
On-Site: Injection Molding 'Outside the Box' at MGS Mfg. Group
Though it grabs a lot of headlines, multi-material, multi-shot processing still makes up only about 10% of injection molding activity in North America.



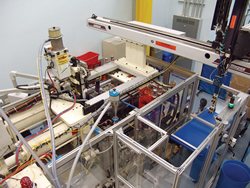
Leading-edge processing: The iSecure disposable medical syringe is a three-shot part with four components of three materials. It is molded in a complex tool with a four-sided rotary center stack in a sub-10-sec cycle. Photo shows two of MGS’s add-on injectors above and beside the mold. The servo robot demolds parts while the mold is closed through a special cutout in the mold base.

Clean-room and other medical molding occurs at MGS’s All West Plastics facility.

MGS has been involved in multi-shot molding and moldmaking since the 1980s and it is now a mainstay of the company’s business. The latest enhancement is in-mold assembly, such as the MGS-patented valves with a PP petcock molded into a PC housing with at TPE seal.
Though it grabs a lot of headlines, multi-material, multi-shot processing still makes up only about 10% of injection molding activity in North America. However, the consumer appeal of multi-color and hard/soft material combinations is growing in applications from power tools to toothbrushes. And designers like the cost and quality advantages of eliminating separate molding steps and assembly operations. That creates opportunities for adventurous molders who can manage more complex processes and more sophisticated and expensive machinery and tooling. Those opportunities are multiplied by the nascent trend toward “in-mold assembly”—producing and joining what would normally be separate functional parts in a single machine and mold.
One pioneer in this expanding field has made multi-shot molding a cornerstone of its business and is championing its spread to other manufacturers. MGS Mfg. Group in Germantown, Wis., was started by Mark G. Sellers in 1982 as Moldmakers Incorporated. It soon got involved in custom injection molding as well.



MGS began building multi-shot tooling systems in the 1980s. “By the mid- to late ’90s, multi-shot had become such a driving force for our company that we found that sampling the molds was impacting our lead times,” says marketing director John Berg. “There simply was not enough open capacity in the market. Multi-material molding was definitely a specialty and very few molders had the equipment. A two-shot press was expensive and the lead times were long.” MGS recognized that multi-shot molding was an opportunity to differentiate itself and its customers, so it created its own processing equipment. By the early 1990s, MGS started developing its own rotary mold tables and add-on injection units to assist its own operations. These are now available for sale to other molders.
Today, multi-shot molding accounts for 25% to 40% of the 300 to 400 molds it builds each year, as well as 20%, of the 2400 active tools used in its custom molding business. Last year, 65% of the firm’s $115 million revenues came from molding, 30% from moldmaking, and 5% from multi-shot equipment. MGS now has more than 600 employees in eight plants in the U.S. and Mexico.
PURSUING ‘MULTI’ PROJECTS
MGS has a number of successful multi-shot applications that cannot be molded any other way, according to Berg. “Take a hand-held device with two lenses—there is no way to make it outside of multi-shot, because you would have to handle the lens, place it correctly and repeatedly, and bond it to the substrate. Ultrasonic welding would destroy the lens.”
Another example is a small filter gasket for a blood analyzer that has three o-rings. “No way can it be made conventionally,” says Berg. “How to get the o-rings in place, and have no flash or part dimension issues narrows the technology choice.”
Berg adds that despite the added equipment and tooling cost, “Multi-shot molding doesn’t have to have a million-shot volume to be viable. It can simplify your downstream operations. It allows for insert molding with metal, wood, fabric, metal, or even magnets.” To date, the most elaborate multi-shot project at MGS involves a six-shot manufacturing cell for a high-end consumer application.
The firm got into equipment manufacturing because it found that existing multi-shot machinery was too inflexible. After the initial job was done, “Future applications had to have the exact same screw and barrel location or that rather expensive equipment would become a white elephant,” says Bob Bordignon, director of business development. Soon after, the company developed its own solution, Universal Multishot (UMS) portable injection units that can be mixed and matched and moved to different locations for each job. Today, the company has evolved into a full-service provider of manufacturing solutions—engineering, design, tooling, sampling, development, production molding, value-added secondary operations, turnkey manufacturing systems, and automation systems. It has expanded into three core divisions, including toolmaking, equipment manufacturing, and parts production (see sidebar). MGS serves mainly consumer, medical, and electronics customers, but it also looks to grow in packaging, industrial, computer, automotive, telecommunications, and appliances.
“If there is a new equipment or process technology on the market, we try it out and see how it works,” says Bordignon. We look to establish a learning curve of the new technology early on, so that when the prices for that technology come down and market interest grows, we are dialed in and have something ready to offer.”
ON THE LEADING EDGE
One recent project put MGS in the forefront of the new trend to in-mold assembly. The product, a disposable syringe drug delivery system, won two awards at the NPE 2009 show in June in Chicago. SPI’s Alliance of Plastics Processors named it best medical part in its International Plastics Design competition. It also received a joint design award at NPE from the Industrial Designers Society of America and Plastics News magazine. The part was molded by MGS’s All West Plastics division in Antioch, Ill., for Hospira, Inc., a global maker of drug delivery devices based in Lake Forest, Ill.
Hospira designed the iSecure device to deliver a pre-measured dose of a drug. This is a four-piece, three-material assembly with a sliding part, a tamper-evident seal, and a living hinge. After shipment to Hospira, a prefilled drug cartridge is placed inside the clear PETG copolyester body of the iSecure device. The yellow LDPE component on the lower end of the device swings on a living hinge to lock the drug cartridge in place. The same yellow PP is molded into a separate tamper-evident band around the upper end of the syringe body. When that band is broken (by means of the prominent tab), the purple plunger of talc-filled polypropylene is free to slide along a track on the outside of the syringe body while simultaneously engaging an internal plunger inside the drug cartridge. This disposable product has a useful lifespan of “about 10 seconds,” says Robert Oshgan, Hospira senior tooling engineer. Yet the life of the application could span decades, encompassing hundreds of millions of units.
This application embodies one of the key enabling technologies of in-mold assembly: Incompatible materials can be overmolded onto each other in the melt form and not stick to each other once cooled and solidified. This principle allows the LDPE tamper-evident band to be removed from the PP plunger and the plunger to slide freely along guide elements of the PETG body.
This application also uses another critical enabling technology—rotating stack-type tooling. This job was made possible by the SpinStack tooling concept of Gram Technology. It uses a four-sided rotating center stack between the stationary and moving platens. The center stack indexes in 90° intervals. The turning mechanism and servo motors are contained within the mold assembly. The device is molded in three separate positions within the mold, with one position molding two of the four components.
The previous generation of the iSecure device was molded as two separate parts, requiring two molds and semi-automated downstream assembly equipment. Producing all the plastic parts in a single mold with no secondary assembly vastly reduced the overall manufacturing cost. Multi-shot in-mold assembly (IMA) saved $1.5 million to $2 million in custom-built downstream equipment costs alone. Hospira also saved six to eight months lead time by not having to calibrate a complicated assembly system. IMA also improves quality control. With IMA, what would have been critical dimensions for post-mold assembly are no longer required to ensure proper fit, says Oshgan.
The part is produced on a 300-ton KraussMaffei press. The clear body is molded first, then the plunger, and finally the living-hinge locking band and tamper-evident seal are molded simultaneously. The second and third shots are delivered by two MGS add-on injection units mounted vertically and on the non-operator side.
The tool was built under license from Gram by KTW Group in Austria. The rotating center stack has four cavities on each of its four faces. Cycle time is under 10 sec.
The molding cell employs an innovative parts-removal concept that helps shorten cycle time. A cutout section of the mold base allows a Wittmann top-entry servo robot to take finished parts off of the cores while the mold remains closed during injection and cooling. Very precise robot movements are essential. MGS designed the end-of-arm tooling.
MAJOR MEDICAL
Hospira is a world leader in the specialty injectable pharmaceuticals market. It had little familiarity with multi-shot processes beyond two-shot molding with TPE seals. But Hospira knew that the previous method of producing the syringe needed to be upgraded. “In the past it didn’t matter how long it took to make the part, but now all aspects of medical molding are changing, and OEMs have to think smarter about their parts,” says Oshgan. Hospira looked at how part design could be changed to accomplish more manufacturing steps inside the mold. The company conducted extensive interviews with four molders and five toolmakers. “We went to these vendors to see what they had done before and what solutions they could propose,” says Oshgan.
Hospira was sold on the combination of MGS’ core competencies: “They could assist in selecting the multi-component tooling process and could play a part in mold building and hot-runner design. MGS also contributed in-house custom automation solutions, and they molded the part,” says Oshgan.
“A low-cost, high-quality part with tamper evidence, a living hinge, and multi-shot too, and to be able to get it all from a single source, for us is significant. We expect this part to be the next big thing in medication delivery,” says Oshgan. He adds that this was “the most money we have ever spent on a single four-cavity tool; however, it cost about the same as sourcing four separate tools.”
Still, taking such a radically new approach was a “huge leap of faith” for Hospira. “Good communication is mandatory on a program that pushes molding technologies to the limit like this one,” says Berg. “The emphasis was on getting all vendors involved early in the development process.” MGS developed a single-cavity prototype tool that showed what the IMA process could do.
As illustrated by the Hospira iSecure device, assemblies with moving parts appear to be an immediate area of opportunity for multi-shot IMA parts. MGS patented a valve with a polypropylene petcock molded into polycarbonate housing using MGS’s own tooling (see photo above). The petcock can rotate 360° inside the housing because the dissimilar materials do not bond to each other after molding. A third shot in this application applies a soft TPE seal that chemically bonds to the PC housing. The valve leaves the mold fully assembled.
For another IMA job, MGS consolidated the design of a buckle for a safety helmet, previously molded in six separate components. MGS redesigned the process to mold them all together on an indexing plate system using two materials.
















Related Content

Completely Connected Molding
NPE2024: Medical, inmold labeling, core-back molding and Industry 4.0 technologies on display at Shibaura’s booth.
Read More
Dual Injection Units on a Smaller, Electric Press for 2K Medical Molding
Engel extends its combi M dual-injection unit technology to a smaller tonnage machine with a horizontal indexing table for the first time at K 2022.
Read More
Molder Opts for Machine Flexibility for Complex Jobs
AE Plast opted for tiebarless multimaterial Engel victory machines as it took on complex parts for the appliance and power tool market, including a 3K housing for Dremel’s rotary tool.
Read More
Mold, Hot Runner, Digitization and Process Monitoring at K 2022
The Barnes Group’s Molding Solutions division companies will highlight new mold and hot runner technologies at its own booth and at several machinery partners during K 2022.
Read MoreRead Next

Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More
Processor Turns to AI to Help Keep Machines Humming
At captive processor McConkey, a new generation of artificial intelligence models, highlighted by ChatGPT, is helping it wade through the shortage of skilled labor and keep its production lines churning out good parts.
Read More
Why (and What) You Need to Dry
Other than polyolefins, almost every other polymer exhibits some level of polarity and therefore can absorb a certain amount of moisture from the atmosphere. Here’s a look at some of these materials, and what needs to be done to dry them.
Read More