
Stop Those Drooling Dies
Troubleshooting Profile Extrusion
Die drool, or plateout, can cause a host of problems for extrusion processors. Here is how to stop the problem before it starts.
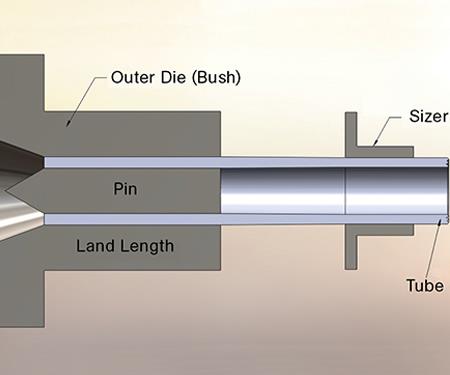
Fig 1. A long-land die controls thermoplastic swell to a normal range, drawing down into a sizer.

Fig 2. Here, thermoplastic swell is excessive and impinges on the outer die lip, causing die drool, shown close up (inset).



One extrusion processor was emphatic to me about it: “If you extrude olefinic or thermoplastic elastomeric compounds,” he told me, “you will experience the die drool problem.”
He’s right. It doesn’t matter if you are extruding sheet, film, pipe, tubes, or profiles—you can come face-to-face with drooling dies in any of these processes.



Die drool shows up as a buildup on the die lips. This buildup can either be the same color as the material being extruded, or in some cases appears yellow or red. Often this buildup will create unacceptable machine-direction lines in the extrudate. And after a period of time this buildup will ultimately break-off and attach itself to the extrudate, resulting in additional aesthetic flaws.
Die drool is also commonly referred to as plateout. To find the root cause of the problem, you’ll need to analyze the “big three” areas to identify what’s to blame:
•Material: Each thermoplastic is unique, with compounded alloys being the most problematic. Compounded thermoplastics (those that have additives combined with the base resin) have the highest probability of additives exuding, also known as migration. For example, in rigid PVC compounds, there are internal and external lubricants, typically low-melting waxes, which can migrate out of the material matrix. Along with these constituents, plasticizers are added to make PVC flexible; these are also prone to migration when critical shear rates are achieved.
Reactor grades of olefinic polymers such as polypropylene and high-, medium-, or low-density polyethylene are less problematic; however, they still can be the bane of the processor. Many olefinic thermoplastics are a combination of different molecular-weight grades to achieve certain physical characteristics. The resin supplier can blend high-molecular-weight resin with a low molecular weight to increase the modulus (stiffness), and at high shear rates there can be migration, leading to die buildup. However, on polyolefins and non-compounded thermoplastics, the root cause of die buildup typically is not material-related, so further investigation will likely be necessary:
•Machine: The next area to analyze is the extruder. It is important to know the physical condition of your extruder, especially the barrel and screw. Excessive screw wear or even moderate barrel wear can cause problems. Barrel and screw wear are problematic because a single-screw extruder is not a positive pumping device, and any wear reduces output, requiring a higher screw speed to maintain the desired rate. Higher screw speeds, in turn, lead to additional frictional heat imparted to the thermoplastic, causing a melt separation and die drool/buildup.
•Tooling: Tooling design plays an important role in the die-drool problem. The two key design criteria are drawdown and land length. But before even thinking about die design you should inspect the condition of the die lip. Die lips should be sharp and “dressed” (deburred) to a 0.25-mm (0.010-in.) edge. If the edge has a larger radius, say 0.75 mm (0.030 in.), material can build up inside the radius and create an area that will lead to continued die drool. The aesthetic flaw will exhibit itself in the form of “smear marks” on the extrudate.
On the matter of design, drawdown and land length are inseparable parameters. They are a main root cause for die drool, but probably the least understood. To best understand their inter-relationship, let’s review them in detail:
Drawdown: The size of the designed die dimensions in deference to the final part dimensions. The dimensional ratio of the die to final part used to offset the “swell” of the thermoplastic as it exits the die.
Land length: The length of the steel that runs parallel to the polymer flow. The land-length ratio is the ratio of the land length to the die gap (wall thickness).
Also be mindful of four equally important facts:
1. Short-land dies exhibit greater thermoplastic swell.
2. Long-land dies exhibit less thermoplastic swell.
3. Higher outputs exhibit viscous heat generation (frictional heat).
4. Higher outputs exhibit greater thermoplastic swell.
With that said, the higher the expected output, the greater the die swell, which must be accommodated with either a longer land, an undercut of the die opening, or a greater drawdown. Remember that excessive drawdown can lead to residual stress imparted to the thermoplastic. Once stretched beyond its normal boundaries, the plastic is under severe stress and wants to return to a more “comfortable” (relaxed) position and thus is prone to fatigue if subjected to impact or pressure.
Figure 1 shows the effect of a long-land die that controls the thermoplastic swell to a normal range, drawing down into a sizer. Figure 2 shows where the swell of the thermoplastic is excessive and impinges on the outer die lip. This will result in die drool. If you try to correct the problem only by drawing the extrudate down, the processing window will be narrowed and there will be issues with part quality as well.
Paying attention to detail is critical to the tooling aspects of land length and drawdown parameters to maintain a process that is in control.
About the Author
Daniel Cykana has devoted his 48-year career to plastic extrusion. He is the director of technology for Extrusion Solutions, LLC in Sheboygan Falls, Wis., where he focuses on extrusion training, die design, and processing problems. Contact: (920) 918-3250; email: danielcykana@aol.com; website: extrusionprocessing.com.












Related Content

Put Some ‘Lean’ into Your Profile Extrusion Process
With everyone struggling to find talent, there are ways to reduce operator interaction with the process by applying some lean manufacturing principles.
Read More
Wisconsin Firms Unite in Battle Against Covid
Teel Plastics opened new plant in record time, partnering with AEC & Aqua Poly Equipment Co. to expand production of swab sticks to fight pandemic.
Read More
Radar-Based Wall-Thickness Sensor
Measurement units include an array of these sensors positioned around the circumference of the pipe, which can be placed in multiple locations on an extrusion line.
Read More
Teel Adding Capacity, Bumping Pay for Hourly Workers
Teel growing to meet market demand, meaning increased employment opportunities for the area.
Read MoreRead Next

Troubleshooting Screw and Barrel Wear in Extrusion
Extruder screws and barrels will wear over time. If you are seeing a reduction in specific rate and higher discharge temperatures, wear is the likely culprit.
Read More
Advanced Recycling: Beyond Pyrolysis
Consumer-product brand owners increasingly see advanced chemical recycling as a necessary complement to mechanical recycling if they are to meet ambitious goals for a circular economy in the next decade. Dozens of technology providers are developing new technologies to overcome the limitations of existing pyrolysis methods and to commercialize various alternative approaches to chemical recycling of plastics.
Read More
Understanding Melting in Single-Screw Extruders
You can better visualize the melting process by “flipping” the observation point so that the barrel appears to be turning clockwise around a stationary screw.
Read More