
Pay Attention to Heat Transfer
Injection Molding Know How
Money will be lost if cooling is not done right.
.jpg;width=70;height=70;mode=crop;format=webp)
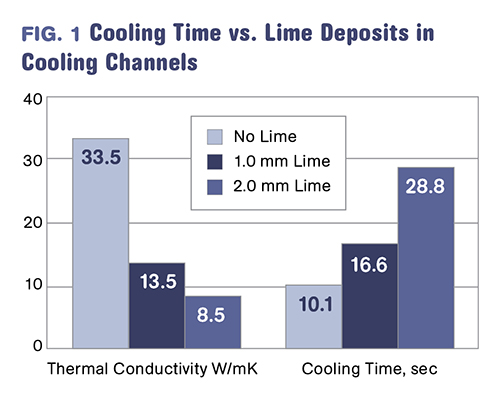
A mere 2 mm of lime, calcium oxide, hydroxide, carbonates, etc. in a cooling channel will nearly triple the cooling time required, dramatically extending cycle times and draining profits. Source: Optimizing Injection Moulding by Thermal Images by Willi Stenko.
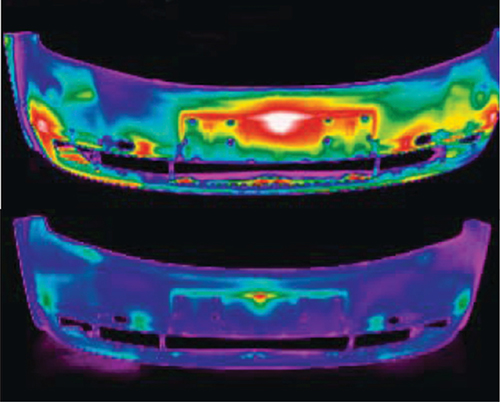
Infrared images of a molded part before and after cleaning of heating/cooling channels in the mold. The increased productivity was equivalent to 2500 production hours annually. Source: Optimizing Injection Moulding by Thermal Images by Willi Stenko.
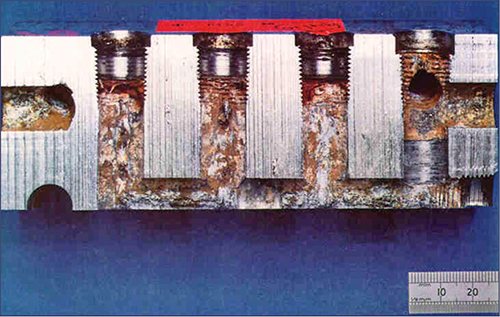
Keep your cooling channels clean. Corrosion and buildup on cooling lines can drastically reduce heat transfer. (Photo: Copper and Brass Sales)



One of the most significant reasons molders have difficulty in reproducing a process, from run to run and machine to machine, is that the mold cooling is either not done properly, not done consistently, or is inadequately documented.
Cooling and coolant flow through cooling lines are not subjects for debate. This is a well-defined science that is taken seriously and used without question in every other industry that deals with heat transfer. It is a required course for many engineering degree programs, and if you find someone who ever took a course in fluid dynamics, watch their face as you bring up the memory. Nearly everyone who had the class hated it and could not wait to sell their textbooks. Why? It was a dull class where you get told what to do, were provided the equations, and then challenged to do all the calculations as a drill and proof of mastery of the science.


There was no debate of the validity of the equations or concepts, or whether they work or are practical. These same rules apply in a molding shop. People may not get hurt physically if cooling is not done right, but they certainly may be injured financially. Cooling is about 95% of your cycle time, so it deserves proper attention.
Let’s start with some of the basics on heat transfer:
1. Heat transfer requires a difference in temperature between the fluid and the metal cooling channel.
2. Maximum change in temperature, in vs. out, is 2° C (4° F).
3. You must have turbulent flow, as defined by the Reynolds Number; my target is 5000.
4. Because cooling rate can influence part dimensions and properties, you must duplicate the cooling rate from run to run, machine to machine, for the life of the mold.
PRACTICAL IMPLEMENTATION
The first step with any mold, new or old, is to find out the diameter of each water line, often easily determined by the NPT thread size. Once you know the cooling line diameter and the water temperature, calculate the minimum gallons per minute (GPM) or liters per minute (LPM) need to achieve a Reynolds number of 5000. There are free calculators on Google, though most are more complicated than necessary. I suggest setting up the Reynolds Number Equation using a spreadsheet with a viscosity table vs. temperature of coolant. Now sum up the required GPM for all the lines on each mold half. This will be the minimum GPM need for this mold. With a good spreadsheet this should take you fewer than 30 minutes. Remember, there are no ifs, ands, or buts about this minimum GPM required.
The real problem is ensuring that each cooling line gets the required GPM, and it has to be the same every time the mold is mounted in a press. It has to be regulated. This is not such an easy task, since coolant takes the path of least resistance on different size water lines, especially if you have baffles or bubblers.
How close is your shop to having appropriate GPM, and is it regulated for each line? If you do indeed have everything in order, what happens if there is calcium, lime, rust, or some biological goo built up the inside of one or more of the lines? Let’s not pretend this does not happen, as some of you have seen lines completely blocked. Lines are sometime so badly fouled they have to be gun drilled out to clean them. What does this buildup on the inside of the cooling line do for heat transfer? The difference in in/out coolant temperature, or Delta T, drops astronomically, hence longer cycles and poor profits.
Figure 1 shows how a mere 2 mm of lime, calcium oxide, hydroxide, carbonates, etc., will nearly triple the cooling time required. Figure 2 shows thermal images of a mold before and after cleaning the water channels. In researching his book, Optimizing Injection Moulding by Thermal Images, Dr. Willi Stenko investigated more 700 molds and found 70% of them had extended cycle times due to fouled water lines, resulting in a revenue loss of about $60,000 per mold.
Dare I say that instead of spending money on the next Six Sigma Training, spend it on cleaning your molds. That would be a better return on investment. Our industry does not pay proper attention to cooling, water treatment, and keeping cooling channels clean. No ifs, ands or buts about that, either.












Related Content

Why (and What) You Need to Dry
Other than polyolefins, almost every other polymer exhibits some level of polarity and therefore can absorb a certain amount of moisture from the atmosphere. Here’s a look at some of these materials, and what needs to be done to dry them.
Read More
The Importance of Melt & Mold Temperature
Molders should realize how significantly process conditions can influence the final properties of the part.
Read More
Are Your Sprue or Parts Sticking? Here Are Some Solutions
When a sprue or part sticks, the result of trying to unstick it is often more scratches or undercuts, making the problem worse and the fix more costly. Here’s how to set up a proper procedure for this sticky wicket.
Read More
Tunnel Gates for Mold Designers, Part 1
Of all the gate types, tunnel gates are the most misunderstood. Here’s what you need to know to choose the best design for your application.
Read MoreRead Next

Advanced Recycling: Beyond Pyrolysis
Consumer-product brand owners increasingly see advanced chemical recycling as a necessary complement to mechanical recycling if they are to meet ambitious goals for a circular economy in the next decade. Dozens of technology providers are developing new technologies to overcome the limitations of existing pyrolysis methods and to commercialize various alternative approaches to chemical recycling of plastics.
Read More
People 4.0 – How to Get Buy-In from Your Staff for Industry 4.0 Systems
Implementing a production monitoring system as the foundation of a ‘smart factory’ is about integrating people with new technology as much as it is about integrating machines and computers. Here are tips from a company that has gone through the process.
Read More
Troubleshooting Screw and Barrel Wear in Extrusion
Extruder screws and barrels will wear over time. If you are seeing a reduction in specific rate and higher discharge temperatures, wear is the likely culprit.
Read More