
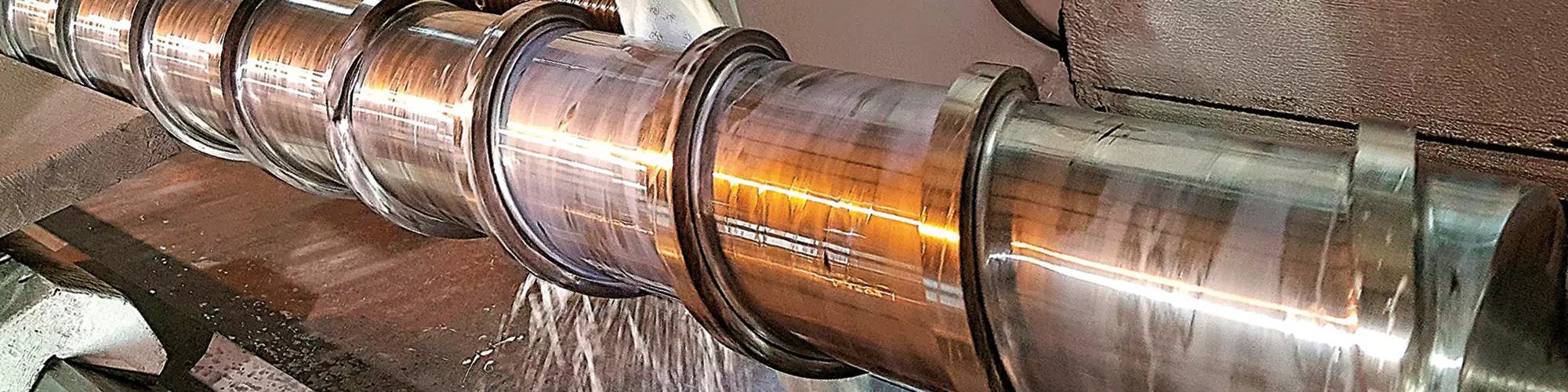

FIG 3 Screw O.D. being final ground to original OEM tolerances after hardfacing procedure.

FIG 1 Extreme root wear, primarily on the forwarding side of the flights, causes severe chipping of welded hardface inlay.

FIG 2 Colmonoy Number 56 hardfacing applied to the flight O.D. after re-welding during the screw rebuilding process.



Feedscrew and barrel wear is a serious matter for maintenance and engineering departments in both extrusion and injection molding, and rightfully so. Excessive wear in a plasticating unit poses a litany of serious performance issues, naturally affecting cost and overall quality. In an article that appeared in Plastics Technology’s February 2018 issue, “What Is Your Extruder Trying to Tell You?,” authors Wes Hobson and Mike Rutkowske from The Dow Chemical Company illustrated the need for baseline data and wear-monitoring procedures to avoid excessive loss in productivity.
Hobson and Rutkowske did a great job demonstrating how to diagnose excess screw wear by monitoring quality and performance issues. Now that we have some idea of what our extruders are “telling us” from a processor’s point of view, the next step is to explore what is happening to the screw and what can be done about it. In this article we will look at how screw wear affects melt quality and at the cost-effectiveness of rebuilding vs. replacing worn equipment.



TYPICAL FEEDSCREW WEAR
Feedscrew wear in both extrusion and injection molding is similar; the majority of wear occurs in areas of high pressure--in particular, the transition section and last few turns of metering. Processors and suppliers commonly theorize that wear in these areas is caused by metal-to-metal contact between the flight OD and barrel ID, due to screw flexion under these high pressures. This theory is unlikely because the internal pressure is generally the same all around the screw.
A pressure differential is needed to generate a force deflecting the screw, not a general high pressure. Metal-to-metal contact can occur, but it is a result of mechanical conditions and is a symptom of potentially larger problems: misalignment, gearbox damage, bent screw, bent barrel, inadequate foundation, etc. Abrasion testing performed across many industries shows that increased pressure and temperature leads to increased friction. Since the transition section and last few turns of the metering section typically experience the highest pressures and temperatures, we can predict that this is where the bulk of OD wear occurs. This rings true empirically after inspecting and rebuilding thousands of screws.
Much like flight OD wear, root wear is typically most severe in these high-pressure areas. Wear is most extreme on the forwarding side of the flight vs. the trailing side. The severity of root wear is greatly impacted by the resin or resins processed. When processing abrasive fillers, such as glass fibers or calcium carbonate, it is possible to see severe wear in the feed section as pressure is developed by the forwarding side of the flight, with limited lubrication provided by the unmelted pellets. The amount of filler present and particle shape strongly influence the intensity of wear. Larger particles with sharper corners tend to wear more than smaller, rounder particles. Unfortunately, the desired physical properties of the molded part dictate the filler to be used. Since wear is more rapid (with fillers) in the solids-conveying section of the screw, it is common for fillers to be added downstream where the polymer is already molten to allow for better lubrication.
Mixing sections and barrier flights also tend to wear, as their function requires resin to flow over their flight geometry. Dispersive-mixing designs incorporate some form of undercut geometry that imparts high shear forces on the resin to promote a more isothermal melt and uniform color. As the mixing design wears, there is a loss of adequate dispersion. Much like dispersive-mixing designs, barrier flights are undercut to help separate the melt pool from the solid bed. As the undercut flight wears, barrier designs can lose melting capacity and efficiency.
PERFORMANCE ISSUES
Screw wear is generally a slow process that can go unnoticed until performance is greatly reduced. Minor wear will have little effect on overall performance, as machine parameters can be adjusted to maintain productivity. When the radial clearance between the screw flights and barrel wall increases, leakage flow is inevitable. The operator will typically see a reduction in throughput and an increase in melt temperature, forcing higher rpm and energy consumption to maintain the desired rate. With increased radial clearance, the screw is unable to develop necessary pumping pressure to maintain the intended output.
Obviously, the amount of radial clearance is a key variable in leakage-flow calculations. A common “rule of thumb” considers a flight clearance four times the original tolerance to be the cutoff point for screw replacement, but it is important to consider the viscosity of the resin processed. A resin with higher viscosity will provide less loss of output than will lower-viscosity resins with the same radial clearance. These rules of thumb should be viewed only as guidelines.
To help better predict the effect of diametrical wear, you can calculate leakage flow by considering overall clearance, flight width, lead, head pressure, viscosity, and melt density. These calculations can become quite cumbersome when trying to accurately predict throughput; but fairly accurate estimations can be generated that predict potential rate loss. To help processors and maintenance departments predict this loss of productivity, the author has developed a rate-loss calculator that estimates the potential loss of rate due to screw wear. This tool helps conceptualize the severity of wear and helps teams develop a plan for screw replacement or repair.
This tool was used to generate the results shown in Tables 1 and 2, which reveal the estimated rate loss for PP and PE under the same conditions. Notice that the more viscous PE suffers less rate loss than does PP. When processing other shear-sensitive resins such as PVC and PC, minimal wear can adversely affect quality due to the increase in melt temperature from excessive shear
As resin leaks over the screw flights, the material experiences excessive shear rates. This raises melt temperature, which is only compounded by the higher rpm needed to maintain output, as noted previously. Higher melt temperatures can lead to major quality concerns, as molded part physical properties are greatly reduced at these excessive temperatures. When processing amorphous resins, these high shear forces can easily burn and degrade the extrudate, leading to high scrap rates.
Root wear generally creates pockets and areas for material to hang up and degrade. This is observed as black specs in molded parts, and surging. Material degradation can become a serious concern when processing resins like rigid PVC. PVC tends to generate hydrochloric acid at elevated temperatures, leading to extreme corrosive wear on equipment. In extreme cases of root wear, the sides of the flights can become washed out, leaving little substrate to support the welded hardface inlay, as seen in Fig. 1. With no support, the brittle hardfacing material easily chips away, leaving rough edges, reduced flight width, contaminated extrudate, and potential damage to downstream components.
REPLACE OR REBUILD?
As many processors will agree, downtime is the enemy of successful production. Many extrusion and injection molding plants rarely, if ever, pull screws to record wear. Tight production schedules and maintenance complications can force companies to squeeze every ounce of life from existing equipment. The cliché, “If it ain’t broke, don’t fix it,” comes to mind.
Trouble is, these types of practices can leave a processor in limbo when screw wear can no longer be ignored. Remember: Screw wear is a gradual process that can go unnoticed until scrap rates spike, energy consumption soars, or in extreme cases, catastrophic failure results. To save downtime and costs associated with buying and installing new equipment, many processors spend a fortune on the hidden costs of increased energy consumption and material waste. When a screw is finally pulled for inspection it may not be salvageable, forcing longer downtime waiting for new equipment.
With baseline data, wear-monitoring procedures, and an understanding of what is happening to the screw, maintenance and engineering departments can significantly reduce downtime and increase their bottom line. Replacing high-performance feedscrews can be expensive, but an experienced screw manufacturer can rebuild worn screws to like-new condition for a fraction of the cost in less time.
When looking to rebuild a worn screw, ask yourself these questions:
1. How severe is the overall wear?
2. What are the wear characteristics?
3. Can the current screw design be greatly improved?
4. Can the surface treatment be improved?
If careful consideration of wear monitoring is ignored, screw wear can be so extreme that it is difficult or even impossible to repair reliably. Typically, the cost of rebuilding a screw depends on the severity of wear and the amount of work required. An experienced screw manufacturer can inspect worn equipment and processing performance to determine if the current design is worth salvaging. In some cases, a new, optimized screw can greatly increase overall profitability rather than relying on the original, less-efficient design. Often the worn screw can even be re-cut, improving the performance vs. scrapping the old screw. To improve abrasive and corrosive wear resistance, hardfacing and surface treatments can be improved to extend the overall wear life of a screw.
Many reputable screw suppliers state that a screw can be rebuilt only three to four times. The size of a screw and a number of factors that contribute to the severity of wear can greatly impact the life of a screw, but it is not uncommon for an experienced screw manufacturer to rebuild a screw many more times. With high-quality welding, careful consideration of the metallurgical aspects of screw manufacturing, and proper flight-profile reconditioning, the author has seen screws being rebuilt up to six to eight times.
After a screw is ground to a uniform undercut diameter, the flights must be rewelded to utilize the higher-hardness hardfacing alloys that provide maximum wear resistance (Fig. 2). After hardfacing, the screw OD must be ground to original tolerances (Fig. 3). The leftover overhanging weld must be profile ground to provide minimum flight-width loss. In many cases, poor practices reduce the effective flight width during this process, potentially affecting screw performance and complicating future rebuild potential. To help alleviate these complications, some screw manufactures opt to reduce the width of weld. When these screws are ground to original tolerances, the welded hardface does not encompass the full flight width. This negatively impacts wear performance due to the exposed softer base material.
DEVELOP A PLAN
With proper baseline data and wear-monitoring procedures in place, and an understanding of what is happening to the screw, maintenance and engineering departments can develop a robust maintenance program to greatly reduce downtime and increase profitability. It is important to monitor screw wear before scrap rates and energy consumption soar. Don’t be too quick to throw out worn equipment. Consulting with an experienced screw manufacturer on the potential of rebuilding screws can not only reduce downtime but the cost of rebuilding tends to be a fraction of the cost of a new screw.
Good rebuilding practices should allow for screws to be salvaged many times, passing on major savings in maintenance cost. A robust planned maintenance program rooted in baseline data, wear monitoring, and a basic understanding of screw wear is far better than reactive maintenance.
ABOUT THE AUTHOR
Stephen Surley is the founder and president of SpiraMelt Technologies in San Marcos, Texas, a supplier of custom extrusion and injection molding screws, barrels, and front-end components. He has been involved with all types of extrusion and injection molding processing, specializing in feed screw design and optimization. Contact: info@spirameltgroup.com; spirameltgroup.com; (512) 522-2639. He was employed by R. Dray Mfg. when he wrote this article.
















Read Next

What is Your Extruder Trying to Tell You?
Being in tune with your film extrusion equipment will allow you to identify issues before they start impacting production.
Read More
Understanding Melting in Single-Screw Extruders
You can better visualize the melting process by “flipping” the observation point so that the barrel appears to be turning clockwise around a stationary screw.
Read More
Processor Turns to AI to Help Keep Machines Humming
At captive processor McConkey, a new generation of artificial intelligence models, highlighted by ChatGPT, is helping it wade through the shortage of skilled labor and keep its production lines churning out good parts.
Read More