
This Molder Wants Only the Tough Jobs
On-Site: Performance Plastics Ltd.
Need someone to injection mold fluoropolymers, highly filled PEE K, Torlon, or Ultem in complex shapes, tight tolerances, multiple cavities, and high volumes? “We love doing this,” says Tom Mendel, president of Performance Plastics Ltd. (PPL) in Cincinnati. “We’re not for everybody.

PPL is changing attitudes of OEMs who did not believe that fluoropolymers could be injection molded in high volumes with very thin sections, narrow gates, tiny holes, tricky geometries, and tight tolerances.

PPL president Tom Mendel (right) and general manager Ken Kelly with one of the 18 electric Roboshot machines that mold high-end specialty resins.

PPL uses mostly all-electric Roboshot machines because of their very high repeatability.
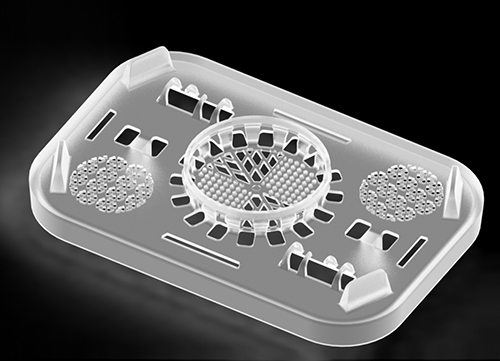
PPL outperforms global competition to mold printer components like this one, of a special lubricated and reinforced PFA blend. PPL actually ships the parts to Asia for assembly.
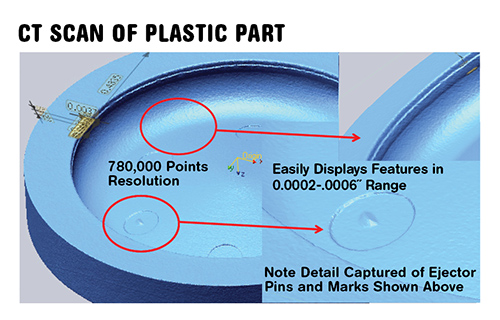
PPL recently started sending out parts with critical geometries and tolerances for CT scanning. This generates thousands of times more data points than do conventional CMMs, allowing much higher resolution dimensional analysis.
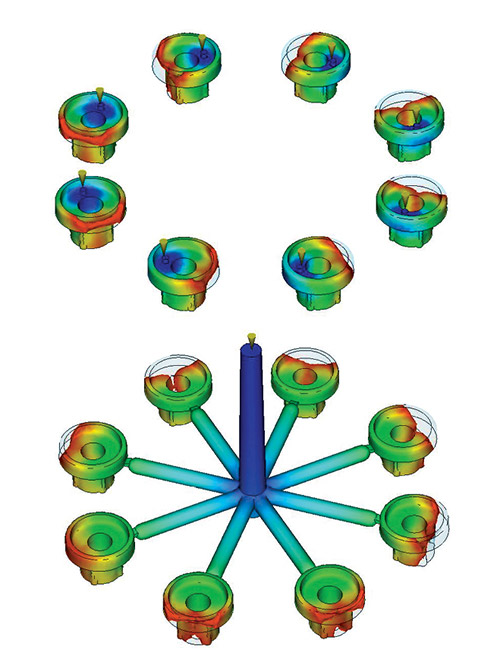
Standard cold-runner molding of fluoropolymers (bottom) wastes large amounts of very expensive resin. PPL has pioneered in hot-runner direct gating of fluoropolymers with zero runner scrap.
Tom Mendel shows off an automated cell that uses two lasers to cut out PUR foam inserts, which are assembled with molded fluoropolymer parts using two indexing tables and then inspected by three vision cameras. The cell handles 5 million parts/yr.


Need someone to injection mold fluoropolymers, highly filled PEE K, Torlon, or Ultem in complex shapes, tight tolerances, multiple cavities, and high volumes? “We love doing this,” says Tom Mendel, president of Performance Plastics Ltd. (PPL) in Cincinnati. “We’re not for everybody. We tackle only the tough stuff. We want to do things other molders won’t try. We’re willing to take a risk on something new, and we put our own money into it.”
Or, to quote one of Mendel’s inimitable sayings, “When you look at injection molders, we’re not a different dog with the same old fleas.”


PPL has its own way of doing things. “When we consider a new project, we ask ourselves, ‘Do we uniquely add value to that project?’ If not, we run from it. We use an analytical matrix that gives a numerical score on whether we are suited to the job and vice versa.
“We play in super-high-volume jobs of up to 30 million parts a year, and in low-volume niche jobs of as few as 25 a year. We just got an order for 15 surgical components.
“We’re a small company but we run it like a large company,” adds Mendel. We have lots of metrics—a 20-page report on our financials every month. We run it by the numbers.”
It’s a small company, but almost all of its presses are sophisticated Fanuc Robotshot all-electric machines supplied by Milacron LLC, which cost three times as much as the hydraulic machines they replaced. And PPL invests as much as $1 million in a single automated cell to make 15 million medical disposables a year.
This small custom molder is treated as a materials specifier by the resin companies. “We beta-test high-tech materials. We have expertise in friction and wear properties of materials, so we can recommend materials solutions to customers,” Mendel notes.
“For a small company, we have a global perspective,” he continues.” A lot of our staff has worked in Asia and in Europe. We’re brutally honest with ourselves as to what a molder in China, Korea, or Europe could do.”
The company serves global customers like Lexmark, molding fluoropolymer parts for computer printers. Is Mendel worried about the competition? “Around 25% of our parts are shipped to China, Korea, and Taiwan. Every two years, the customer puts certain components out for global bids, so every two years we find out if we’re providing the best value. We all know the competition in the printer business is absolutely brutal. So the OEMs must use leading-edge technology in order to compete on price. That’s why they come to us.”
PPL distinguishes itself especially in high-volume molding of fluoropolymers, which are notoriously degradation-prone and corrosive. “When we tell people what we’re doing, they say we’re crazy. We inject these materials with hot-runner direct gating into up to eight cavities, and we’re aiming for 16 or 32. We inject them at 35,000 to 40,000 psi, at 300 mm/sec, with 750 F melt temperature, into 450 F molds. We’ve been told by experts that what we do can’t be done with these materials. We’re going 150 mph in a 55-mph zone. And we want to go 200 mph.”
FOCUS ON MEDICAL & HIGH-END RESINS
The company (performanceplastics.com) was founded in 1982 and was bought by Mendel in 1997. He had come from a Tier 1 automotive supplier of sponge rubber products, and he wanted to get away from “commodity” products. He more than doubled the size of the PPL plant in two expansions, in 1999 and 2007. Its current 40,000 ft2 houses 22 presses from 33 to 330 tons. General manager Ken Kelly says the space could ultimately hold up to 50 machines. The plant has 33 full-time employees and 10 to 15 temporary workers when needed. Sales volume is on track for 20% growth this year.
PPL’s three biggest market sectors, each accounting for around 25% of its business, are medical/pharmaceutical, energy (oil, gas, and nuclear), and aerospace/defense. The remainder is split between consumer electronics, food/beverage (cooking and packaging equipment components), and general industrial applications.
The last 18 months have seen a shift in focus from industrial and defense business toward medical devices and drug storage and delivery—areas where PPL sees the strongest growth prospects. “We’ve changed a lot since 1997,” says Mendel, “but what has stayed the same is our exclusive focus on the highest-end resins. Nowadays our emphasis is also on very sophisticated tooling and very tight tolerances—down to 0.2-0.4 mils in resins like PEEK and to ± 1 mil on fluoropolymers.”
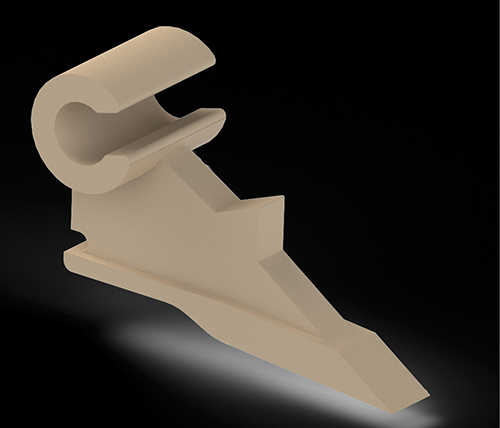
“Our average part weighs less than 25 g, and some are only 0.25 g,” says Chris Lawson, director of product assurance. PPL consumes only 400,000 to 450,000 lb/yr of resins. But those resins typically cost $30 to $55/lb. Its biggest-volume material is glass-filled Ultem polyetherimide, used for parts of a laser gunsight used by U.S. Special Forces. PPL’s contribution is the tight-tolerance sealing surfaces that keep these electrical assemblies leakproof underwater at depths up to 66 ft.
PPL also molds resins such as FEP and PFA fluoropolymers, PEEK, PEK, Torlon polyamide-imide, and Extem and Aurum TP polyimides. Many of these are specialty filled compounds, such as PEEK filled with high-modulus carbon fiber and PTFE or FEP with glass bead and PTFE. PPL also sees growing demand for exotic blends (Mendel calls them “cocktails”) of resins like PEEK/PFA, PEEK/PBI, PPS/PEEK, or PPS/Ultem to achieve special properties.
Fluoropolymers, PEEK, and Ultem each account for 25-30% of PPL’s business. Fluoropolymers are its fastest-growing materials, and the one in which Mendel sees the greatest growth potential.
FLUOROPOLYMER EXPERTISE
Fluoropolymers are also where PPL stakes its claim to unique molding technology. “We are educating the marketplace about fluoropolymers,” says Mendel. Kelly has been presenting technical papers at recent conferences, including the SPE ANTEC in Orlando, Fla., this past April. “The perception still persists that fluoropolymers like PFA and FEP are difficult to injection mold efficiently or cost-effectively,” he says. “We have to combat these myths. OEM engineers in industries like medical and defense are risk-averse. They don’t want to get involved with an emerging technology.”
According to Kelly and Mendel, technology for high-volume injection molding of fluoropolymers developed only in the past eight or nine years. Materials, they say, have evolved with better flow properties—from 1.4 to 4 MFR a decade ago to as much as 40 MFR today. And in the past 18 months, PPL has brought together a full package of molding technologies that enable applications that amaze even the fluoro-resin suppliers. One of the key difficulties in processing fluoropolymers is offgassing of highly corrosive hydrofluoric acid, which “eats up” molds and processing equipment rather quickly, according to Kelly. It also presents potential concerns for plant workers of respiratory irritation known as “polymer flu.” Mendel says the latter has not been a problem at PPL, thanks to high-volume air turnover in the shop.
Equipment corrosion has been addressed in two ways. “We constantly rotate our injection barrels to keep up with corrosion and abrasion,” says Kelly. In addition, the company took the rare step of developing its own special alloy steels for tooling.
Commercially available specialty alloys like Hastelloy, Inconel, and Monel are effective at preventing acid corrosion, Kelly says, but they are too soft (only 16 HRC) to resist abrasive fillers and reinforcements that PPL commonly uses. For the extremely tight tolerances that define PPL’s market, even a small amount of steel erosion can put a quarter-million-dollar mold out of commission. So PPL contracted for research by an independent metallurgist, who came up with alloys that combine excellent corrosion resistance with hardnesses of 46 to 56 HRC. PPL has these materials custom made. “They’re hard to EDM, hard to machine, and very expensive, but they do the job,” says Kelly.
Another inherent characteristic of fluoropolymers has held back their progress in injection molding. “They have a low critical shear rate,” Kelly says, referring to the point at which they suffer degradation that results in parts vulnerable to delamination. “Most people think that means you must inject slowly at low pressure and have thick runners, gates, and wall sections. Conventional wisdom says you need a 3-mm (0.118-in.) wall section. But we have gone as thin as 7 mils (0.007 in.) and use gate sizes down to 25 mils.”
Most importantly, PPL has developed expertise in hot-runner direct gating to eliminate runner waste. Kelly says that six years ago, one had to go as far as Australia to find another molder using this technique, and even today he thinks there are fewer than 10 worldwide.
“We mold fluoropolymers with no scrap, and these materials cost $30/lb,” says Kelly. “We saved one customer $120,000 by eliminating a runner that was 100 to 120 mils thick.” The difficulty was getting hot-runner components suitable for these corrosive resins. “The hot-runner suppliers wouldn’t touch it. We had to go to one of them with our new alloys, so they could make custom components exclusively for us.” PPL has surmounted other issues regarding tooling for fluoropolymers. Kelly cites the example of molding a part with a tip radius of 1 to 3 mils. “These resins flash at 5 microns, or 0.2 mils. So it’s hard to maximize venting without flash. There was also the problem of offgases condensing on the tooling. We had to design it to be self-cleaning.”
Mold-temperature control is also critical with fluoropolymers. “Other molders use electrical cartridge heating, but we use pressurized hot water for molds up to 400 F and hot oil for higher temperatures,” notes Kelly. In order to maintain precise mold temperatures, PPL uses as many as three or four temperature-control units (TCUs) for a single mold. “We can have $30,000 worth of heating auxiliaries around a single press.”
PPL’s special skills in molding PEEK are similar to those used for fluoropolymers. “We specialize in sealing surfaces that require extreme dimensional control, such as a 0.3 mils on a seating surface,” Kelly explains. “We also use hot-runner direct gating for PEEK, so we can have more cavities than other molders. We also do valve gating, which is especially hard with PEEK.” PPL saved one customer $500,000 by converting a part from CNC machining to injection molding. It was carbon-filled PEEK, which he says is very hard to mold.
ENSURING QUALITY
There’s plenty more in PPL’s toolkit for molding specialty materials. “We have a large empirical database of molding results,” says Kelly. “We have developed our own correlations between our empirical data and the analysis results that one gets from flow simulation software.” Kelly, who has a strong background in mold simulation, says commercial programs are limited in their ability to predict accurately the behavior of specialty resins like PEEK and fluoropolymers—and even more so with exotic “cocktail” blends and filled compounds. The problem isn’t so much with predictions of mold filling as with shrinkage and warpage.
“You need good materials characterization for these programs to work well, and the data isn’t there for some of these materials,” Kelly notes. PPL pays as much as $5000 per material for outside laboratories to generate the needed data.
PPL has also taken a shrink/warp simulation technique to a new level. “We have proprietary software that inverts the offsets for shrinkage and warpage.” This involves cutting the mold steel with a deliberate distortion that is the opposite of the distortion that occurs in the molded part. While others do this for simple geometric shapes, Kelly thinks PPL is alone in being able to calculate these inverted offsets for non-geometric forms that occur in many of the sealing surfaces of PPL’s parts.
In the past year, PPL has started to use CT scanning on parts with dimensional challenges. This involves only 5% to 10% of PPL’s jobs, but the rate has been increasing. PPL goes to an outside firm for these scans, which cost $800 to $2000 apiece, because the CT equipment costs at least $1 million.
The benefit of CT scans, Kelly says, is that it can characterize a non-geometric surface with 800,000 to 1.5 million data points, as compared with a few hundred or few thousand points from a conventional CMM. “First we use the CMM to measure a few areas of the part to determine that we have a repeatable process to mold the part, then we send parts out for a CT scan,” he explains.
PPL also uses the Fanuc Mold 24i process monitoring system on all its presses. Kelly says, “It gives us up to 1.2 million data points on each process. We use it for DOEs (design of experiments).”
Another essential tool at PPL is automated cells with 100% part-quality inspection and automated accept/reject functions. One cell does leak testing at the press. In another cell, a fluoropolymer medical disposable part is molded in four cavities. Each part has an area with 50 holes of 23-mils diam. The webbing between the holes is 12 mils thick. Each shot is demolded by a robot and placed in a fixture where a camera checks each hole for flash and short shots. “It can spot flash only 1 mil thick,” Lawson says. It also checks dimensions to ensure that the part, which has a 15-mil living hinge, will close properly with a snap-fit. The camera checks every one of 200 holes in four parts from multiple angles. It makes 2500 measurements in 3.5 sec. “We ship 7 million of these parts a year with no bad parts,” Lawson states.
Another example is a fluoropolymer medical part that has a small piece of reticulated PUR foam inserted into it in a post-molding operation. In an automated cell, a laser cuts a roll of foam into thin strips, while another laser cuts out small disks of foam from the strips. The cell has two indexing tables with nine stations each, and three cameras for vision inspection. One part is assembled and inspected every 4 sec. The cell handles 5 million parts/yr.
PPL also insists on access to customers’ quality data. Says Mendel, “We will disqualify a customer if we won’t be allowed access to their testing data, if that data will help us optimize our process.”
He adds, “We have learned a lot of things the hard way. We have solved a difficult problem for a customer, and put as much as $20,000 of our own money into doing so—not to mention the value of our time—and then had the customer pat us on the head and give the job to someone who quoted a lower piece price. So we go after jobs that need a process no one else has, or jobs for which we control the intellectual property for the process or the part design. And most of our jobs have a 3-yr LTA (long-term agreement).”
















Related Content

IPEX Opens Injection Molding Facility in North Carolina
The pipe and fittings manufacturer’s new 200,000-square-foot facility represents a $200 million investment and will create 150 jobs.
Read More
50 Years...600 Issues...and Still Counting
Matt Naitove marks his first half-century in plastics reporting, with a few of his favorite headlines.
Read More
50 Years of Headlines … Almost
I was lucky to get an early look at many of the past half-century’s exciting developments in plastics. Here’s a selection.
Read MoreAbsolute Haitian Brings Next Generation of Presses to Orlando
Absolute Haitian says Generation 5 of the servo-hydraulic Haitian and electric Zhafir machines lines emphasize efficiency, performance and intelligence.
Read MoreRead Next

Why (and What) You Need to Dry
Other than polyolefins, almost every other polymer exhibits some level of polarity and therefore can absorb a certain amount of moisture from the atmosphere. Here’s a look at some of these materials, and what needs to be done to dry them.
Read More
People 4.0 – How to Get Buy-In from Your Staff for Industry 4.0 Systems
Implementing a production monitoring system as the foundation of a ‘smart factory’ is about integrating people with new technology as much as it is about integrating machines and computers. Here are tips from a company that has gone through the process.
Read More
Understanding Melting in Single-Screw Extruders
You can better visualize the melting process by “flipping” the observation point so that the barrel appears to be turning clockwise around a stationary screw.
Read More