
TOOLING: Standard Components and In-Mold Monitor at K 2010
K 2010 news in tooling aims at helping injection moldmakers speed product to market.

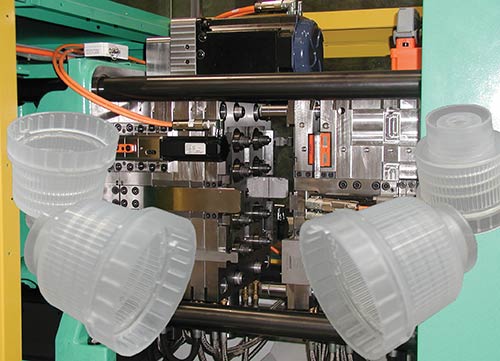
Hasco’s new electric servo motors and controls provide fast, clean, precise actuation of all mold movements. Five motors were used on this eight-cavity threaded closure mold with undercuts.

Add smarts to your molds with Progressive Components’ new CVe mold monitor that records uptime, cycle time, cycle counts, and mold maintenance. It has a mini-USB port and can broadcast to a wireless network.



A number of standardized components designed to make injection mold building faster, easier, and less expensive made their debut at the K 2010 fair in Dusseldorf, Germany last fall. A little more unusual was a new electronic in-mold monitor that stores and communicates valuable information about the mold’s activity and performance. There were also a host of hot-runner developments, which will appear in a separate article next month.
MOLD WITH A BRAIN


Progressive Components, Wauconda, Ill., has long marketed a mechanical cycle counter that mounts in a mold pocket. Now, the company has come out with an electronic upgrade of that CounterView product, called the CVe Monitor. It mounts in the same pocket and gathers data on mold cycles, cycle time over the life of the tool and the last 25,000 cycles, percentage uptime of the mold (actual and target), downtime date ranges, and target and actual time increments for mold maintenance. An LED display on the CVe Monitor shows the serial number and battery level (it lasts five years). A mini-USB port allows direct reading of the data from a laptop, or the data can be stored on a memory stick and downloaded to a computer, where it can be viewed in Excel tables and graphs (software is included in the $125 price).
The company also provides a website where mold data can be stored and viewed remotely. What’s more, the “CVe Live” feature offers wireless data communication. “Now every mold can be a node on a wireless network, so an OEM can know how each of its molds in the world is doing,” enthuses Glenn Starkey, president of the PCIC Group, which includes Progressive Components.
His company has a new System Manufacturing program for caps and closures that is geared especially toward short-run prototype/bridge tooling. The new catalog permits ordering pre-engineered kit-style System Molds through alphanumeric codes that specify choices of core type, cap size, gating, mold-base type, cavitation, etc.
ALL-ELECTRIC MOLD
Hasco of Germany (U.S. office in Fletcher, N.C., hasco.com) demonstrated its new electric-drive system for actuating cores, slides, ejectors, unscrewing mechanisms, and valve gates. Electric drives are said to be fast, clean, and precise. These capabilities were demonstrated on an eight-cavity PP closure mold for MeadWestvaco Calmar GmbH, a major producer of aerosol sprays, trigger sprayers, and dispensers. The goal was to redesign an existing hydraulically and pneumatically operated mold to reduce the previous 17-sec cycle in a mold for clean-room production on an all-electric press. Hasco’s solution required five electric servo motors to perform these movements:
First the hot-runner needle fixing plates advance with two synchronously operating servo motors and ball-screw drives, thereby closing the gates.
With the aid of the latch-locking unit, the first parting line opens, demolding the fixed mold insert. Simultaneously, a slide unit opens so the separation point is free.Then the main parting line opens.
Plates advance through two synchronously operating servo motors to release the undercut of the moving mold core. A further servo motor unscrews the cores.
Stripping is performed by the ejector motion.
NEW STANDARD COMPONENTS
Hasco also introduced new guiding and centering elements for high-precision molds. These include the Z09 flat locating unit, which combines pre-centering with a guide tolerance of 0.03 to 0.05 mm, followed by final centering with a tolerance of 0.002 to 0.012 mm. The new Z071 rectangular guide bar in combination with the Z072 guide retainer and Z085 flat locating unit (for cavities in large molds) are also said to “set new standards in precision.” They are available with a low-friction DLC diamond-like coating. These products are built into the cavities, instead of aligning cavities only on the outside of the mold.
Hasco’s new Z080 pre-centering unit is for centering of mold plates on the hot half. The new Z060 flat locating unit can be used for precise conical mold centering.
New Z058 guide support pillars have the dual function of guiding the ejector system while supporting the mold and intermediate plates. Integral guiding eliminates secondary sleeves. This is said to save considerable mounting space, allowing more freedom for positioning ejectors. Also, the ejector system can be positioned accurately during mold assembly before the clamping plate is intalled, ensuring correct pin alignment.
For these new pillars, Hasco developed the S14W self-lubricating guide bushings, which eliminate oil grooves, and the Z13 linear ball-bearing bushings. Also new is the Z04 guide pillar without lubrication grooves, which uses a solid lubricant.
Hasco’s new Z1698 two-stage ejector is designed for large plate movements and off-center mounting when a central two-stage ejector cannot be used. Examples are demolding with internal slide bars or inclined sliding carriers in the front ejector assembly. In addition, the new Z4912 cylindrical air valve is said to be easier to mount and adapted to high-speed molds.
In our September show preview, we reported on the new hydraulic locking cylinder for actuating core pulls and slides, which comes from DME Co., Madison Heights, Mich. DME also introduced three other products that were previewed in October’s Keeping Up section—thin-wall sleeves for thin-wall parts, sleeve extensions for large molds, and core-pin retainers for the center core pin in ejector sleeves. In addition, DME announced that its Black and Gold interlocks no longer must be changed as a complete set but now can be ordered separately.
One further new product from Progressive Components is a new locking date stamp with recessed lettering and a center date insert that clicks into place, rather than using visual alignment. The center insert remains flush with the outer ring throughout the 360° adjustment range.












Related Content

What You Need to Know About Leader Pins and Bushings
There’s a lot more to these humble but essential mold components than you might suspect. Following the author’s tips could save much time, money and frustration.
Read More
Tunnel Gates for Mold Designers, Part 1
Of all the gate types, tunnel gates are the most misunderstood. Here’s what you need to know to choose the best design for your application.
Read More
How to Start a Hot-Runner Mold That Has No Tip Insulators
Here's a method to assist with efficient dark-to-light color changes on hot-runner systems that are hot-tipped.
Read More
How to Mount an Injection Mold
Five industry pros with more than 200 years of combined molding experience provide step-by-step best practices on mounting a mold in a horizontal injection molding machine.
Read MoreRead Next

K 2010- Injection Molding New All-Electrics & Hybrids Balance Performance & Economy
The world’s largest plastics show, coming up next month in Dusseldorf, Germany, provides ample evidence of the growing sway of electric drive technology in injection molding.
Read More
Advanced Recycling: Beyond Pyrolysis
Consumer-product brand owners increasingly see advanced chemical recycling as a necessary complement to mechanical recycling if they are to meet ambitious goals for a circular economy in the next decade. Dozens of technology providers are developing new technologies to overcome the limitations of existing pyrolysis methods and to commercialize various alternative approaches to chemical recycling of plastics.
Read More
People 4.0 – How to Get Buy-In from Your Staff for Industry 4.0 Systems
Implementing a production monitoring system as the foundation of a ‘smart factory’ is about integrating people with new technology as much as it is about integrating machines and computers. Here are tips from a company that has gone through the process.
Read More