
Optimize Cooling Water Supply To Reduce Costs
In the last three articles (March, May, Sept. 2012), we introduced the problem of wasted energy in cooling-water systems and presented two types of solutions—minimizing “parasitic” heat gains and raising water temperatures to minimize demand.
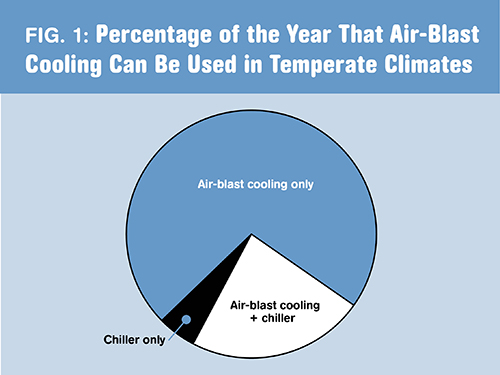
FIG 1: Air-blast, or so-called “free cooling,” is an economical way to reduce chiller usage in temperate climates.
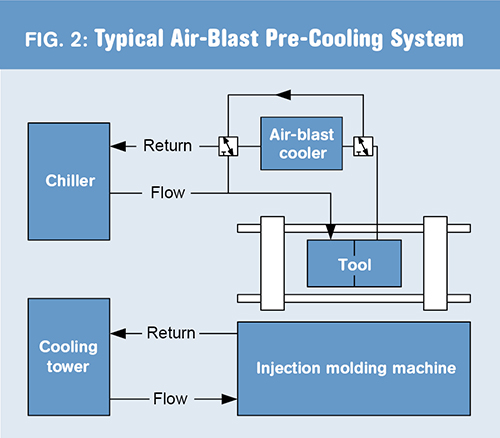
FIG 2: Depending on ambient air temperature, air-blast cooling can be used for pre-cooling, as shown here, or for total system cooling. If the ambient temperature falls sufficiently below the return water temperature, then return chilled water is diverted through the air-blast cooler section.



In the last three articles (March, May, Sept. 2012), we introduced the problem of wasted energy in cooling-water systems and presented two types of solutions—minimizing “parasitic” heat gains and raising water temperatures to minimize demand. Now let’s examine what can be done on the supply side to save energy and money. We’ll look at three system components: cooling towers, chillers, and air-blast cooling.



RUN COOLING TOWERS EFFICIENTLY
Cooling towers are one of the simplest cooling mechanisms known and are economical to use and run. Most towers used in plastics processing are the mechanical draft type (forced or induced draft). These use evaporative cooling in a semi-closed circuit to cool water to slightly above the ambient wet-bulb temperature.
Evaporation is fundamental to cooling-tower performance and can occur only at the surface of the water, so cooling towers should maximize the water surface presented to the air flow.
•Ensure that the water is evenly distributed over the tower fill and that the fill is correctly stacked and undamaged.
•The fill should be free of obstructions and cleaned periodically to give good air and water distribution.
•Air access to the tower should be unobstructed. Do not stack or build anything in front of the air inlets that will obstruct access.
•Evaporation inevitably leaves behind any solids (salts) in the water. These can build up on cooling surfaces and both decrease their heat-transfer effectiveness and increase energy consumption. Regular and effective water treatment is necessary to prevent build-up of solids. The amount of cooling from a tower can be controlled by varying the fan speed according to the required flow temperature. The simplest method is to manually turn fans off during cold weather, but automatic controls are far better. You can use a simple thermostat, controlled with a signal from the water sump. But the best method is to use a variable-speed drive (VSD) for the fan motor using the sump temperature as the control signal. This reduces energy use and also improves control of the water flow temperature.
If you can operate the cooling tower in “cascade” mode during winter—i.e., with the fans turned off—then installation of temperature controls for the fans provides a real cost-saving opportunity. This should be possible in temperate climates if the tower system is correctly sized for the load.
When using any type of temperature control, the thermostat should be checked regularly for correct operation.
Operate towers only during production hours to avoid waste.
There are sometimes concerns that cooling towers can harbor Legionella bacteria (the cause of Legionnaire’s disease). But adequately treated water and regular testing can ensure safe operation of modern cooling towers.
CHILLERS ARE ENERGY HOGS
Water chillers are among the biggest energy users in a plant. For approximately 30 to 40 kW input of electricity for the chiller alone. Even a small plant can have a 200-kW output chiller. This will need 60 to 80 kW input and for 24/7 operation this will cost around $42,000 a year.
Chiller systems should be optimized for high partial load and winter efficiency. This is important where additional chillers have been added to the system to provide multi-chiller capacity.
New-technology chillers use efficient scroll and screw compressors and refrigerant gases. Replacement of older-technology chillers should be considered after evaluating plant cooling load and existing systems. When sizing a new compressor to match the cooling load, avoid the likelihood of running the compressor at low loads, where it is apt to be least efficient.
Where partial cooling loads are likely, then consider multicompressor chillers, which perform better under such conditions. Maintenance is a key to good chiller operation, and plants should carry out routine maintenance tasks such as these:
•Regular servicing, such as purging of condensers.
•Regular checks for gas tightness and refrigerant charge.
•Regular cleaning of evaporators and heat-exchanger surfaces.
•Regular checks on flow and return temperatures, and flow rates should be checked to keep them at the correct and optimum settings.
Finally, keep records of plant conditions to identify trends.
DON’T OVERLOOK‘FREE’ AIR COOLING
Standard chilled-water systems do not take advantage of cold weather conditions. In temperate or cold climates it is possible to use low ambient winter or overnight temperatures to pre-cool the return water from the process to reduce chiller energy use. During periods of low ambient temperatures, air-blast cooling can considerably reduce energy costs (see Fig. 1).
Air-blast cooling is very suitable for plastics processing because the ambient and flow temperatures are similar and air-blast cooling can be used to its best advantage. This is particularly true for plants where the chillers are providing chilled water at around 60 F for molds and hydraulics. Air-blast coolers can be used as either for pre-cooling or for total cooling with chilled water or as direct replacements for cooling towers. The lowest temperature that can be achieved by air-blast cooling is related to the dry-bulb temperature and is therefore higher than the temperatures that can be achieved by a cooling tower. A typical installation diagram of an air-blast cooler for pre-cooling is shown in Fig. 2. If the ambient temperature falls sufficiently below the return water temperature, then air-blast cooling becomes effective and the return chilled water is diverted through the air-blast cooler section. This pre–cools the water, reducing the load on the main chiller and reduces the energy use and cost.
The lower the ambient temperature, the greater the air-blast cooling effectiveness, and when the ambient temperature is around 6o F below the return water temperature, the pre-cooling achieved is generally sufficient for total system demands. The air-blast cooler then provides the total cooling load and the cooling water does not enter the chiller at all but is diverted back to the process. The main chiller can then be switched off and the chiller load is reduced to zero. The only energy consumed at this stage is that used to drive the fan motors of the air-blast cooler.
This means that for flow temperatures of about 60 F, at ambient temperatures below about 54 F the main chillers become inactive. This is another reason for getting the flow temperatures as high as possible (see Sept. article). Air-blast cooling provides low-cost cooling; typical payback periods are less than 2 years and can be as little as 1 year. Air-blast cooling can be supplied as standard equipment with new chillers or can be retrofitted to existing chilled-water systems.
If lower temperatures are required, the air-blast cooler can be fitted with a water-mist system to give additional cooling.
Chillers with air blast cooling circuits have lower chiller running times, lower maintenance costs, and possibly extended chiller life.
The size of the overall chiller package should still be capable of providing the total cooling load to cope with the short periods when air-blast cooling is not feasible.
For retrofits, check that the existing chiller can run at partial load in order to achieve the full benefits of air-blast cooling.
















Related Content

System Offers 'Lights Out' Mold-Channel Cleaning & Diagnostics
New system automatically cleans mold-cooling lines—including conformal channels—removing rust and calcium, among other deposits, while simultaneously testing for leaks, measuring flow rate and applying rust inhibitor.
Read More
Machine-Side and Central Chiller Lines, Industry 4.0 Controls to Launch
Frigel will use K 2022 to showcase a number of developments in process cooling, including new and expanded lines of central and machine-side chillers, as well as advanced control platforms.
Read More
How to Reduce Sinks in Injection Molding
Modifications to the common core pin can be a simple solution, but don’t expect all resins to behave the same. Gas assist is also worth a try.
Read More
Cooling Geometry and the Reynolds Calculation
The original Turbulent Flow Rate Calculator worked well with a round circuit diameter, such as a drilled passage, but not as well using hydraulic diameters. Here’s how the problem was fixed.
Read MoreRead Next

Energy Miser: For Energy-Efficient Water Cooling, Raise Temperatures to Cut Demand
Many plants use chilled-water temperatures that are far lower than are actually needed by the process. This has a direct effect on the cost of chilled water.
Read More
Introduction to Cooling Water Energy Management
A reliable and consistent source of cooling is essential in plastics processing.
Read More
Cooling Water: Minimize Demand by Reducing Heat Gains
In March, we introduced the subject of energy savings through cooling-water management.
Read More