
Switching Hydraulic Oil Saves Energy & Machine Downtime
Test at leading molder shows a high-viscosity, zinc-free oil improves pump efficiency and runs longer, cleaner, and quieter.

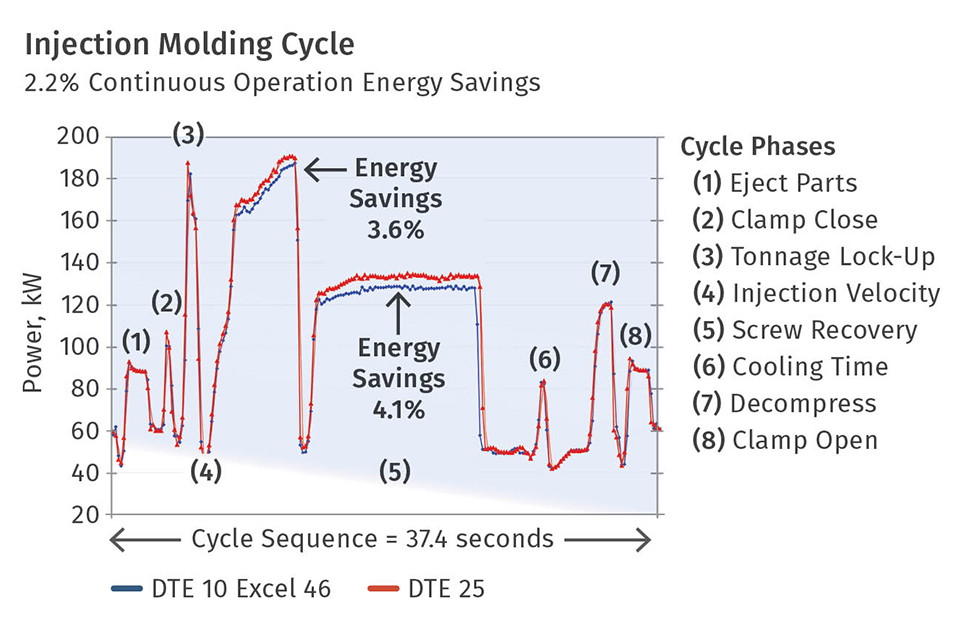
Comparison of high-efficiency Mobil DTE-10 Excel hydraulic oil with Mobil DTE-20 series oil, showing energy savings during mold filling and screw recovery.

This 300-ton 1996 toggle press was tested with the new oil in an environmentally controlled lab where the machine’s power factor is isolated from that of other equipment.
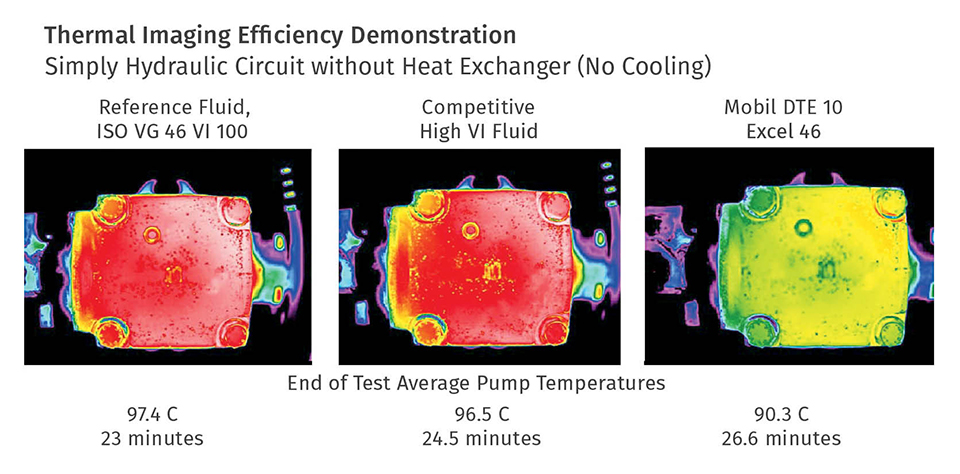
Thermal images of hydraulic pump with different oils shows greater pump efficiency, and therefore less heat generation, with Mobil DTE 10 series. Pump cooling was turned off for this experiment. “Reference Fluid” is a market standard fluid. “Competitive High VI Fluid” is Mobil DTE 20 series.
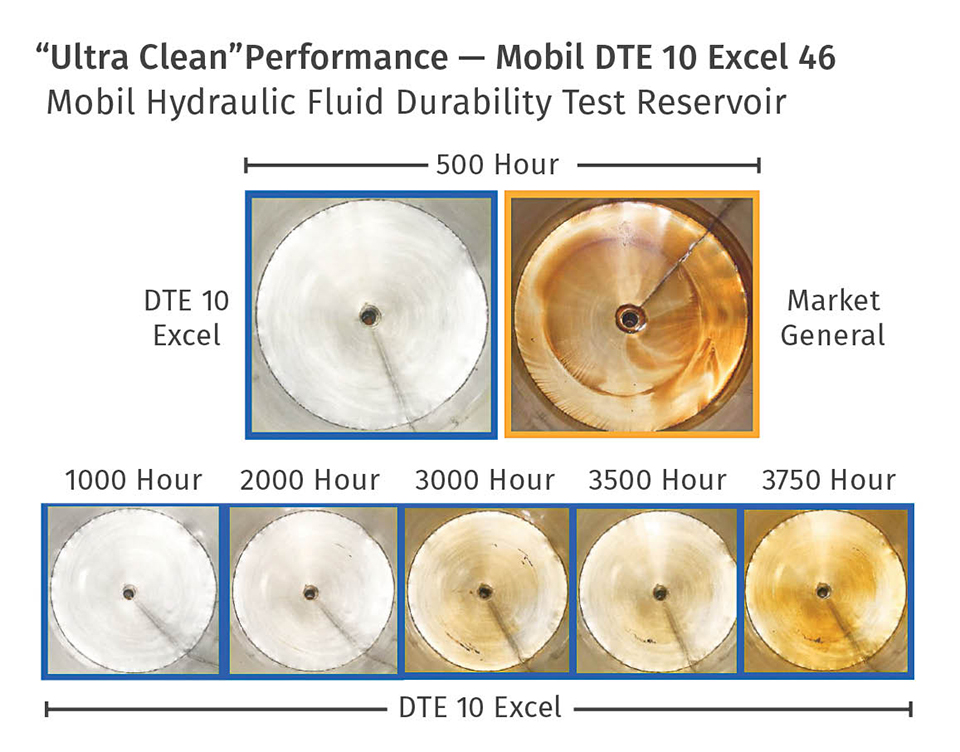
Greatly reduced varnish deposits with zinc-free Mobil DTE 10 series saves costly downtime to clean or change valves. “Market general” oil contains zinc anti-wear additive.


Injection molders and other plastics processors may think of hydraulic oil (when they think of it at all) as a necessary evil rather than a resource for improving their manufacturing efficiency. Perhaps they should think again. Experience at one prominent molder indicates that a premium shear-stable, high-viscosity index (VI) hydraulic oil can be well worth the additional cost in energy savings and reduced downtime for oil changes and valve maintenance. And it can make machines run quieter, to boot.
A NEW WAY TO SAVE ENERGY
Mobil DTE 10 Excel is a family of premium hydraulic oils that has been used for over 10 years in high-load applications such as large foundry presses and off-highway vehicles. However, 2017 marked its debut as a certified source of energy savings, having been tested at eight U.S. injection molders and one metalworking machine shop).



According to Michelle Ruiz, field engineer for ExxonMobil Fuels & Lubricants, Spring, Tex., Mobil DTE 10 Excel is a zinc-free, highly refined mineral oil with a low traction coefficient and shear-stable, high VI that allows it to run cooler and more efficiently than standard hydraulic fluids. It is formulated to provide both reduced internal friction among the oil molecules and less variation in viscosity with temperature. In other words, it flows easier at lower temperatures, such as at machine startup, and “thins out” less at elevated temperatures, as when the oil warms up during continued press operation. She adds, “It is designed for a balance of mechanical efficiency—maximum pump rotations from energy input—and volumetric efficiency—maximum fluid transferred from energy input—which tend to counteract each other but can be balanced by reducing internal leakage. That translates into up to 6% greater pump efficiency, in controlled bench testing with a typical vane pump, than with ExxonMobil’s Mobil DTE 20 series oils.
Ruiz notes that Mobil DTE 10 Excel is also designed for long oil- and filter-change intervals, to keep systems running clean up to three times longer than conventional mineral-based oils.
TESTING AT MOLDERS
EVCO Plastics, DeForest, Wis., is a $150 million custom injection molder with over 1200 employees and 170 machines at nine plants in the U.S., Mexico, and China. It has pursued energy-saving projects such as more efficient LED lighting and a new air-handling system. The company has even considered solar panels. As explained by Bernie Degenhardt, automation and maintenance manager, discussions with EVCO president Dale Evans raised the question of why the firm couldn't look for savings at the most basic level of its operations, such as the hydraulic oil that powers most of its machines.
Engineers from EVCO and ExxonMobil worked together on controlled testing at EVCO’s Innovation Center at DeForest. “It was an ideal situation for controlled testing,” says Ruiz. “The molding test area is environmentally controlled and, most important, the machine’s power factor is isolated from other electrical equipment.”
The week-long test involved a 1996 Van Dorn injection press with a 300-ton toggle clamp. Polypropylene parts were molded on a 1-min cycle. The test demonstrated a 3.2% reduction in electricity demand on that machine. Also participating in the test were engineers from Focus on Energy, a program of Wisconsin electrical utilities that provides businesses in the state with information, resources, and financial incentives to implement energy-saving projects. EVCO has worked with Focus on Energy on previous projects such as its upgrades of lighting and air-handling systems. As a result of the test at EVCO, Mobil DTE 10 Excel is believed to be the first hydraulic oil to qualify as an energy-efficient technology under a statewide incentive program.
Questions about injection molding? Visit the Injection Molding Zone.
Another result of the test is that EVCO plans to use the more efficient hydraulic oil in additional machines. “We’re taking it in stages,” says Degenhardt, starting with six new tiebarless, servo-hydraulic Engel victory presses of 55 to 130 tons that will be going into a newly expanded medical molding plant in DeForest. Degenhardt is also eager to test the oil in a larger press with a more complex hydraulic system, where the energy savings could be greater. “I really want to get it into the 2000-ton press, which wasn't available for the earlier test.” If that trial is also successful, Degenhardt foresees a gradual program of introducing Mobil DTE 10 Excel in more and more of EVCO’s machines, starting with the largest tonnage models.
QUICK PAYBACK
One obvious reason why plastics molders haven’t adopted this more efficient hydraulic oil sooner is that it costs up to twice as much as standard oils. Part of that additional cost can be defrayed by programs such as Wisconsin’s Focus on Energy, which, in Ruiz’s experience, has paid 26% to 27% of the incremental cost for energy-saving technologies.
Three times longer between oil changes and greatly reduced varnish deposits on valves help pay for a premium hydraulic fluid.
According to Ruiz, prior experience at another injection molder and a metalworking plant showed payback in 18 to 24 months from energy savings alone. Both Ruiz and Degenhardt agree that molders have to look at much more than energy savings to justify switching to a premium hydraulic oil. “Varnish buildup on valves is a big problem,” notes Degenhardt. Not only does that require downtime to remove and clean or replace dirty valves, but a much more concerning factor is that while varnish is accumulating on the valves, the machine’s performance is gradually drifting, affecting quality and cycle time.
Degenhardt also credits the substantial advantage of up to three times longer periods between oil and filter changes promised by Mobil DTE 10 Excel. That again saves costs of downtime and disposal of waste oil. Ruiz says typical hydraulic oils used in molding machines contain zinc as an anti-wear additive.
But zinc is responsible for sludge and varnish accumulation as the oil ages in use. Mobil DTE 10 Excel is zinc-free. And there’s one other, quite unexpected, benefit from changing to the new oil: “When I entered the lab, I couldn't hear the machine. I had to ask, ‘Is this thing running?’ It was so quiet.” Ruiz explains that Mobil DTE 10 Excel contains air-release additives that prevent micro-cavitation, which accounts for noise in operating hydraulic systems.
Trend to More Efficient Hydraulic Oils
ExxonMobil’s Ruiz says there has been an industry-wide trend toward improving the energy efficiency of hydraulic oils. Other evidence of that trend that has appeared in Plastics Technology includes these articles:
“New Hydraulic Fluid Trims Energy Consumption,” a case history of custom injection molder Niigon Technologies, which saved 13.6% in energy use with Tellus EE, a new synthetic oil from Shell Lubricants, Houston.
“Oil Additive Helps Hydraulic Presses Save Energy,” about a new Dynavis oil additive from Evonik, Parsippany, N.J., that improves the viscosity index of hydraulic oils. It has been licensed to a number of oil suppliers and has been tested in Engel and Boy machines, yielding energy savings of 6% to 10%.
















Related Content

Custom Injection Molder Plugs into All Electric Machines
Formerly a showroom for early-aughts-era Van Dorn hydraulics, the newest additions to Drummond Industries’ transforming fleet are all-electric Niigata injection molding machines.
Read More
New CRM Streamlines Quoting for Automotive Molder
Eliminating the need to contact each supplier for every individual quote, a new CRM for automotive supplier Axiom Group tracks past quotes as well as industry history to generate fast, reliable RFQs and more.
Read More
Thermoformer Maximizes Productivity with 3D Printing
Productive Plastics has created an extensive collection of 3D printed manufacturing aids that sharply reduce lead times.
Read More
Novel ‘Clamtainer’ Extends Thermoformer's Reach in Packaging
Uniquely secure latching expands applications for Jamestown Plastics’ patented clamshell package design.
Read MoreRead Next

Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More
Troubleshooting Screw and Barrel Wear in Extrusion
Extruder screws and barrels will wear over time. If you are seeing a reduction in specific rate and higher discharge temperatures, wear is the likely culprit.
Read More