Eliminating an overhead crane both saves time and adds safety, the company claims.
Staubli sources say there are four automated QMC systems of this type in Mexico and five in the U.S. on presses of 2300 to 3000 tons. These sources note that customers may not need all elements of the system—for example, users of high-cavitation molds find that making quick and reliable connections of all mold utilities and services is their highest priority.
















Related Content

How Production Monitoring Can Make You a Better Processor
Real-time information on all your production equipment not only boosts productivity and profitability, but it encourages proactive vs. reactive thinking and sharing of best practices. See how this approach benefited a blow molder with 19 plants.
Read More
Ensuring Repeatability: The Key to Effective Injection Molding Automation
One of automation’s key promises is repeatability: the same movement to the same location, time and time again. But to achieve that, all elements involved — robot, machine, EOAT, mold — must be in and stay in alignment.
Read More
A Cost Saving Modular Approach to Resin Drying Automation
Whether implementing a moisture-sensing closed-loop system for a single dryer, or automating an entire plant, technology is available to take the guesswork and worry out of resin drying. Using a modular approach allows processors to start simple and build more capabilities over time.
Read More
Seven Automation Opportunities You May Have Overlooked
While not every process is appropriate for automation, the rapid advancement of robotics is allowing a much wider array of businesses access to this technology. Here are some areas where automation makes sense that you might not have considered.
Read MoreRead Next

Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More
Why (and What) You Need to Dry
Other than polyolefins, almost every other polymer exhibits some level of polarity and therefore can absorb a certain amount of moisture from the atmosphere. Here’s a look at some of these materials, and what needs to be done to dry them.
Read More
Troubleshooting Screw and Barrel Wear in Extrusion
Extruder screws and barrels will wear over time. If you are seeing a reduction in specific rate and higher discharge temperatures, wear is the likely culprit.
Read More