
‘Skew’ Rolls for More Uniform Sheet
Extrusion
New feature aimed at thin-gauge PP sheet.

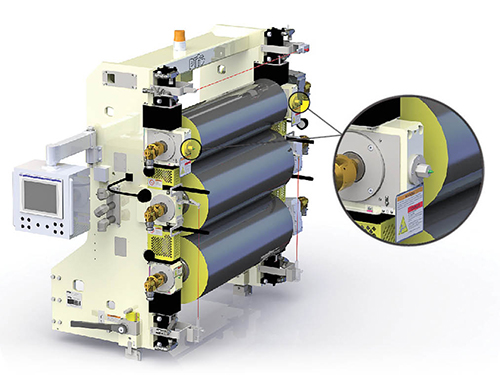
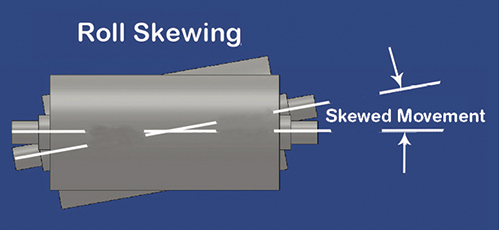
PTi’s Roll Skewing mechanism allows operators to adjust each side of the top roll ±0.75 in. (see top images for points of adjustment). This results in the center of the top roll remaining centered over the center of the middle roll, while the deflection of the top roll will “wrap” around the middle roll. Bottom image shows range of skewed movement.


Processing Technologies International (PTi) LLC, Aurora, Ill., has developed a special device to compensate for roll deflection that commonly occurs over time in sheet-roll stands. PTi’s Roll Skewing mechanism allows operators to fine-tune the position of the lead roll on a horizontal stack—or the bottom roll on an up or J-stack, or the top roll in a downstack—to mitigate the impact of roll deflection and allow processing sheet with more uniform thickness across its entire width.
When placed under high loads, typical steel/chrome rolls used in standard sheet stacks will eventually pull away from each other in the center, creating a gap between the top two rolls that is wider in the center than at the edges. As a result, the film will be thicker in the center than at the edges.



Roll-stack suppliers have used various methods to counter this phenomenon over the years. One common approach is to pre-grind a camber into the top roll to create a “crowning” effect. While this method has been effective for the most part, it is limited to a narrow range of products because the geometry of the camber is inherently fixed, according to James Johnson, a senior v.p. and technical consultant with PTi who formerly was senior v.p. of sales and marketing.
Another approach to counteract roll deflection is roll bending, whereby the top roll bends in a direction opposite to the load so that it conforms to the middle roll—creating a “smile” pattern between the two rolls that is said to minimize the effects of deflection. One such roll design, the ContraBend, was developed and patented in 1996 by New Castle Industries (now part of Nordson Xaloy, Pulaski, Va.). “This technique also limits the overall effectiveness across a wide operating range,” Johnson states. “Roll loads less than 800 PLI are required, due to the spring constant and mechanical limitations of the operating window for this type of roll design.”
PTi’s patent-pending device, on the other hand, gives operators the flexibility to skew each side of the top roll by ±0.75 in.
While roll skewing itself is not new, PTi’s method reportedly is. It employs a cross-axis positioning of the roll such that the roll deflection is “wrapped” about the mating roll to create a uniform gap over a wide operating range. PTi recommends the technique for processing thin-gauge materials such as PP because of the system’s adjustability over a wide range of deflection patterns and gauge targets. PP has been successfully run down to 0.012 in. using skewing adjustments, Johnson says.
On the PTi device, the bearing assembly mounted to the chrome roll journal is housed within, and keyed to, an outer housing. The machine-direction position of the bearing assembly within the outer housing is controlled by a threaded push/pull device mounted on the front cap of the outer housing. Using this device to adjust one bearing assembly forward, and the other backward by the same amount, causes the center of the top roll to remain centered over the center of the middle roll, while the deflection of the top roll will “wrap” around the middle roll.












Related Content

Cooling the Feed Throat and Screw: How Much Water Do You Need?
It’s one of the biggest quandaries in extrusion, as there is little or nothing published to give operators some guidance. So let’s try to shed some light on this trial-and-error process.
Read More
How Much L/D Do You Really Need?
Just like selecting the extruder size and drive combination, the L/D should be carefully evaluated.
Read More
Fully Automated Extrusion Process Enables Use of Composites for Manufacturing Pressure Tanks
Amtrol was looking for a more cost-effective means to produce thin-wall liners for a new line of pressure tanks. With the help of a team of suppliers, they built one of the world’s most sophisticated extrusion lines.
Read More
How to Estimate and Control Head Pressure
You rightfully worry about melt temperature, but don’t overlook head pressure, because the two are closely linked and will influence line performance.
Read MoreRead Next

People 4.0 – How to Get Buy-In from Your Staff for Industry 4.0 Systems
Implementing a production monitoring system as the foundation of a ‘smart factory’ is about integrating people with new technology as much as it is about integrating machines and computers. Here are tips from a company that has gone through the process.
Read More
Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More