
The Paradox of Proportioning
Continuous proportioning typically involves a group of gravimetric feeders operating under some form of higher level coordinating control. One would think the result should be a perfectly formulated composite stream. But the devil is in the details.


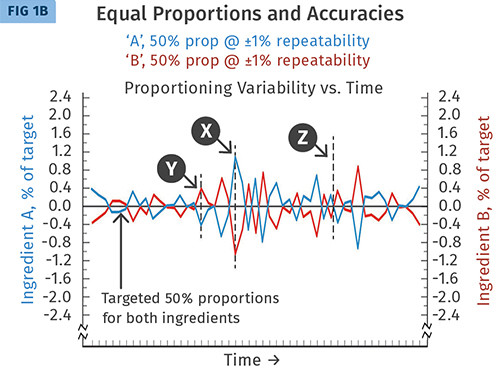
Fig 1A shows a 50/50 formulation in which both feeder A (blue) and feeder B (red) possess the same ±1% repeatability performance. Their average discharge rates are thus identical, but since each feeder independently controls to its own ingredient’s setpoint, their individual moment-to-moment discharge-rate traces naturally differ. As shown in Fig, 1B, at any instant, each ingredient’s proportion in a cross-sectional slice of the combined flow reflects the natural variations in the discharge rates of both recipe components. Since this example involves just two ingredients, the ‘proportioning variability profiles’ for A and B necessarily mirror each other.
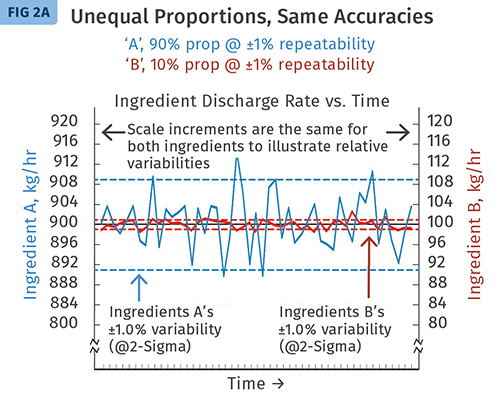
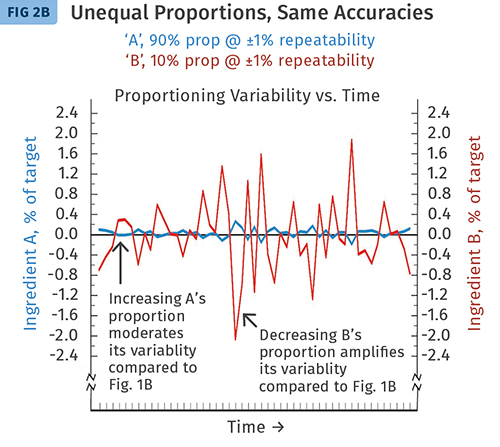
Shifting to a 90/10 A/B mix (Fig 2A), A’s discharge rate variability dominates B’s identical variability, causing B’s proportion in the composite stream to become much more variable, as shown in Figure 2B. From A’s perspective, B’s flow rate appears to be relatively constant, thereby suppressing A’s proportion variability in the blend.
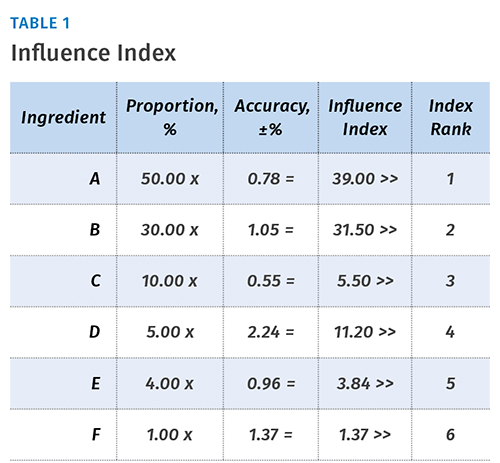
Here, as is often the case, the major ingredient has the highest Influence Index. Thus, improving feeder accuracy on that ingredient will most effectively reduce overall proportioning variability.
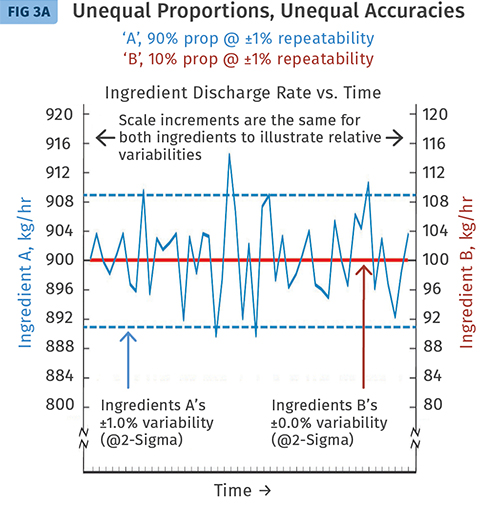
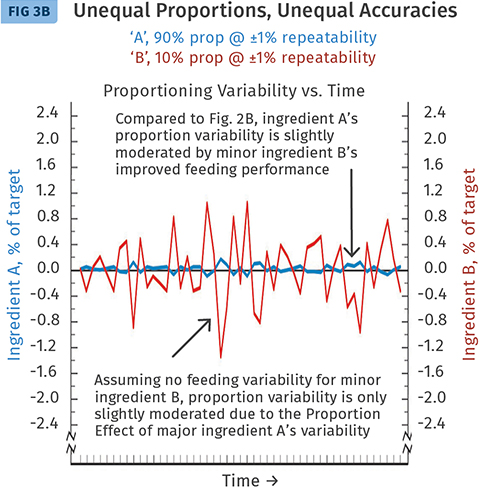
Assuming perfect zero-variability feeding for ingredient B (Fig. 3A) isolates the effect of ingredient A’s variability on both ingredient proportions. In Fig. 3B, we see both Proportion and Performance Principles in effect. Even if B is perfectly fed without error, its proportion variability, although moderated, persists due to the variability of major ingredient
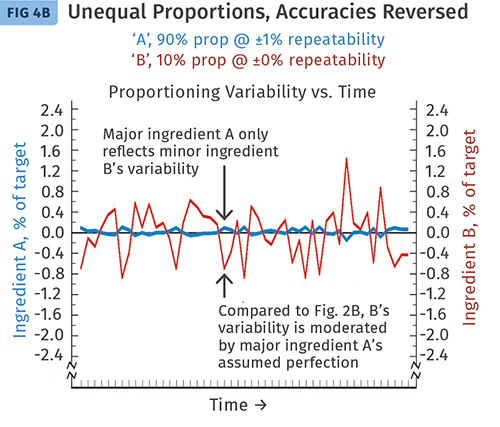
As shown in Fig. 4A, if feeder A becomes the “perfect” feeder and feeder B is restored to its original ±1.0% variability, the Proportion and Performance Principles work more fully in your favor. In Fig, 4B, A’s blend proportion varies only to the extent of B’s minor ingredient influence, while B’s variability is reduced due to A’s assumed invariability.



Continuous compounding presents a perplexing yet widely underappreciated paradox: How can any formulation component be accurately proportioned to a blend stream that doesn’t yet exist?
On its surface, this question may not appear to present a problem at all, much less a paradox. The reply might go, “If total throughput is to be 1000 lb/hr, I can simply set my 50% ingredient to 500 lb/hr. So what’s the problem?”



But as the saying goes, “The devil’s in the details,” so consider closely what’s actually happening when multiple components are simultaneously and continuously proportioned prior to extrusion.
Continuous proportioning typically involves a group of gravimetric feeders operating under some form of higher level coordinating control (e.g., PLC, supervisory control). Each feeder receives or computes its target rate in the form of an engineering-unit setpoint command, reflecting the product of total desired formulation rate and the component’s specified proportion. On the face of it, at least, the result should be a perfectly formulated composite stream. As we delve deeper, however, two sobering realities complicate the picture.
The first reality is that perfect flow-rate control doesn’t really exist. If it did, there wouldn’t be a problem or a paradox at all. The fact is that any feeder can only approximate perfection, as reflected by its measured repeatability performance—typically somewhat better than ±1% of its requested discharge rate. In operation, each feeder can control the discharge rate of its assigned ingredient only as precisely as the particular combination of its design, material-handling capabilities, weighing system, control logic, environment, and the ingredient itself permit.
The second reality is a direct consequence of the first: Since every feeder’s discharge stream varies to one degree or another, the proportion of any and all ingredients in the composite formulation stream necessarily varies as a result. In short, every feeder’s discharge-rate variability affects the proportion of all other components and, in return, is affected by the aggregate variabilities of all other components in the formulation.
Taken together, these two realities comprise what we’ll call the Recipe Effect, the essence of the paradox of proportioning. Unable to escape the Recipe Effect, we are forced to admit that once part of the formulation stream, any ingredient’s actual proportion cannot be known exactly and thus may risk violating pre-established Q/A proportion tolerance limits.
FORMALIZING THE ‘RECIPE EFFECT’
The Recipe Effect references the interplay between feeding accuracy and recipe proportions, and has everything to do with the fact that feeding accuracy is based on the flow rate of an individual ingredient, whereas recipe proportions (and their associated statistically based Q/A tolerance limits) reference the total formulation stream.
To the uninitiated, the Recipe Effect may appear to add an unwelcome level of complexity, but such details matter in terms of end-product consistency and quality compliance/reject rates. Fortunately, once we recognize and concede the facts governing proportioning, we can easily incorporate them (and their lessons) into our practice of proportioning formulations on the processing line.
And so we recast these realities into two underlying principles that encapsulate the Recipe Effect:
1. The Proportion Principle: The greater an ingredient’s proportion in the formulation, the more its feeder’s discharge-rate variability influences the proportions of other ingredients.
2. The Performance Principle: The performance of each ingredient feeder affects the proportion variability of all other ingredients in the composite stream, but only to the extent permitted by the Proportion Principle.
Simple enough, but as the examples that follow will show, the Recipe Effect can produce results that may at first appear unfamiliar, unexpected, or even counterintuitive.
PARADOX BY EXAMPLE
To best visualize the Recipe Effect at play, first consider the simplest possible proportioning example where just two ingredients, A and B, are continuously combined in equal 50/50 proportions. Assume a formulation rate of 1000 lb/hr and identical ±1% of ingredient set-rate repeatability performance (discharge variability) for both ingredient feeders. See Figures 1A (discharge rate vs. time) and 1B (proportioning variability vs. time).
Since each feeder independently controls to its own ingredient’s setpoint, their individual moment-to-moment discharge-rate traces naturally differ (1A). Also note that since there are only two ingredients in this example, their proportioning variabilities in the formulated stream are necessarily equal and opposite, as shown in Figure 1B, which shows each ingredient’s proportioning variability in the resulting AB discharge stream expressed as a ±% of each ingredient’s targeted proportion of 50%. These variabilities reflect the composite effect of each feeder’s separate and independent discharge-rate variability.
Consider instant “X” in Figure 1A. There, ingredient A’s feeder is discharging at the high end of its variability range at the same time as ingredient B’s feeder is dosing in the lower end of its variability band.
For instant “X” in Figure 1B, we see that at that cross-sectional slice of the composite recipe stream, ingredient A’s proportion rises and B’s falls. This will be the case whenever feeder A is operating above its setpoint at the same time feeder B is operating below its targeted rate. The opposite, equally likely, case is shown at instant “Y,” where feeder A varies low at the same time as feeder B varies high.
And lastly, instant “Z” illustrates the case where the discharge rates of both ingredients are equal (even if not at the desired setpoint), resulting in the intended 50/50 proportion. Thus, even though the desired 50/50 blend may be realized on average for any particular cross-sectional slice of the composite stream, the exact proportions of A and B remain somewhat uncertain.
MAJOR & MINOR: THE PROPORTION PRINCIPLE
Now consider a more common, but still hypothetical, example involving a major and minor ingredient. This time, A and B are to be combined in 90/10 proportions respectively. Again, assume the same 1000 lb/hr total formulation rate and the same ±1% accuracies for both feeders.
As shown in Figures 2A and 2B, two effects manifest themselves: The first has to do with the effect that A’s discharge-rate variability has on B’s proportioning variability, and the second relates to the effect that B’s discharge-rate variability has on A’s proportioning variability.
In the first case, note that ingredient A, now a major component comprising 90% of the recipe, possesses a comparatively large absolute (engineering-unit) discharge-rate variability (2A). Even though both feeders continue to perform at ±1% of their respective set rates, the disparity in ingredient proportions now acts to amplify the proportioning variability of minor ingredient B in the formulated stream (2B). This is because the relatively greater engineering-unit variability in the discharge rate of a major ingredient (A) more directly contributes to increased variability in total formulation rate, which is the basis (denominator) for the calculation of any ingredient’s proportion in the total recipe, whether major or minor.
The second effect seen in the current example illustrates the effect of ingredient B’s discharge-rate variability on ingredient A’s proportion. Since minor ingredient B’s absolute discharge-rate variability is small compared to A’s (2A), B’s effect is to moderate A’s proportion variability in the total recipe (2B). Essentially, from A’s perspective, B’s flow rate appears to be relatively constant, thereby suppressing A’s proportion variability in the composite A+B formulation.
ADDING IN ACCURACY: THE PERFORMANCE PRINCIPLE
Up to this point, feeding accuracies for both A and B were assumed identical at ±1% of ingredient set rate. Now we will consider how differences in feeder accuracy affect the formulation.
We continue with our assumed 90/10 recipe proportions for A and B, but now assume minor ingredient B feeds with perfect, error-free ±0% variability while ingredient A still feeds at ±1%.
Figures 3A and 3B show that, while B’s “flatlined” discharge-rate variability clearly reflects its assumed perfection, B’s proportion in the formulated stream appears only somewhat less variable compared with its previously assumed ±1% performance level. B’s persistent variability in the total formulation is due entirely to the fact that A’s continuing ±1% variability influences B’s proportion in the composite stream due to the Proportion Principle. Note that A’s proportioning variability is only slightly diminished by B’s improved performance due to B’s minor presence in the blend.
But now see what happens when A’s and B’s feeding accuracies are reversed so that major ingredient A becomes the “perfect” feeder at ±0% and minor ingredient B is restored to its initially assumed ±1% level. As shown in Figures 4A and 4B, A’s discharge-rate variability vanishes and the small variability of its proportion in the composite flow is entirely due to B’s relatively insignificant proportion. B’s discharge-rate variability returns to its originally assumed state, and the variability of its proportion in the composite stream returns, although slightly reduced due to A’s improved performance.
IMPLICATIONS AND ISSUES
After digesting these examples we can now generalize their lessons and make some useful observations regarding the Recipe Effect’s impact in practical application.
• Magnitude: First, consider the magnitude of the Recipe Effect. Is it significant or can it be ignored altogether? The answer is that it depends on the particular proportions and feeder accuracies involved.
What matters in the final analysis is the absolute (engineering-unit) variability of each ingredient in the formulation stream. And that, in turn, depends on its targeted proportion and the rate-based accuracy at which it is introduced.
• Ingredient-level influence: For any given recipe setup, it’s important to know how strongly the performance of each ingredient feeder impacts proportioning integrity. The Recipe Effect offers the quickest possible answer.
Simply by multiplying an ingredient’s intended proportion (0-100%) by its feeder’s accuracy (without the ±, of course) produces what we might call an Influence Index. The Influence Index effectively combines into a single number both the proportion and performance aspects of the Recipe Effect.
For any given formulation, then, the ingredient feeder with the highest Influence Index will have the strongest overall impact on the consistency/variability of the formulation’s proportions. This means that improving, if possible, the performance of the highest-index feeder would most effectively improve overall proportioning consistency. Table 1 shows a sample six-ingredient recipe and illustrates the calculation of each ingredient’s Influence Index.
Major ingredient A in our example has the highest Influence Index. Thus, further improving feeder accuracy on that ingredient would most effectively reduce overall proportioning variability.
On the other hand, feeders with comparatively low Ingredient Indices have relatively less potential to improve overall proportioning consistency. This does not mean, however, that minor-ingredient feeding performance can be safely ignored. The typically high unit costs of many minor recipe components provides ample justification to feed them as accurately as possible—not, however, to improve overall proportioning integrity but to avoid the need for overfeeding and to enable recipe-wide ingredient cost minimization.
• Relationship to Q/A tolerance limits: If the distortions imposed by the Recipe Effect are significant enough, they may risk violation of applicable Q/A ingredient tolerance limits, especially for minor components whose limits are tight and highly restrictive. If an ingredient’s limits are violated it is understandable that, initially at least, suspicion would fall on the offending ingredient’s feeder performance. And more likely than not, some type of performance problem would often prove to be the cause.
However, if tolerance-limit violation persists even when feeder performance is within spec, the Recipe Effect suggests that one or more other formulation ingredients are not being fed accurately enough to prevent Q/A violations in “vulnerable” minor-proportion components.
• Post-formulation mixing: Regardless of their source or cause, variabilities may be moderated through the “averaging” effect of mixing, but thorough upstream/downstream mixing is not always an option nor is it always effective in eliminating such variabilities.
Even when mixing is performed, depending on the characteristics of the materials involved, subsequent handling, transport, conveying, or other downstream operations may potentially degrade the proportion balance through the de-mixing mechanism of segregation, possibly restoring these variabilities to some degree.
• Time scale: Feeding accuracy means achieving and maintaining a specified weight-based discharge rate on a material whose state and condition may vary unexpectedly in an operating environment less than ideal for precise weighing. Considering such a challenge, it is not surprising that time is a crucial factor in feeding accuracy and consistency.
Feeder accuracy is measured by carefully sampling its discharge stream, independently weighing the samples, calculating actual discharge rate, and comparing the result to the intended (set) rate. The longer the sample interval, the more accurate and consistent the feeder can be expected to be. Conventionally, a feeder’s steady-state performance is assessed using 60-sec samples, but more and more often, process and end-product quality considerations require feeder performance to be based on much briefer time scales, as short as several seconds.
At such brief performance time scales, feeder performance is certain to be hampered to one degree or another by factors that are insignificant or irrelevant at lengthier time scales (e.g., discharge pulsing, material cascading, particle-size effects, weight-loss measurement, or screw-speed adjustment).
Thus, in reckoning the impact of the Recipe Effect on any real-world formulation, it is crucial to start off with feeder accuracies that reflect the relevant time scale of the process itself.
Unlike discrete, batch-type formulation strategies, continuous compounding achieves proportioning integrity by controlling the flow rate of each formulation component “on the fly.” While offering the benefit of greater operating efficiency and productivity, the approach demands especially close attention to the intricate relationship between feeder performance, required proportions, and the relative proportions of all formulation components.
By formalizing the relationship into a pair of underlying principles, together called the Recipe Effect, continuous compounders will be better able to recognize and avoid the “devil” that lurks in the hidden complexities of on-line compounding.

Read Next

Troubleshooting Screw and Barrel Wear in Extrusion
Extruder screws and barrels will wear over time. If you are seeing a reduction in specific rate and higher discharge temperatures, wear is the likely culprit.
Read More
People 4.0 – How to Get Buy-In from Your Staff for Industry 4.0 Systems
Implementing a production monitoring system as the foundation of a ‘smart factory’ is about integrating people with new technology as much as it is about integrating machines and computers. Here are tips from a company that has gone through the process.
Read More
Processor Turns to AI to Help Keep Machines Humming
At captive processor McConkey, a new generation of artificial intelligence models, highlighted by ChatGPT, is helping it wade through the shortage of skilled labor and keep its production lines churning out good parts.
Read More