


Frigel Microgel chiller/TCUs are engineered to record and monitor energy consumption, as well as other essential process-cooling data.

Frigel Ecodry closed-loop central adiabatic cooler uses ambient airflow to cool process water.



In a perfect world, process-cooling systems would cost nothing to operate while working flawlessly to keep plastics processes running smoothly and profitably. But since there is no perfect world, the next best thing is to strike the right balance of planning methodology and today’s system technology to cost-effectively address your operation’s cooling needs.
Here’s a look at best practices in process-cooling planning and recent advances in technologies useful to plastics processors.



Beyond the Basics
Whether in injection molding, blow molding or extrusion, the goal of process cooling is to establish consistent and repeatable processes. Doing so requires a rigorous, fact-based approach to understanding the operation’s cooling requirements and overarching goals, such as the need to lower operating costs, improve throughput and increase per-part profitability.
It’s vital when evaluating a process-cooling system to conduct detailed assessments that go far beyond basic heat-transfer calculations and basic assumptions, such as the notion that coolant temperature is the primary driver for productivity and profitability.
Success in planning and specifying an appropriate process-cooling system dictates the need for a thorough and documented evaluation of heat-transfer loads, pressures and flows and coolant-temperature requirements, as well as energy consumption, in advance of decisions concerning equipment. Also needed is a clear understanding of multiple variables associated with the manufacturing operation, such as the processes involved and the geographic location of the plant.
Determinging Heat-Transfer Loads
A fundamental step in specifying a process-cooling solution is to determine the heat-transfer load required to cool a given resin to be processed. The goal is to remove the proper amount of heat from the melted resin in order to solidify it at the proper rate and, in turn, avoid part warpage and the potential for a high scrap rate.
A heat-transfer load is determined, in part, by using a basic mathematical equation that considers the type of plastic resin used and the total pounds of resin to be processed and cooled in a given time frame. It’s an essential equation, since different types of resins used in different plastics processes have different specific-heat values and initial and final product temperatures:
Q (BTU/hr) = Cp (BTU/lb-˚F) x ΔT (˚F) x Ṁ (lb/hr), assuming
• Typical initial temperature and final product temperature for the specific resin used.
• Average specific heat (Cp), which is temperature dependent.
• A safety factor of 20-25%, due to variations in processing temperatures (resin ΔT) and specific-heat factors.
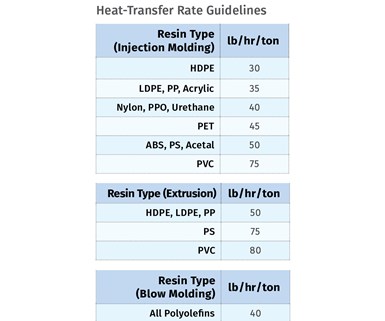
This equation calculates the amount of heat that must be removed from the product per hour. Specific heat is defined as the amount of heat removal required to reduce the temperature of one pound of a substance by 1˚F. ΔT represents the initial and final product temperatures and Ṁ is the throughput. Dividing the result by 12,000 yields a factor in tons of heat removal. Over the years, guidelines have been well established for most resins and are used to quickly estimate the heat-transfer rate that is required for each application (see table below).
The final figure provides the information decision makers can use to size equipment, such as a chiller, based on the unit’s rated cooling capacity in tons. However, basing the selection of equipment on this basic heat-transfer equation alone doesn’t go far enough to ensure proper cooling, since it doesn’t factor in other critical aspects of heat transfer, including coolant pressure and flow. Both are absolutely critical to optimize the performance of the heat exchanger used in the process, such as an injection mold, blow mold, chill roll, etc.
Determining Proper Pressure & Flow
Determining proper pressure and turbulent flow, and achieving optimum coolant temperature, begin with an analysis of the heat exchanger. Ensuring proper flow through the exchanger is an essential component of the heat-transfer process. Importantly, it impacts the ability to achieve decreased cycle times, repeatability, less scrap and increased product quality.
In injection molding, for example, a proper analysis considers every aspect of each mold and mold half, including cooling-channel sizes, the number of cooling circuits, series or parallel circuits, and the pitch of cooling channels. The objective, in this case, is to ensure the coolant-temperature ΔT is as low as possible through the mold. Doing so requires the proper pressure in order for the coolant to remove the desired amount of heat as it travels from one side of the mold to the other.
The target for proper flow and, therefore, heat transfer, should be to limit the water temperature rise through the mold (ΔT) to 2° F or less. This results in uniform and efficient cooling throughout the mold cavities and consistent part finish and quality, even (and especially) in multi-cavity tools.
High turbulent flow is the way to accomplish this and is a function of analyzing the heat-exchange requirements, such as cooling load, pressure drop (ΔP) and pump pressure required to achieve high flow and minimize the coolant ΔT. It also determines the proper pump selection and maximum chilled-water temperature possible.
More detailed analysis of heat-transfer loads is key since every injection mold is unique, as are most other heat exchangers, such as blow molds, chill rolls, etc.
Analyzing the Operation as a Whole
Every plastics processor’s operation is also unique, which drives the need for a technical evaluation of the facility and processes, in advance of determining the best configuration and technologies for process cooling. The variables to consider are numerous.
A typical blow molding operation, for example, might require process-cooling water throughout the plant at one temperature, whereas as an injection molding facility might have 50 injection molding machines that require a different temperature, flow and pressure for each mold and, indeed, each mold half. A central chiller is sometimes suitable for the blow molding operation, since it provides chilled water at one temperature. However, an integrated system that uses a central adiabatic cooler, in combination with machine-side combination chiller/temperature control units (TCUs) will best serve an injection molding operation, since it provides much-needed accurate temperature control, high pressure and flow for individual molds and mold halves.
Other factors also impact the choice of process-cooling technologies, such as the plant’s total water consumption. For example, some plants might choose a closed-loop adiabatic central cooler, rather than an open cooling tower, to significantly reduce the amount of water consumed.
Another important consideration is energy consumption. If a plant aims to lower energy use, it might choose an adiabatic central fluid cooler with a machine-side chiller dedicated to each process. This configuration can help reduce energy use because the adiabatic cooler uses ambient air to cool process water when conditions permit, while shutting down the machine-side chillers. The potential for this type of “free cooling” opportunity depends on a range of variables, including the geographic location of the plant and the coolant temperatures to be maintained.
Whether it’s lower water consumption, reduced energy consumption or other goals related to the operation, the appropriate planning methodology will put the plant on the right path toward choosing the appropriate process-cooling solution.
Evaluating Technology
Just as important as the methodology for planning and designing the system is the need to evaluate the cooling technology itself, especially since numerous advances in recent years have evolved to offer equipment with more than just “nice-to-have” capabilities.
High on the list are controls used to monitor and optimize the performance of the system as a whole, as well as individual components like central chillers and machine-side chiller/TCUs.
The master controllers on today’s integrated systems are designed to optimize the system automatically while facilitating the ability to monitor, collect and evaluate data from each cooling-system component. Control technology used on each system component has also evolved. An example is the ability to record and monitor the energy consumption of individual chiller/TCUs. Doing so allows processors to measure the kW cost/lb of plastic for process cooling and factor in the costs for improved margins.
Proper pressure and flow have also driven continued development of machine-side chillers equipped with high-flow pumps to achieve proper pressure and turbulent flow at the individual heat exchangers (molds, rolls, etc.) in order to ensure part quality and reduce scrap.
Ongoing maintenance also plays into equipment selection. A closed-loop central adiabatic cooler, for example, is unlike a cooling tower that uses an evaporative process. Instead, the central adiabatic cooler operates by pumping water returning from the process into fin-and-tube heat exchangers and cooling it with ambient airflow. Some systems pulse a fine mist of water into the incoming air stream during conditions of high ambient temperature inside the adiabatic chamber. The mist evaporates instantly, cooling the air before it impinges on the cooling coils that carry the process water. The process virtually eliminates heat-exchanger scaling and other maintenance-related issues found with open evaporative cooling systems.
Another technological must is to accommodate business growth. Fortunately, the development of modular process-cooling systems gives processors the ability to expand easily when additional cooling capacity is needed, and not before, conserving capital resources.
About the Author
Al Fosco is marketing manager for Frigel North America. Prior to joining Frigel in 2009, Fosco spent 16 years with Conair’s Water Products Div., holding positions such as v.p. of sales and marketing and general manager of engineering. Prior to that, he spent 14 years in engineering and sales management at AEC. He has a Masters degree in Heat Transfer and Fluid Mechanics Engineering from the University of Illinois. Contact 847-540-0160; a.fosco@frigel.com, frigel.com
















Related Content

Temperature Control: What You Need to Know to Comply With New Cooling-Fluid Regs
Beginning the first of this year, 12 states are following EPA bans on potentially damaging cooling fluids. Chiller suppliers have adjusted equipment designs to accommodate the new regulations. Here’s what all this means to processors.
Read More
Multicoupling Range Extended
Hasco‘s quick-connect system for multiple cooling circuits has added U.S., French and HT versions.
Read More
Cooling Geometry and the Reynolds Calculation
The original Turbulent Flow Rate Calculator worked well with a round circuit diameter, such as a drilled passage, but not as well using hydraulic diameters. Here’s how the problem was fixed.
Read More
Wisconsin Firms Unite in Battle Against Covid
Teel Plastics opened new plant in record time, partnering with AEC & Aqua Poly Equipment Co. to expand production of swab sticks to fight pandemic.
Read MoreRead Next

Advanced Recycling: Beyond Pyrolysis
Consumer-product brand owners increasingly see advanced chemical recycling as a necessary complement to mechanical recycling if they are to meet ambitious goals for a circular economy in the next decade. Dozens of technology providers are developing new technologies to overcome the limitations of existing pyrolysis methods and to commercialize various alternative approaches to chemical recycling of plastics.
Read More
Troubleshooting Screw and Barrel Wear in Extrusion
Extruder screws and barrels will wear over time. If you are seeing a reduction in specific rate and higher discharge temperatures, wear is the likely culprit.
Read More
Understanding Melting in Single-Screw Extruders
You can better visualize the melting process by “flipping” the observation point so that the barrel appears to be turning clockwise around a stationary screw.
Read More