
Single-Screw Mixing 101
Almost all processes using a single screw require some degree of mixing, whether it’s just to homogenize regrind with virgin resin or to mix in some color concentrate.
.jpg;width=70;height=70;mode=crop;format=webp)


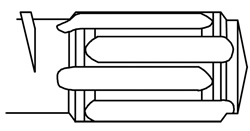
The Maddock Mixer: In the Maddock mixer, melt passes over a very narrow clearance where it experiences high shear for a high degree of dispersive mixing. Melt is divided several times and reoriented to provide some distributive mixing.

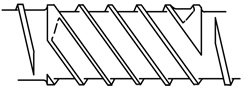
The Saxton Mixer: In the Saxton mixer, melt is divided many times and recombined with numerous reorientations to provide mostly distributive mixing.
The Egan Mixer: In the Egan mixer, a reduced diameter provides multiple high-shear regions as well as leakage flow and many reorientations for high levels of both dispersive and distributive mixing.
Almost all processes using a single screw require some degree of mixing, whether it’s just to homogenize regrind with virgin resin or to mix in some color concentrate. Although there have been many presentations on mixing by experts over the years, processors often find it complicated to apply this information to their own requirements. Many processors also confuse poor melting with poor mixing. Most polymers and additives cannot be effectively mixed until everything that can be melted is melted. As a result, melting and mixing often must be dealt with in the same screw design, although the solutions are often not the same.
There are three kinds of mixing: dispersive, distributive, and extensional. We will deal here only with dispersive and distributive mixing, as extensional mixing occurs predominantly in twin-screw extruders. Dispersive mixing is like putting two materials to be mixed between two plates and rotating one of the plates. The shear stress developed in the polymer between the plates would be proportional to the distance between the plates and the speed at which the plate was rotated.



Distributive mixing is like putting the two materials in a bowl and stirring them with a spoon. The number and path of the spoon strokes would be proportional to the degree of mixing.
Screws inherently provide both dispersive and distributive mixing. Generally, the shallower the screw the more dispersive mixing occurs, and the more disruptions in the flow path the more distributive mixing occurs.
A worn screw actually makes an excellent mixer. As the polymer leakage over the flights increases with increasing barrel/screw clearance, both dispersive and distributive mixing increase significantly. Increased dispersive mixing occurs as the polymer and additives pass through the narrow gap between the screw flight and barrel, where the shear stress is very high. Distributive mixing occurs as the polymer leaking over the flights is continuously blended into the polymer in the adjacent channels. I have heard many times about a processor putting in a new or rebuilt screw and finding that mixing quality has been reduced. Naturally, this was blamed on whoever built or repaired the screw. Worn screws would be an easy solution to many mixing problems, but the downside is you get decreased output from them.
In order to maintain output and accomplish the required mixing, screw designers have created a wide variety of mixing devices. No one mixer fits all situations, so it is important to determine exactly what your overall process requirements are before selecting a mixer or even a combination of mixers.
Dispersive mixing applies force to the materials and thus requires drive energy that ends up in the polymer mix to help melt it and/or raise its temperature. Consequently, dispersive mixing assists or adds to the melting capacity of the screw. In addition, its tight clearances often function as a “dam,” restricting unmelted polymer from passing through until reduced in size or melted. Many screw designs would discharge unmelted polymer at almost all speeds without a dispersive mixer. The “Maddock” mixer is a very popular example of a mixer that is primarily dispersive, with lesser distributive characteristics.
Although distributive mixing also requires some drive power, it is generally small enough to have a very minor effect on the melt temperature. A “Saxton” style mixer is an example of a mixer that is mostly distributive with minor dispersive characteristics.
A mixer combining strong dispersive and distributive characteristics is called the “Egan” style mixer. All of the flights are undercut so there is a lot more dispersive and distributive mixing than with the Maddock mixing section.
The mixers mentioned here are only for illustration of the principles and are not necessarily the only recommended designs. Like many things in polymer processing, there is no single answer to the mixing issue, and you may want to consult someone knowledgeable about this subject. The objective here is to give you some background to help evaluate your situation.
About the Author
Jim Frankland is a mechanical engineer who has been involved in all types of extrusion processing for more than 40 years. He is now president of Frankland Plastics Consulting, LLC. Contact jim.frankland@comcast.net or (724) 651-9196.












Related Content

Understanding the ‘Science’ of Color
And as with all sciences, there are fundamentals that must be considered to do color right. Here’s a helpful start.
Read More
Additive Masterbatch for Permanent Etching on Black and Dark Plastics Products
Ampacet’s new ColorMark reveals color in dark plastic surfaces exposed to laser light
Read More
Novel System Produces Color on Demand
Ampacet’s FluxQF technology features a quick-dispersion universal carrier with novel machinery that provides automated color blending in quantities down to 50 lb.
Read More
How to Start a Hot-Runner Mold That Has No Tip Insulators
Here's a method to assist with efficient dark-to-light color changes on hot-runner systems that are hot-tipped.
Read MoreRead Next

How Polymer Melts in Single-Screw Extruders
Understanding how polymer melts in a single-screw extruder could help you optimize your screw design to eliminate defect-causing solid polymer fragments.
Read More
Advanced Recycling: Beyond Pyrolysis
Consumer-product brand owners increasingly see advanced chemical recycling as a necessary complement to mechanical recycling if they are to meet ambitious goals for a circular economy in the next decade. Dozens of technology providers are developing new technologies to overcome the limitations of existing pyrolysis methods and to commercialize various alternative approaches to chemical recycling of plastics.
Read More