
Thermoforming News at K 2013
Close Up: Thermoforming
New machinery and tooling developments for thermoformers debut at K.


Brown’s new VersaForm is billed as a smarter machine with more control, power, durability, and operational flexibility in a space-saving footprint.
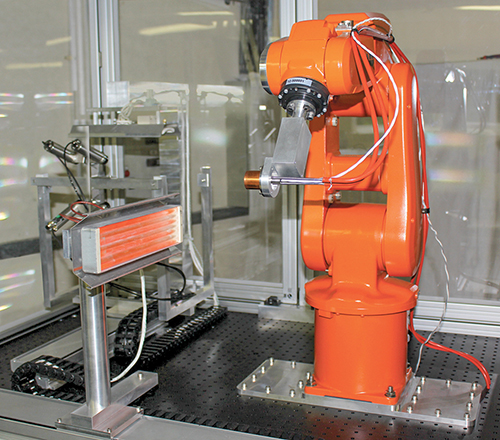
On Ceramicx’s new infrared heat tooling, a robot moves the sensor arm into a predefined area and makes a detailed series/collection of measurements, thereby building an energy map of the field in front of the IR heater. By tweaking various IR heat sources, a thermoformer will ultimately be able optimize the process and be able to take energy cost out of the process



Thermoformers today have more options in machinery that offers greater speed, versatility, precision, and simplicity. That was clear from the exhibits at October’s K 2013 show in Dusseldorf, Germany. (See last month’s feature reports on extrusion, injection molding, and auxiliaries.) Simplicity was evident in two main areas: new user-friendly control platforms and machine designs that integrate forming and trimming in the same station. This report focuses mainly on news of interest to North American processors.
NEW MACHINES



Brown Machine LLC, Beaverton, Mich., took the wraps off the VersaForm FTS-760 continuous inline thermoformer at the show. Designed and engineered specifically for processors that operate worldwide, Brown says it’s a smarter machine with more control, power, durability, and operational flexibility in a space-saving footprint.
New features include:
•Independent form/trim/upstacker stations mounted in a single-piece mainframe for true positioning while providing a fully self-contained machine system.
•Form and trim stations that incorporate servo-driven upper and lower platens with four mechanical toggle assemblies that are corner-guided by linear bearings. The toggles are strategically positioned on a honeycomb platen design to eliminate deflection. Symmetrical drive loads throughout the toggle linkages and drive system eliminate all over-hung loads.
•Independent roller-screw third-motion technology—available within the top platen—to improve material distribution, reduces starting gauges and provides a wider process window, which means better parts, faster, and with less material waste.
•A non-proprietary Integrated Smart Control System software package that enables the machine to make operational adjustments automatically to prevent problems, communicates system performance and out-of-range operations via a warning system, and also tracks and sends notifications of preventive-maintenance needs.
•Dual high-torque, servo-electric index system with independent motors mounted on each rail that are electronically geared together for superior positioning accuracy. This system also eliminates index shaft wrap-up. The motors are positioned at the exit end of the thermoformer to pull the chain through the rails, ensuring that material stays flat and index variation is minimized.
•Full-open clamshell oven with balanced temperature profile. Panel heaters are mounted both perpendicular and parallel to sheet flow direction, allowing precision zone profiling from front to back and side to side.
•Fully adjustable upper and lower water-cooled plates for positioning within the infeed oven area to provide “the ultimate in balanced heat profile,” Brown claims.
The machine is available in FT (form/trim) and FTS (form/trim/stack) versions, with a mold area of 762 x 570 mm (30 x 22.4 in.). Both versions include form/cut-in-place and form/independent-trim capabilities as a standard feature.
In other machinery news, Swiss builder WM Wrapping Machinery SA showed two continuous formers. The 780 E IM2 Speedmaster Plus forms and cuts using a steel-rule blade in the same station. It can be equipped with a second cutting press when needed and with a three-axis robot for product counting, stacking (even with A-B or A-B-C sequences), and removal. Standard machines come with motorized height adjustments for lower and upper platens. This gives flexibility to carry molds of different heights without the need for adapter plates. The forming station also has a servomotor for deep-draw sheet prestretching. The machine can accommodate molds up to 780 x 570 mm.
WM’s second machine, the model FT 500, is a simultaneous form-cut machine with lower tilting platen. It is also equipped with servo-driven plug assist and a stacking system with rotating plates for removing, counting, and single-row stacking of formed products.
On this former, the tilting unit of the lower platen can rotate 75° using a combination of servo-driven cams and levers to ensure maximum precision and repeatability, as well as power calibration during both forming and cutting phases. This machine handles molds up to 570 x 375 mm.
Italy’s OMG displayed its Elektra series of continuous formers for thin-gauge applications. Thermoforming Systems LLC, Union Gap, Wash. displayed the Rotary 500 former that offers a maximum web width of 1300 mm and part depth of 50 mm.
See our September 2013 show preview report or navigate to the article archives on ptonline.com for news in thermoforming machines that were shown by GN Thermoforming Equipment, Chester, Nova Scotia ; Gabler Thermoform GmbH in Germany; Geiss of Germany (U.S. office in Durham, Conn.) Illig (U.S. office in Chester Springs, Pa.); and Kiefel Technologies (U.S. office in Portsmouth, N.H.).
TOOLING INNOVATIONS
Marbach Group, represented here by Marbach Tool & Equipment, Elkhart, Ind., displayed new tooling for fast-cycling applications. MT Easy Tool is a solid aluminum mold base that offers a 50% lighter weight, which provides formers with an opportunity to significantly increase cycles, the company says.
Bosch Sprang BV of the Netherlands (U.S. office in Mokena, Ill.), displayed new tooling that forms and punches in one step. The tool was developed to produce lids for Nescafe coffee capsules.
Ceramicx, County Cork, Ireland, launched a novel infrared heating tool developed with Trinity College, Dublin. The tool reportedly gives thermoformers an easy and automated way to measure and map a heat spectrum that was previously invisible. In thermoforming ovens, a number of infrared ceramic heaters are generally mounted on reflectors, which are then arrayed upon a platen. Ceramix officials said the performance of the background reflectors, their material composition, and the performance of the platen in general are all vital in directing the infrared heating to the plastic. The new IR tool is said to be able to map the combination of these factors—and their effects on target plastic materials—like never before.
The tool measures the energy emitted by IR emitters of all shapes and sizes. A robot moves the sensor arm into a predefined area and makes a detailed series of measurements, building a map of the energy field in front of the IR heater. That way, it measures the radiant energy within a defined space in front of that ceramic element. By tweaking the IR heat sources, a processor can optimize the process to take energy cost out of the process.












Related Content

US Merchants Makes its Mark in Injection Molding
In less than a decade in injection molding, US Merchants has acquired hundreds of machines spread across facilities in California, Texas, Virginia and Arizona, with even more growth coming.
Read More
OMV Technologies Gets New CEO
Kooper brings 33 years of experience in the industrial and consumer packaging industries to OMV--the closed-loop, turnkey, inline extrusion, thermoforming and tooling systems manufacturer.
Read More
An Automation 'First' for Non-Servo-Eject Trim Presses
Compact, flexible and configurable robotic system is said to be the first to enable thermoformers to fully automate product handling after a non-servo trim press.
Read More
Cobot Creates 'Cell Manufacturing Dream' for Thermoformer
Kal Plastics deploys Universal Robot trimming cobot for a fraction of the cost and lead time of a CNC machine, cuts trimming time nearly in half and reduces late shipments to under 1% — all while improving employee safety and growth opportunities.
Read MoreRead Next

K 2013 Preview: Thermoforming
Speed, versatility, control, and cost savings are keys to new thermoforming machines for packaging and industrial applications
Read More
How Polymer Melts in Single-Screw Extruders
Understanding how polymer melts in a single-screw extruder could help you optimize your screw design to eliminate defect-causing solid polymer fragments.
Read More
Understanding Melting in Single-Screw Extruders
You can better visualize the melting process by “flipping” the observation point so that the barrel appears to be turning clockwise around a stationary screw.
Read More