


During injection molding, one of the most important functions of the mold is to deliver melt from the barrel to the cavity. Melt delivery management has a major impact on the final quality of the part and ultimate success of the production line. Precise control of resin flow, pressure, and temperature is critical. The key to understanding this is directly related to the design of the melt delivery system, so a closer comparison between hot-runner and cold-runner solutions continues to be beneficial.
Cold runners are the result of channels machined in the mold’s parting surface and provide access for the molten resin to flow through the gate and into the cavity. The molten resin cools and hardens, is ejected with the part, and the cycle begins again. Cold-runner systems typically have a low impact on starting mold cost or initial capital expenditure. They are often used in molds designed with short or infrequent production runs and low cavitation.


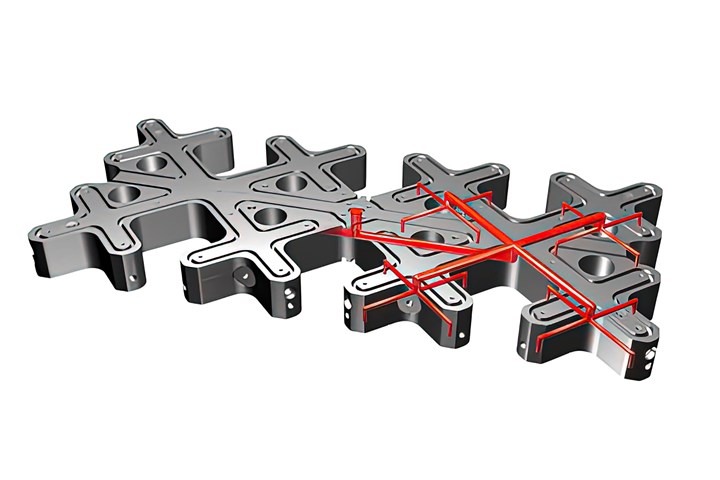
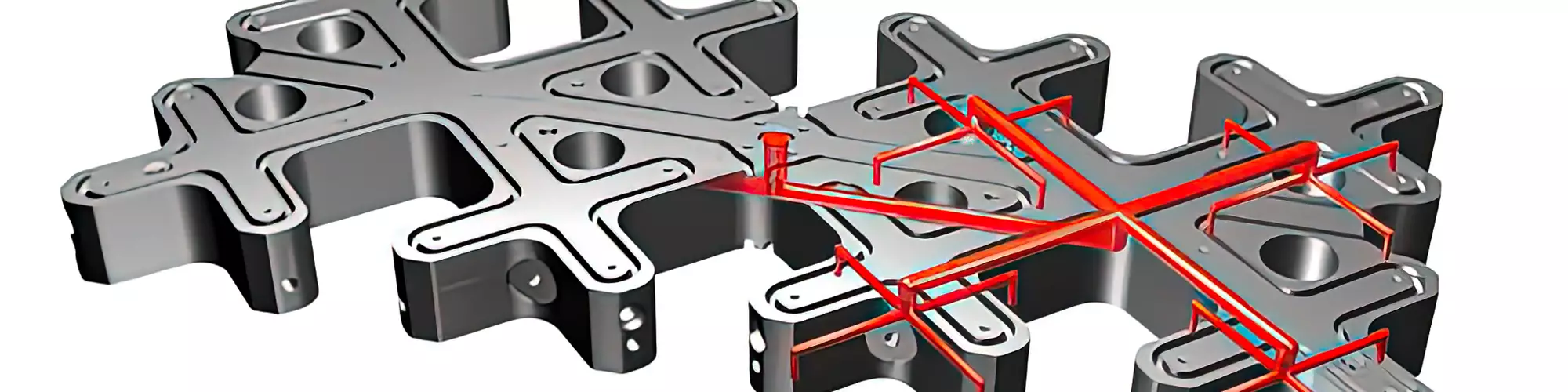
Manifold for a typical hot runner—note the flow path of molten resin through encased melt channels in red.
Some molded parts generate increased demand and eventually graduate to higher-cavitation molds. When this happens, a cold runner can have a stronger effect on processing and costs. A larger runner system equates to more resin to inject, cool and handle. Cold-runner layouts can be complicated, and cavities must be spaced further apart to accommodate the runner.
Applications with high output and long product life have the most to gain by using hot runners, but so do lower-cavitation molds where speed and consistency are important to continuous improvement.
Cold runners can also add cycle time, since melt is still supplied to the cavity during the pack phase. Cold runners typically have a greater thickness than the part and therefore take the longest time to cool enough for safe handling. In addition, the cold runner’s sprue may require more inches of open stroke to remove, again adding time to each cycle. While the mold is open, time is needed to remove the runner from the mold—either by gravity or a picker. While the next cycle starts, the cold runner remains. This means throwing away the runner or recycling it through regrind to use in other processes or sell for pennies on the pound.
A Different Path
The alternative melt delivery system is a hot runner. Its function is similar to the cold runner, as it provides a path for molten resin to flow through a highly technical and carefully engineered system, never allowing molten resin to solidify. The distribution network is completely encased in a steel manifold and never exposed to air. The manifold distributes molten resin to nozzles that provide access to the gate and cavity. The manifold and nozzles are regulated with thermocouples and heaters to maintain the temperature of the molten plastic. Where a cold runner can be likened to an open-air downtown street, the hot runner is more like a subway tunnel.
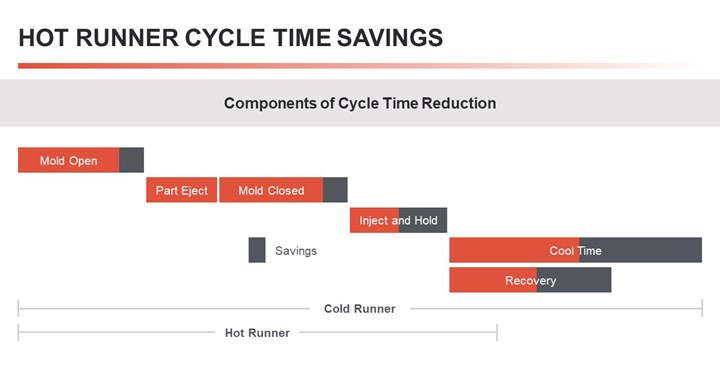
Typical injection molding cycle and a breakdown of its steps—comparing time needed for a cold-runner mold and a mold using a hot runner.
The hot runner is often considered one of the most sophisticated systems in the injection molding process. Various materials and their properties contribute to the overall engineering and final process performance. Several options are available for gate design and temperature control, depending on resin and application. Gates can be controlled thermally with hot-tip nozzles or mechanically with valve-gate nozzles. These have their own design requirements for how they interact with the mold. Temperature controllers can be used for process monitoring, control, and fine adjustment.
No More Cold-Runner Handling
Hot runners eliminate the need to handle the cold runner before, during and after processing. Time, staff or robotics are not needed to remove solidified runners or handle regrind, and all this translates to reduced cost—less equipment to maintain, better use of precious floor space, and valuable time saved.
Cycle time reduction can increase output. Some production molding environments and toolrooms still have a promotional poster that reads, “Changing cycle time to 9 sec from 10 sec increases output 11%.” To estimate a cycle-time change’s effect on output, divide the current time by the desired time (in the same units). This gives a multiplier one can use for any timeframe. The accompanying table illustrates cycle times and the resulting multiplier. Increased output is highlighted in green and reduced output is shown in red.
Tipping Point
Consider a 64-cavity cold-runner mold with a 14-sec cycle time that’s scheduled to run three shifts a day, seven days a week. With 90% uptime, it will run about 2 million cycles, making about 129.3 million parts annually. A part weight of 2 g and cold-runner weight of 192 g equates to a total shot weight of 320 g.
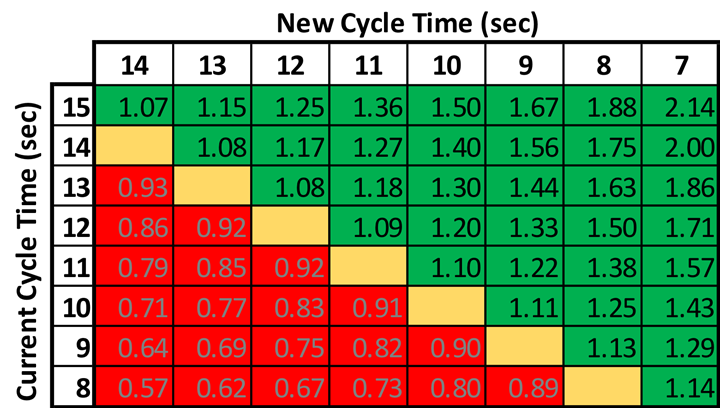
Table of cycle times and multipliers to estimate production after a new cycle time is achieved. Improvements are highlighted in green, while reductions are highlighted in red.
This shot weight will require almost 656,900 kg of material per year, but only 259,000 kg of that molded material is useful product. The remaining 60% must be reground, handled, inventoried, and transported. Should the same part be direct-gated with a 64-drop hot runner, there is much less material to purchase, and a faster cycle time is possible. With a 10-sec cycle, 2.8 million shots are possible, resulting in 181.1 million parts a year. This production boost can often happen in the same workcell footprint.
Heightened Control
In addition to reducing waste and increasing production, hot runners allow greater control over part quality, dimensional accuracy, and surface finish. The gate location is no longer limited to the perimeter and can be moved to direct melt flow in a way that better influences critical dimensions or other features affected by filling characteristics. A shorter total flow length may be possible, which can reduce cavity fill pressure requirements and other process elements that impact part warpage. The projected total area and clamp tonnage requirement may also be reduced.
Of all contributors and equipment in an injection molding process, the hot runner gives the greatest flexibility in making adjustments that influence individual cavities in a mold. While a cold runner also can be tuned, the investigation, adjustment, and validation can have a long lead time unless the mold is designed to permit quick removal or replacement of cold-runner inserts. Changes are often made by hand, making them iterative and difficult to replace. Reverting back to the original state can be time-consuming. Steel can be added by welding but requires refinishing, and the material properties may not be as resistant to fatigue.
Some of the iconic packaging and consumer electronic parts we know and recognize would have never been possible without optimal gate design and placement.
Injection barrel and machine clamp influences are process-encompassing. Swapping mold cavities requires coolant evacuation and can be mechanically intensive, especially on high-cavitation molds. A hot runner’s nozzle tip can be quickly swapped out, heater position changed, or zone temperature adjusted, and its effect on overall quality almost immediately evaluated.
Greater Part Design Freedom
Surface finish is a final differentiating factor. Well-designed gate placement can result in a more functional part with better surface finish. Since the gate can be relocated to anywhere on the part, runner trimming, secondary operations and their inconsistency can be eliminated.
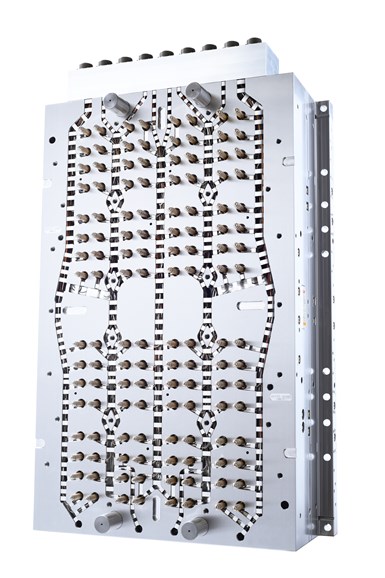
High-cavitation hot runner with hot half.
This can be especially important for applications such as irrigation, where the flow of individual drops of water are controlled; in medical, where the risk of tearing a surgeon’s glove on a gate-trim vestige must be minimized; or healthcare, where a catheter must be as unobtrusive as possible. Some of the iconic packaging and consumer electronic parts we know and recognize would have never been possible without optimal gate design and placement.
Applications with high output and long product life have the most to gain by using hot-runner technology, but so do lower-cavitation molds where speed and consistency are important to continuous improvement. Ultimately, the molding process is optimized with superior melt control and processing performance, yielding higher quality parts and greater output capability.
We continue to see a strong movement in converting from cold runners to hot runners, along with advances in hot-runner technology. As plastic part designs continue to push boundaries, and resin usage reduction continues to be top of mind for all molders, challenges to injection molding are increasing. We can expect to see melt delivery management through sophisticated hot-runner technology play an increasingly critical role in the injection molding process.
About the Author: Derrick Hennebicque is Hot Runner Product Manager for Husky Injection Molding Systems. With more than 20 years of experience in manufacturing, he specializes in hot runner technology and is responsible for detailed technical review of higher risk hot runner applications during the pre-sale opportunity phase. Contact: (802) 859-8000; dhennebi@husky.ca; www.husky.co
















Related Content

Best Methods of Molding Undercuts
Producing plastics parts with undercuts presents distinct challenges for molders.
Read More
Hot Runners: A View from the Bottom Up
Addressing hot-runner benefits, improvements, and everyday issues from the perspective of decades of experience with probably every brand on the market. Part 1 of 2.
Read More
How to Optimize Pack & Hold Times for Hot-Runner & Valve-Gated Molds
Applying a scientific method to what is typically a trial-and-error process. Part 2 of 2.
Read More
Where and How to Vent Injection Molds: Part 3
Questioning several “rules of thumb” about venting injection molds.
Read MoreRead Next

Troubleshooting Material Burning In Hot-Runner Systems
Burns in hot runners can be misleading and hard to diagnose correctly. Follow these tips to track down the root cause of your problem.
Read More
Optimizing Pack & Hold Times for Hot-Runner & Valve-Gated Molds
Using scientific procedures will help you put an end to all that time-consuming trial and error. Part 1 of 2.
Read More
Prevent & Minimize Downtime in Hot Runner Molding
There are simple explanations for the most common hot-runner problems and equally simple ways to prevent them. One is to take advantage of features often overlooked in today’s hot-runner controls.
Read More