
Tightening the Screws on Precision Molding Of Thermoplastics & LSR
Close-Up on Technology: Molding 2012 Conference
Fairly consistent focus of annual conference was how to get better control of the molding process.

For LSR molding accuracy, Arburg offers a feedthroat pressure sensor to help maintain shot-size uniformity and detect wear on the check ring or seals at the end of the screw.
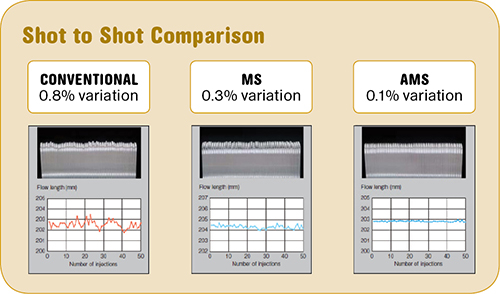
Trials using a spiral-flow mold as a measure of shot-size consistency show significant improvement with the Husky Metering System (MS) and newer Advanced Metering System (AMS).

Also important to consistent LSR mold filling is uniform vacuum in the cavity before injection. Arburg recommends monitoring vacuum level as a quality check and can use that signal to allow or halt the cycle.
Arburg says a third way to ensure LSR molding consistency is to monitor cooling-water flow to the barrel, nozzle, and cold runner.



Around 100 injection molders attended the two-and-half-day Molding 2012 conference in Miami, Fla., in late January. Topics of the 27 presentations ranged from medical molding to LSR to micromolding, emerging technologies, specialty materials, energy management, sustainability, and “green” molding. However, a fairly consistent focus overall was on obtaining better control of the molding process. Two speakers addressed newer approaches to enhancing precision in molding thermoplastics and LSR.
SHOT-TO-SHOT REPEATABILITY



Phil Kinson, medical business manager (Americas) at Husky Injection Molding Systems, Bolton, Ont., discussed “Waste Elimination by Reducing Injection Molding Process Variability.” He examined a wide range of sources of process variability, from the resin entering the hopper to the hot runner, mold, clamp, and complete process control. One area of particular interest was the injection unit. Kinson noted that conventional shot control by screw stroke or cushion position is susceptible to variability in melt density after metering, Whether owing to variations in the melt temperature or in the resin itself, the result is an inconsistent weight of resin being injected from shot to shot, resulting in changes in part dimensions.
One solution utilized by Husky is its Metering System (MS). This approach, which is best realized with a shutoff nozzle or valve-gated hot runner, involves pre-pressurizing the melt before injection to ensure consistent melt density on each shot. The MS control program pressurizes the melt for a screen-selectable time and pressure. (Pullback after pressurization is an option if not using a shutoff nozzle or valve gates.)
One consequence is that screw position at the start of injection is not constant, nor is the final cushion position, so neither can be used as a quality parameter. But screw stroke in the filling phase (before the transition to pack and hold) can be used as quality check. With MS, the machine will adjust automatically the transition position on each cycle so that the same volume is injected. As shown in the above illustration of a molding trial, shot-size variation can be reduced from 0.8% to 0.3% with MS.
For applications that require even tighter shot control, Husky offers the Advanced Metering System (AMS). This option requires a special nozzle assembly and controls in the Polaris control system. The key feature is that the screw performs up to one rotation in the opposite of the normal direction to lock the check ring in a closed position at the end of recovery and before MS pressurizes the melt. Locking the ring prevents possible leakage of melt during MS, pullback, and the waiting time between the end of recovery and the start of injection. As shown in the test pictured above, it can reduce shot variation to as little as 0.1%.
Kinson notes that injection precision is just one of many variables that must be controlled as part of a fully optimized system for medical molding, which can achieve greater uptime, reduced scrap, highest quality, and shortest validation time. Husky takes a system-level focus to reducing variation through its ability to supply the machine, mold, hot runner, temperature controller, automation, and auxiliaries.
CONTROLLING LSR VARIABLES
A close look at the specialized needs for close control of LSR molding was presented by Dr. Juergen Giesow, regional manager of Arburg, Inc. at the firm’s Technology Center in Irvine, Calif. His presentation on “New Developments in LIM Molding” covered numerous aspects of the process but included four quality-control variables that are often overlooked by LSR molders:
•A pressure sensor in the feed throat can help maintain shot-size uniformity by detecting wear on the check ring or on seals at the back end of the screw. Arburg has offered this feature for about two years.
•Also important to consistent mold filling is a uniform level of vacuum on the cavity from shot to shot. Relatively few molders monitor the actual vacuum level during the process. A more recent enhancement of Arburg’s Selogica control system uses a signal from a mold vacuum sensor as a go/no-go signal to prevent injection if the proper vacuum level is not achieved (due, for example, to a bit of flash stuck in a vent). That way, injection always starts when the cavity is at the same internal air pressure.
•Ensuring proper flow of cooling water to the barrel, nozzle, and cold-runner system is essential to maintaining consistent material flow. That’s why flow monitoring in the water circuits is becoming more popular, according to Giesow.
•Mold temperature is also critical to consistent LSR molding. Giesow recommended that molders consider placing thermocouples in the mold with machine control software that won’t allow the mold to close until the tool is at the proper molding temperature. Besides ensuring process consistency, this can prevent harm to some tools that could experience severe damage to their cold-runner system if they were closed when the tool was too cool.












Related Content

Silicone Elastomer Course Returns
After completely filling the classroom last year, the Silicone Elastomers Technology and Fabrication course returns to Pomona, Calif. Jan. 31-Feb. 3.
Read More
LSR Machine and Injection Unit Designed for Low-Shot Volumes
BOY will present its XS machine running an LSR application created in collaboration with the University of Kassel at DKT 2022 (June 27-30; Nuremberg, Germany).
Read More
Semperit Acquires Rico Group
The global maker of specialized polymer products for industrial applications, including hoses and belts, has purchased the Austrian headquartered liquid silicone rubber molder and moldmaker.
Read More
New LSR Cold Deck
Hot runner supplier Mastip used K 2022 to introduce the customized and valve-gated Aquilo liquid silicone rubber (LSR) cold deck.
Read MoreRead Next

Understanding Melting in Single-Screw Extruders
You can better visualize the melting process by “flipping” the observation point so that the barrel appears to be turning clockwise around a stationary screw.
Read More
Advanced Recycling: Beyond Pyrolysis
Consumer-product brand owners increasingly see advanced chemical recycling as a necessary complement to mechanical recycling if they are to meet ambitious goals for a circular economy in the next decade. Dozens of technology providers are developing new technologies to overcome the limitations of existing pyrolysis methods and to commercialize various alternative approaches to chemical recycling of plastics.
Read More
Troubleshooting Screw and Barrel Wear in Extrusion
Extruder screws and barrels will wear over time. If you are seeing a reduction in specific rate and higher discharge temperatures, wear is the likely culprit.
Read More