
THERMOFORMING AT NPE: Formers & Trim Presses Get A Comprehensive Makeover
NPE2015 Wrap-Up
Operating efficiency, flexibility, and fast changeovers were the big themes in new equipment at the show.


For forming transparent PP parts, a new study shows superior performance of syntactic plug-assist materials in haze, material distribution, and crush strength compared with solid-polymer plug assists.

Brown’s new Elite Series trim press is equipped with a range of cutting-edge features that are said to offer greater speeds, superior trim precision, longer tool life, ease of maintenance, and faster changeovers.
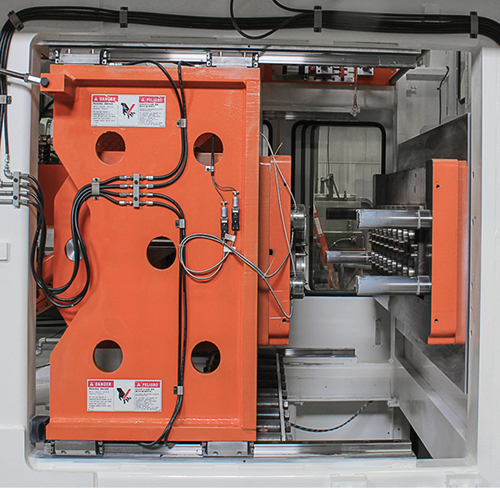
On Brown’s new trim press, an optional a patent-pending drop-away connecting rod release (shown retracted) offers faster changeover and easy die-set maintenance.

As with all other processors, thermoformers are looking for ways to increase their productivity and efficiency, and March’s NPE2015 show offered them a variety of options in both forming and trimming stations to achieve these objectives. This article reports on new technology introductions not covered in previous issues, such as our March NPE thermoforming news preview.
NEW FORMERS
The SS454 high-speed thermoformer from Lyle Industries features powerful and precise dual servo drives on each platen that reportedly ensure smooth and balanced platen movements together with fast mold opening and closing. Extremely high coining forces are realized through the mechanics of the station, providing optimum part definition, the company claims.



The heavy-duty design can handle 100 psi or higher air pressure with minimal deflection, while side-actuated roller-bearing toggles are said to provide long life and exceptional platen stability. The machine also features what Lyle calls “next-generation valving.” High-flow vacuum- and pressure-forming valves are said to be 65% smaller in design yet with 40% faster fill and evacuation rates than previous-generation valving.
Options include top or bottom servo plug drive featuring roller-screw technology; a quick-change tool package; servo-controlled valving; and plug-heater control.
TRIM PRESSES
Brown Machine debuted a slew of products at the show. Key among these was the LS-Elite Series line of servo-driven horizontal trim presses. The series is equipped with a range of features that are said to offer greater speeds, superior precision, longer tool life, ease of maintenance, and faster changeovers.
These new machines feature a balanced mainframe assembly, enhanced linear-guided platen systems, neutral link counterbalance systems, advanced canopy systems, cammed servo-feed systems, servo-driven treadles, servo ejectors, and efficient drive systems. They reportedly are designed to run fast without sacrificing trim quality or machine durability.
For faster tool changeovers, Brown has designed new features and re-engineered components to achieve what it claims are the fastest changeover times in the industry. These innovations include full safety guards that provide easy accessibility for maintenance and tool changeover, side-loading capabilities, EZ-adjust crank throws, fine-adjust platen parallelism, drop-away release connecting rods, treadle lift, canopy retraction, and automated controls for tool positioning.
The Elite Series is capable of speeds in excess of 175 strokes/min and changeover times under 30 min. Standard features include the following:
• Allen-Bradley Panelview interface with Compact Logix machine control, coupled with high-speed/torque servo motors and drives from Yaskawa, are said to provide complete trim-press control throughout the range of both speed and power. The press controls employ user-friendly open-architecture programming with non-proprietary software and components.
• A balanced frame design has precision leveling control and vibration-absorption set pads. Redesigned this year, the tubular metal frame and platens are stress-relieved and machined to optimize balance, guiding, and support. The superstructure also includes front outriggers and adjustable set-pads for precise leveling and movement absorption.
• Spread-design, preloaded linear ball bearings are said provide extreme accuracy and extended die life. The moving platen has greater depth to minimize deflection, allowing the bearings to be spread further apart. Coupled with the utilization of preloaded ball bearings, this reportedly provides near-zero deflection at full tonnage and greater stiffness that virtually eliminates tilt in off-center trim load conditions.
• Crank sheaves incorporate gear teeth and cog belts for positive performance and zero slip between the crank sheave and drive system to boost power and speed control. The cog belts also maintain the design feature of shock absorption that is transferred though the drive system during trim.
• Full-length bypass sliding guard doors on the sides of the new trim press and hinged guard doors in the front and rear offer high-level safety to prevent operator access inside the machine during operation. This improved design also provides easy entry and accessibility during tool changeover and maintenance functions.
Several patent-pending options are also available. Among them are EZ-Adjust Crank Throws for faster trim-press stroke changes. A precision-machined gib-and-way within the crank sheaves or flywheels allows the crank throws to be easily relocated to a new stroke position.
During changeover, stroke changes with the new system are accomplished in three easy steps: The crank-throw bolts and locating shoulder bolt are removed; an adjustment screw allows the crank throw to travel in the gibs to the desired stroke setting; and then the crank-throw bolts and locating shoulder bolt are reinserted. This new design is considerably easier than the traditional method of removing the crank throws, manually positioning the components to the new stroke position, and then securing the throws in the new position.
Another option is a drop-away connecting-rod release for faster changeover and easy die-set maintenance. This new design incorporates a drop-away release feature within the connecting rod that allows the moving platen to open farther than the preset trim-press stroke. The trim tool assembly can be removed from the side of the press without first disassembling the individual ejector rods and automation takeoff tubes.
Another benefit is the ability to maintain die sets within the press. Generally with shallow components designed to trim on a short stroke and the moving platen fully open, there is virtually no room between the punch and dies. The drop-away release provides the ability to retract the moving platen farther back, providing ample clearance for trim assembly maintenance without having to remove the trim tooling from the machine.
Still another option is a neutral link system to provide true counterbalance conditions at high speed. The system incorporates multiple stroke settings to allow adjustment of counterbalance travel to optimally offset the combined weight of the moving platen and tooling. As a result, Brown says thermoformers can increase or decrease counterbalance stroke in relation to the increase or decrease in the moving-platen stroke. Adding this capability eliminates the need to run with a fixed-stroke counterbalance in a severely unbalanced weight-load condition or having to add or remove weight from the counterbalance system.
Also offered as options are a new trim press and tooling protection control functions, which feature real-time strain-gauge tonnage monitoring and trim-press and die-set bushing temperature monitoring to ensure optimum operation parameters. Also new is an advanced canopy system for positive guiding; loop control and positioning for transfer from the thermoformer to the trim-press feed system; an updated servo ejector system for increased rigidity and higher performance; updated drive system for positive drive and reduced flex; and an updated treadle lift for smoother lift with the moving platen in any position.
Brown has sold three units and two more are being built.
Meanwhile, new LR Series trim presses from Thermoforming Systems LLC feature massive welded and stress-relieved frames to accommodate the required trimming loads on each of the horizontal and vertical linear-rail press models. Forward and reverse trim configurations of the horizontal presses are available, as are servo-driven nip wheels or servo-mechanical pick feeds. Vertical models feature fore and aft servo index wheels for maximum speed and accuracy in indexing. Parallel treadle motion, servo ejector, and integration with downstream automation are also available.
QUICKER ROLL CHANGES
Germany’s Gabler, which displayed at Lyle’s booth, discussed a sheet roll-change device called Lift. Gabler says the automated unit offers thermoformers reduced production interruptions by facilitating changeovers from roll to roll in off-line forming operations. The Lift can reportedly handle rolls to 2000 mm diam. weighing up to 4400 lb. Payoff speed can be aligned to the thermoforming machine to ensure smooth roll unwinding.
Gabler also discussed new-generation, high-efficiency sheet preheaters aimed in particular at PP, other polyolefins, and coextrusion applications.
As Gabler explains it, the most important factor in off-line forming of polyolefins is sheet-core temp. Gabler offers two solutions, which it calls the 2heat and 4play. Each system offers extra-large-diameter drums and uniform heating of the drum circumferences, which are said to ensure smooth heat transfer into the sheet while providing uniform temperature distribution to the core. An integrated sheet heat tunnel avoids a temperature loss from the sheet prior to entering the former.
Either unit can be used with any type of former. The 2heat is geared for sheet widths to 640-mm, while the 4play is suited for wider (800 to 13300-mm), higher throughput operations. It offers an automated feed system for faster startups. With each device, the drums have a protective coating and can be easily accessed from all sides for cleaning.
PLUG-ASSIST STUDY
At NPE2015, CMT Materials Inc. released the results of a study showing that syntactic-foam plug assists deliver greater performance benefits than solid-polymer plug assists for thermoforming transparent PP parts. While measuring the influence of different plug-assist materials, CMT scientists found statistically significant improvements in haze, material distribution, and crush strength for thermoformed PP parts that utilized syntactic-foam plugs. Plug surface quality, which was affected by machining and polishing techniques, was also identified as a critical factor.
Thermoforming trials with 0.055-in. (1.39-mm) thick PP sheet, clarified with Milliken Millad NX 8000, were run at uVu Technologies, Boca Raton, Fla., to determine if CMT Materials’ Hytac-C1R copolymer syntactic foam could provide all the benefits of syntactic foam without any loss in optical properties compared with solid polymers such as polyetherimide (PEI) and acetal.
The formed part was a 3.5-in. (89-mm) tall cup with a rim inner diameter of 2.6 in. (66 mm) and a bottom diameter of 2 in. (51 mm), resulting in a draw ratio of 3.4.
Hytac-C1R resulted in cups with 20% lower haze compared with PEI. Forming cups with C1R instead of PEI also resulted in a 10% increase in cup weight. In addition, cups formed with C1R weighed 3% more than those formed with acetal.
“Hytac-C1R has a high-friction copolymer base, which maximizes the ability to pull sheet material into the tool compared with other plug materials,” notes Kathleen Boivin, materials engineer at CMT. Forming with the material increased the minimum sidewall thickness by 28% compared with PEI and 20% versus acetal. For thermoformers, part thickness is related to crush resistance.
“The container needs to survive its intended use without any signs of failure,” explains Boivin. “For example, a clear drink cup needs to be rigid enough to avoid buckling and spillage when the lid is applied, and a berry basket needs to be strong enough to survive stacking of the filled containers to prevent damaging the fragile contents.”
The increased cup weight and minimum sidewall thickness obtained with CMT’s material resulted in 31% higher cup crush strength compared with plugs made from PEI, according to the study. Ultimately, Hytac-C1R resulted in equivalent or improved optical properties vs. PEI and acetal while improving material distribution and leading to stronger cups.
















Related Content

An Automation 'First' for Non-Servo-Eject Trim Presses
Compact, flexible and configurable robotic system is said to be the first to enable thermoformers to fully automate product handling after a non-servo trim press.
Read More
New Illig Tool Network for North America
Mexico’s GIC becomes Illig’s first certified thermoform tooling partner.
Read More
Thermoforming PCR: An Equipment Supplier’s Pointers
Thermoforming PCR is not radically different from forming virgin, but variation in recycled materials can require extra care to get a consistent end result. Start by examining every aspect of the process from the sheet (and extrusion process if run inline) to the final trim.
Read More
OMV Technologies Gets New CEO
Kooper brings 33 years of experience in the industrial and consumer packaging industries to OMV--the closed-loop, turnkey, inline extrusion, thermoforming and tooling systems manufacturer.
Read MoreRead Next

THERMOFORMING AT NPE: Machines Get Faster, More Flexible & Precise
They’re more energy-efficient, as well.
Read More
THERMOFORMING AT NPE: Machines Get Faster, More Flexible & Precise
They’re more energy-efficient, as well.
Read More
THERMOFORMING AT NPE: Machines Get Faster, More Flexible & Precise
They’re more energy-efficient, as well.
Read More