
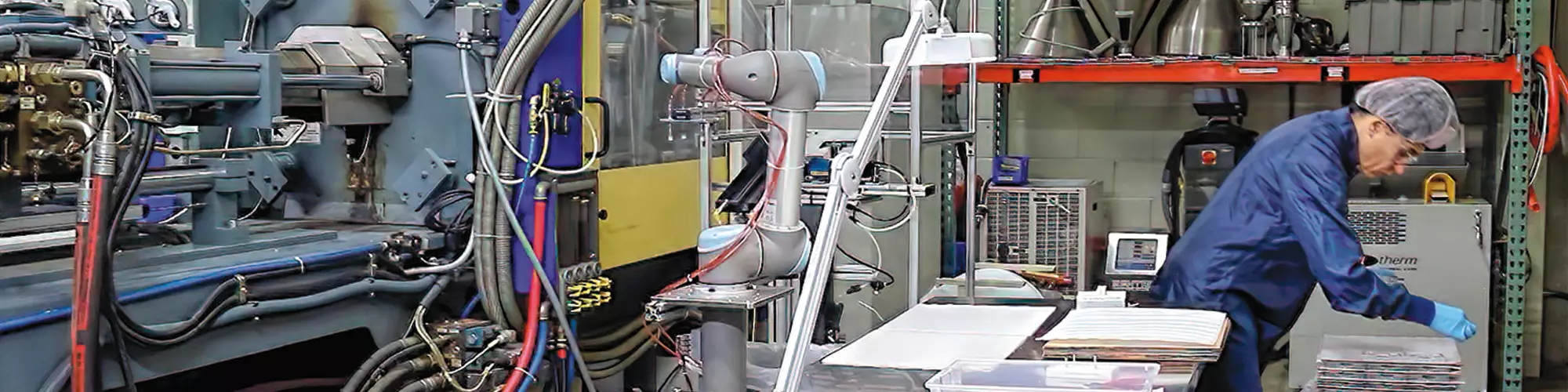

At Dynamic Group, a small injection molder in Ramsey, Minn., a Universal Robots UR10 cobot handles the entire injection molding process. It picks and places “book frames” of inserts (near left) into the mold; removes the frames with overmolded parts; places frames in a trimming fixture (far left); and then places frames in front of an operator for further handline. Finally, the cobot pushes a button to start the next cycle.

Cobots can easily be moved from press to press, as seen here at Dynamic Group.
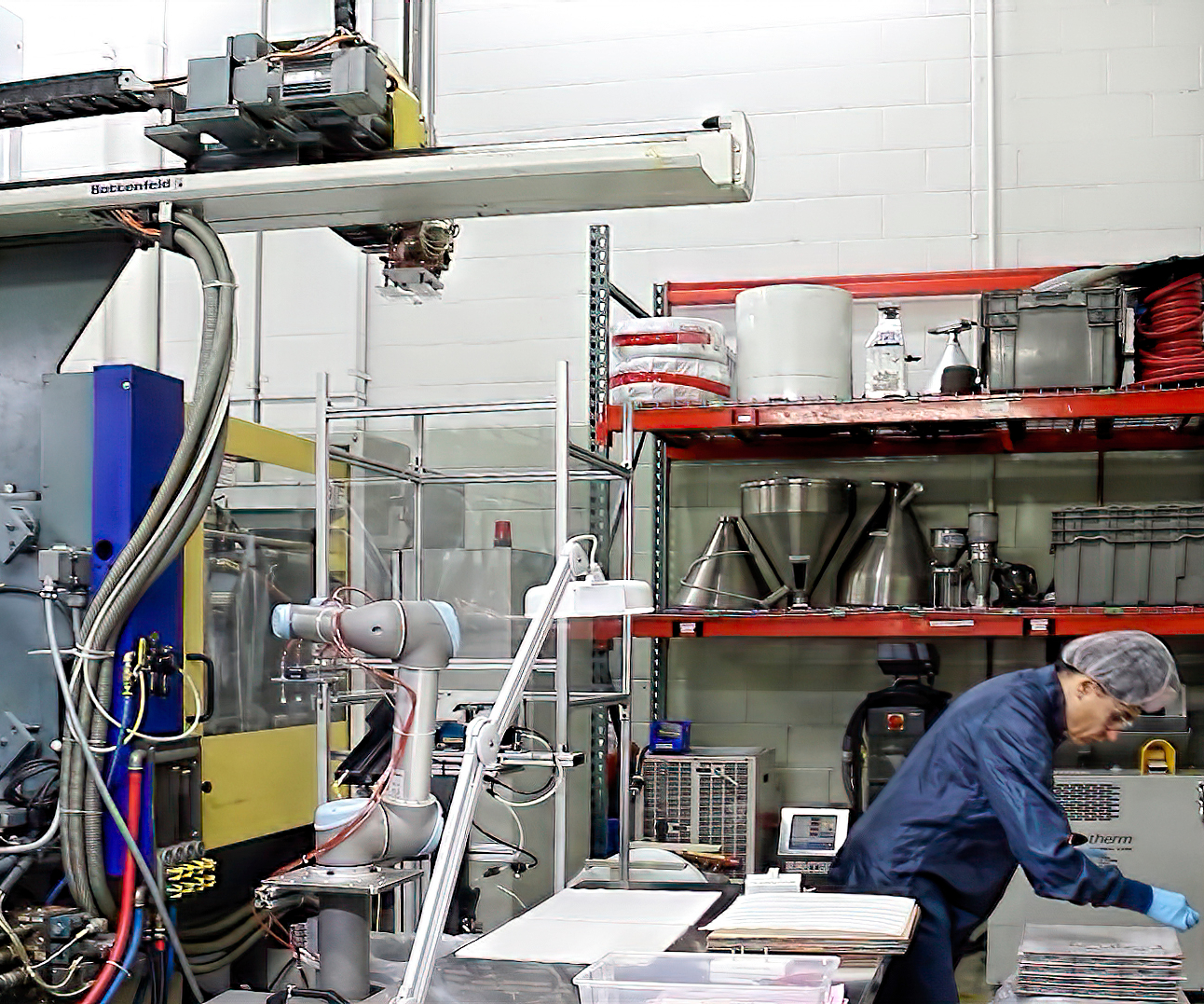
At Dynamic Group, a UR5 from Universal Robots works in tandem with a Cartesian robot. When the Cartesian robot drops the molded part down the slide, a proximity sensor alerts and activates the UR cobot, which picks up the part, places it in a degating fixture and then on a table, where an operator does a final quality check.
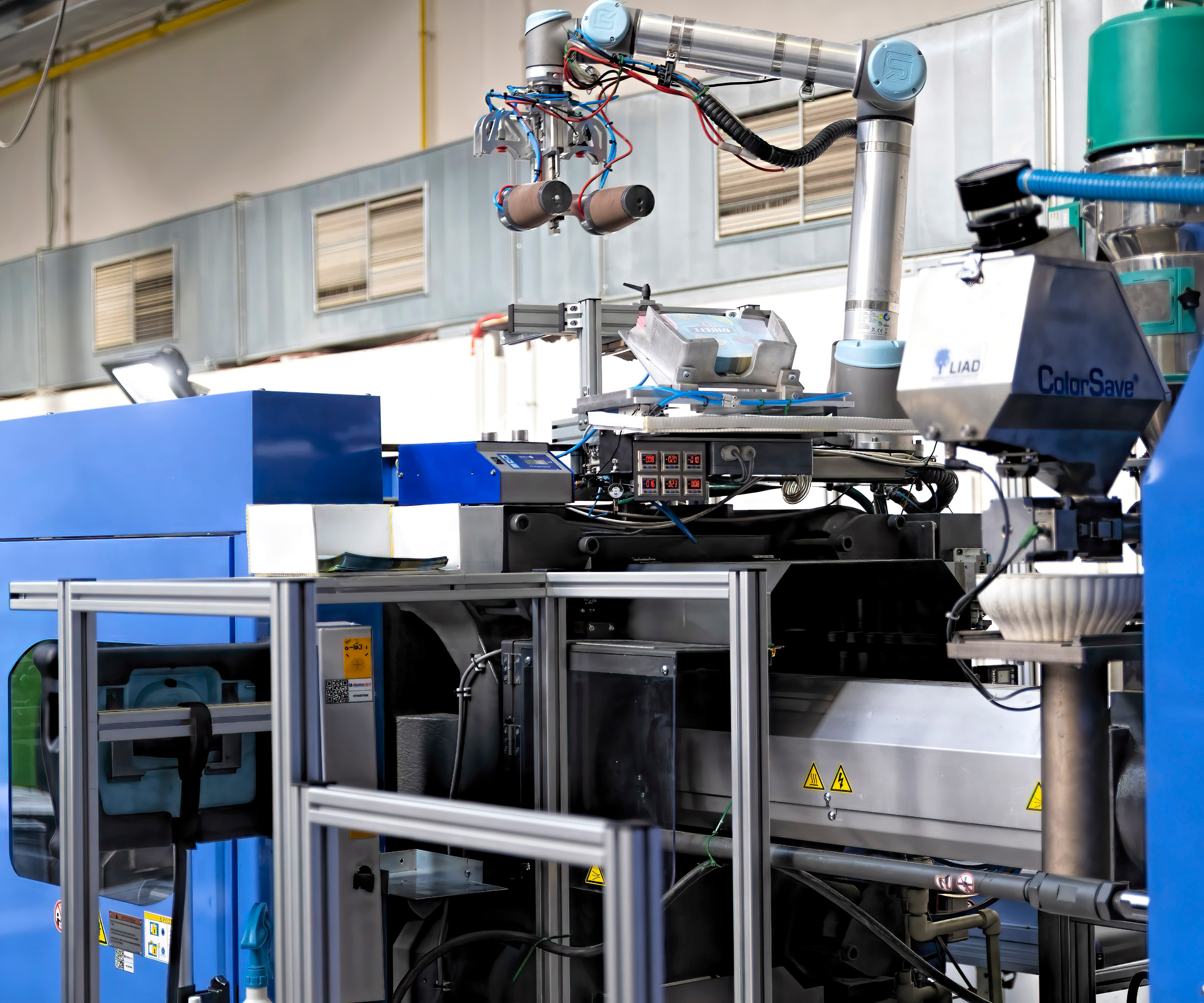
At 2D&S in the Czech Republic, a UR10 inserts IML foils into the injection mold.



Thirty years ago, fully servo-controlled robots of any kinematic configuration were rarely deployed in injection molding applications. The most common approach was to deploy a simple three-axis, point-to-point Cartesian robot that was machine mounted. With enough Z (vertical) stroke to reach the centerline of the platen, these very simple robots quickly extracted parts from the mold and delivered them to totes or conveyors.
Twenty years ago, fully servo-controlled Cartesian robots became common, providing greater precision and control of the end-of-arm tools. Fifteen years ago, molders began applying six-axis robots in increasing numbers. This evolution was driven by several technical and business drivers that continue today:



• Post-mold processes. Customers are requiring molders to deliver more complete parts and assemblies, and molders are glad to increase their value. Degating, trimming, polishing, decorating, assembly, wrapping and packaging are now common tasks that are perfect candidates for automation.
• Improved surface finish. Customers are setting very high standards for surface finishes, which require parts to be handled carefully from the mold to the final package or shipping container.
• Shorter product life cycles. The pace of product updates and new introductions requires constant change in manufacturing processes.
• High mix/low volume. Product customization, small lot sizes and on-demand production to reduce inventory are driving short runs, making setup even more demanding.
In the last 10 years, and with increasing frequency of late, plastics processors have begun adopting a new level of automation, called collaborative robots, or “cobots.” Generally based on articulated-arm technology, these cobots add a layer of safety, user-programmability, and mobility to standard six-axis robots. To understand the cobots’ attraction, it helps to start with a review of what makes articulated-arm robots popular in the first place.
The positioning flexibility and overall work envelope of six-axis robots are keys to their success in injection molding. The additional degrees of freedom translate into more choices and options in all phases of the material handling, assembly, and other applications, which translate into real process advantages:
• Flexibility to execute pre- and post-mold processes. Placing inserts into the mold and moving parts through post-mold processes means complex motions and demanding angles and positions.
• Reduced tooling costs. Four-axis Cartesian robots often require complex tooling to make up for their kinematic limitations. The range of motion and flexibility of six-axis articulated robots simplify tooling and gripper costs and complexity.
• Flexibility to load precision inserts. Acquiring and inserting precision inserts is enabled by the positioning flexibility and repeatability of six-axis robots.
• Complex part extraction simplified. Complex parts are difficult to remove without ejectors, but the dexterity of six-axis robots allows parts to be pulled gently out of the mold.
• Flexibility to avoid obstacles. Tiebars, slides, hoses and clamps often interfere with part motions. Six-axis robots provide the greatest flexibility to navigate around the mold.
• Maintenance life. Six-axis robots are sealed, with reduced maintenance, and increased uptime. Most Cartesian robots in injection molding require regular maintenance, as their drive trains are exposed.
• Flexible mounting options. Many six-axis robots can be mounted in various orientations to optimize layout, reach and cycle time. While the typical installation is floor or pedestal mounted at the back-side opening, other options are available for wall or ceiling mounting. For most six-axis robots, the mounting orientation is fixed, and must be set at the factory during the robot build. Other models allow orientation to be set quickly in the field.
• Low overhead clearance. Cartesian robots have a major drawback—the vertical (Z) axis extends above the robot centerline. Without a complicated and expensive telescoping Z-axis, ceiling height must be at least as high as the Z-axis extension. In many plants, conduit, wire trays, water, steam, and fire-suppression piping make this difficult, if not impossible. Mounting a six-axis robot over the injection machine can be accomplished even in very low-ceiling facilities.
• Efficient use of floorspace. Floorspace is always expensive, in any factory. And as molders add more and more pre- and post-mold processing to their offerings, the floorspace around a machine is in even greater demand. Machine mounting a six-axis robot provides the six-axis flexibility benefits, while freeing up floorspace for secondary operations.
• Easy machine access. Molds do have to be changed, and the maintenance department needs access as well. Mounting a six-axis robot on the machine or overhead also means clear access when required.
The Cobot Advantage
Use of cobots is exploding in the injection molding market. While cobots deliver all the six-axis benefits noted above, they also deliver significant advantages not available with traditional automation:
• More space-saving. Collaborative robots were so named for their ability to work safely in close proximity to humans. When properly applied (after a risk assessment), cobots often do not require the heavy, expensive and space-intensive safety fencing and access doors associated with traditional automation. Their collaborative nature frees up even more floorspace, even for floor or pedestal-mounted installations, and allows for quick access to the cobot’s work area without opening safety gates, disabling alarms, etc. (Note, however, that while the robots themselves may be designed with sensors and speed and torque limitations to make them safe around humans, their end-of-arm tooling, or the parts they are handling, could present hazards without some mechanical or electro-optical guarding.)
• Operators engaged. Cobots are designed to operate safely in close proximity to operators, other cobots and machinery. Maximizing the interaction between skilled operators and cobots can be more productive than using either robots or human operators alone.
• Portability. Lightweight and easy to set up and program, cobots are often treated as a manufacturing tool, moved from machine to machine as the production mix and schedule demand. Cobots have been successfully mounted on rolling bases or carts and wheeled into position for a short part run. Other installations have utilized magnetic bases or a high-precision collet mounting to enable cobots to be moved from machine to machine.
• Easy to program. Some cobots offer extremely intuitive programming, making the setup, programming and interfacing to molding machines and other peripherals very straightforward. With no special software language to learn, even using lead-through teaching, operating costs are low and even small and medium-sized operations can successfully implement robot automation.
• Low cost/fast ROI. Cobots are changing how automation is implemented. Simplified programming and setup, pre-engineered peripherals like grippers and vision systems, and reduced or no guarding, all add up to automation at about half the cost of traditional robots. Cobot systems are routinely being installed in the $75,000 range, which means incredibly fast ROI, typically within six to nine months.
Watch cobots from Universal Robots tend injection molding machines at Dynamic Group in Minnesota, Alpha Corporation in Japan, and at Xiamen Runner in China—at http://short.ptonline.com/URcobot
About the Author
Joe Campbell is the senior manager of applications development for Universal Robots North America, where he is leveraging his 35+ years’ experience in robotics and factory automation. Prior to joining Universal, Joe was v.p. of sales and marketing for the Swiss based gantry-robot and track manufacturer Gudel. Previously he had executive roles in sales, marketing, operations and customer service with industry leaders including ABB, Kuka, AMT and Adept Robotics. Contact: joca@universal-robots.com; universal-robots.com.
















Related Content

Automation Evolution: From Robots to Work Cells, Solo Devices to Integrated Systems
Injection molding automation has progressed from devices to systems, from simplicity to more complex capabilities. The author traces this development through various levels of automation – all still available choices today – and analyzes the costs and capabilities for each level.
Read More
Ensuring Repeatability: The Key to Effective Injection Molding Automation
One of automation’s key promises is repeatability: the same movement to the same location, time and time again. But to achieve that, all elements involved — robot, machine, EOAT, mold — must be in and stay in alignment.
Read More
A Cost Saving Modular Approach to Resin Drying Automation
Whether implementing a moisture-sensing closed-loop system for a single dryer, or automating an entire plant, technology is available to take the guesswork and worry out of resin drying. Using a modular approach allows processors to start simple and build more capabilities over time.
Read More
Seven Automation Opportunities You May Have Overlooked
While not every process is appropriate for automation, the rapid advancement of robotics is allowing a much wider array of businesses access to this technology. Here are some areas where automation makes sense that you might not have considered.
Read MoreRead Next

Advanced Recycling: Beyond Pyrolysis
Consumer-product brand owners increasingly see advanced chemical recycling as a necessary complement to mechanical recycling if they are to meet ambitious goals for a circular economy in the next decade. Dozens of technology providers are developing new technologies to overcome the limitations of existing pyrolysis methods and to commercialize various alternative approaches to chemical recycling of plastics.
Read More
People 4.0 – How to Get Buy-In from Your Staff for Industry 4.0 Systems
Implementing a production monitoring system as the foundation of a ‘smart factory’ is about integrating people with new technology as much as it is about integrating machines and computers. Here are tips from a company that has gone through the process.
Read More
Troubleshooting Screw and Barrel Wear in Extrusion
Extruder screws and barrels will wear over time. If you are seeing a reduction in specific rate and higher discharge temperatures, wear is the likely culprit.
Read More