
Tips and Techniques: Boosting Extrusion Productivity - Part III of III: Trim Your Material & Energy Costs
Material cost is the largest cost factor in most extruded commodity products, so processors should be motivated to reduce these expenses.
Fig. 1: Material usage—the largest cost factor in most extrusion operations—is influenced by startup, changeover, shutdown, and scrap rate.
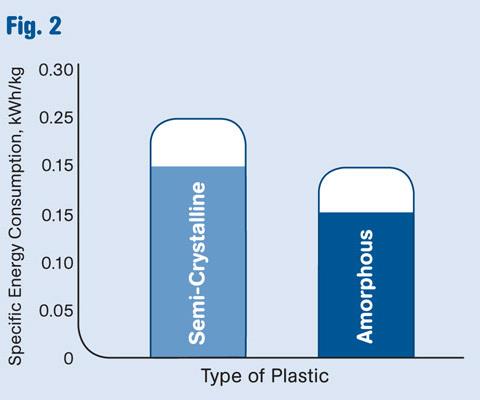
Fig. 2: Typical specific energy consumption for semi-crystalline plastics is 0.20-0.25 kWh/kg, vs. 0.15-0.20 kWh/kg for amorphous plastics.


Material cost is the largest cost factor in most extruded commodity products, so processors should be motivated to reduce these expenses. Several approaches can be taken to achieve this.
There are two main components to material cost: material usage and the material cost per unit mass or per unit volume. Material usage is influenced by startup, changeover, shutdown, and scrap rate (see Fig. 1).


This is particularly true when the extrusion line is used for short runs. It is not unusual for a line to run two or three different products a day. It is unavoidable that scrap is generated in changeovers; this is why it critical to use efficient changeover methods. Of course, scrap can also be generated during production when the product goes out of specifications or when cosmetic problems occur.
ANALYZING SCRAP
The first step in analyzing your scrap rate is to actually measure it. The second step is to compare the scrap rate to industry standards. If your actual rate is above the industry standard, take measures to reduce it. Processors operating above normal scrap rates put themselves at a serious competitive disadvantage in today’s competitive environment. Even when a processor operates at normal scrap rates, it may be worthwhile to take measures to reduce them.
Sometimes there isn’t enough in-house technical expertise to make the changes necessary to reduce scrap rates. This situation can be remedied by bringing in outside expertise. In other cases, management has little interest in making investments to bring down the scrap rate, which is more problematic.
Several other options can be considered for reducing material cost. In a number of cases, using low-cost fillers can reduce compound costs significantly. For instance, consider that the price of polypropylene is around 55¢/lb and the cost of calcium carbonate (CaCO3) is 9¢/lb. If we compound 50% by weight CaCO3 into PP the raw material cost is cut to to 32¢/lb—a reduction of 23¢/lb, or about 42%.
The cost per unit volume will also be slashed, but not by as much, because the density of CaCO3 is higher than that of PP. The cost per unit volume will be 12.5% lower if we take the PP density as 0.900 g/cc and the CaCO3 density as 2.7 g/cc. Obviously, there is a cost associated with compounding resin and filler, but this cost in many cases is only a fraction of the reduction in raw-material cost. In a number of applications, such as pipe extrusion, the filler provides useful enhancements in physical properties as well.
There are other benefits to using a filled plastic. Many filled plastics have a lower specific heat than that of the neat polymer. (Specific heat is the amount of energy required to heat one gram of material by 1° C.) This means that the energy consumed in extrusion can be reduced correspondingly. Energy reductions as much as 10% to 20% are possible. For extrusion lines running at high output (2200 lb/hr) the savings in energy alone can be $50,000/yr.
Fillers also offer improved thermal conductivity. As a result filled polyolefins will melt more quickly in the extruder and will achieve more uniform melt temperatures at the discharge end. The latter will result in more uniform flow through the die and a more consistent extruded product.
Higher thermal conductivity likewise results in more efficient cooling of the extrudate. This is particularly important in thick-walled products such as pipe or sheet. Most extrusion operations are rate-limited by heat transfer. Higher thermal conductivity improves heat transfer. As a result, filled polymers generally can be extruded at higher rates than neat polymers. Filled plastics often allow longer run times between shutdowns for cleaning, for instance in blown film. The longer runs are attributed to the mild scrubbing action of the filler particles.
RECLAIM, FOAMING, COMPOUNDING
Another way to reduce material cost is to use recycled plastics. Proceed with caution, as recycled plastics can create problems in processing and quality. Recycled plastics generally have more variability than virgin polymers, which will tend to increase process and product varations. It is important, therefore, to look at the overall cost of using recycled plastics.
Foamed plastics provide another method of reducing material cost. With foaming, the density of the product can be reduced anywhere from a few percent to more than 90%. Obviously, very low-density foamed materials will not have the same properties as the unfoamed polymer. However, with low levels of foaming and small cell sizes, it’s possible to achieve significant reductions in density while maintaining physical properties.
Foamed products with cell sizes in the micron range are referred to as microcellular materials. In the 1980s at the Massachusetts Institute of Technology (MIT), a process was developed to produce microcellular foam. This process has been commercialized by Trexel Inc., Woburn, Mass. (trexel.com), under the name MuCell.
A different process to produce microcellular foam was developed at the IKV (Institut für Kunststoffverarbeitung or Institute for Polymer Processing) in Aachen, Germany. This process, called Optifoam, was licensed to Sulzer Chemtech in Switzerland (sulzerchemtech.com; U.S. office in Tulsa, Okla.). Several research groups are working on nanocellular materials.
Processors considering foam extrusion should understand that it requires substantial technical expertise and process know-how. It often takes years of development work before product can be produced successfully. The effort and money required to achieve a stable foam extrusion process is often much greater than a processor anticipates. A number of extrusion firms have tried to get into foam extrusion, only to give up.
Extrusion processors might also consider whether it is worthwhile to do their own compounding to cut material costs. The cost-effectiveness will clearly depend on the volume of compounded material used. A technique that is becoming more common is direct extrusion. In this process, the compounding extruder is used to produce the final extruded product (sheet, pipe, profile, etc.). The advantage of direct extrusion is that the step of intermediate pelletizing is eliminated; this can result in substantial gains in processing efficiency and energy reduction.
Automation is another way extrusion processors can control material use and expense. In fact, most extrusion operations lend themselves to high levels of automation. But many processors do not take advantage of the automation tools available today. Total line control provides the best chance of making a quality product consistently. In total line control the product dimensions are measured in-line and adjustments to the process are made automatically to keep the product in specification. An advantage of total line control is that several extrusion lines often can be handled by a single operator, making it possible to achieve “lights out” operation.
TRIMMING ENERGY WASTE
Energy is another significant cost factor that extrusion processors should evaluate. For this article, we will focus primarily on the energy consumption of the extruder itself.
The main energy requirement in extrusion is the heat necessary to raise the plastic from the temperature at the inlet to the temperature at the outlet. If the plastic is fed at room temperature, the specific energy to raise the temperature of the plastic is typically 0.16 kWh/kg for semi-crystalline plastics (like PE or PP) and 0.10 kWh/kg for amorphous plastics (e.g., PVC, PS).
The actual specific energy consumption will be higher because of losses in the motor, gearbox, thrust bearings, cooling the feed housing and extruder barrel, etc. Typical specific energy consumption for semi-crystalline plastics is 0.20 to 0.25 kWh/kg, and 0.15 to 0.20 kWh/kg for amorphous plastics (Fig. 2). If we assume an energy cost of 10¢/kWh, the energy cost to extrude a semi-crystalline plastic is 2¢ to 2.5¢/kg (0.9¢ to 1.1¢/lb) and 1.5¢ to 2¢/kg (0.7¢ to 0.9¢/lb) for an amorphous plastic.
The energy cost described above is just for the extruder, assuming that it runs efficiently. In a complete extrusion line there are several other components that will consume energy: a dryer, resin conveying system, water cooling and circulation system, take-up, etc. The total energy cost for an extrusion line can easily be two to three times higher than the number listed above. An energy cost of 2¢/kg (0.9¢/lb) may not appear to be very high, but at a reasonable extrusion rate the yearly cost can be substantial.
If we consider an extrusion line that runs at 1000 kg (2200 lb) per hr, 24 hr a day, and 300 days a year, the annual production will be 7.2 million kg (15.8 million lb). At an energy cost for the extrusion line of 4¢/kg (1.8¢/lb), the yearly energy cost is $288,000. If you can make process improvements that reduce the energy use by 33%, you will save close to $100,000.
Many extruders employ barrel cooling that is activated when the barrel temperature increases beyond the setpoint. The barrel is heated by the plastic and heat has to be removed to maintain the barrel temperature at its setpoint. The heat removed by barrel cooling is wasted energy.
Further, when barrel cooling is activated, the plastic temperature inside the barrel is above barrel temperature—in fact, it can be substantially higher, by as much as 50° or 100° C (90° to 180° F). Barrel cooling indicates overheating of the plastic.
SCREW DESIGN IS CRITICAL
It is therefore important to minimize barrel cooling to save energy and avoid resin degradation. Barrel cooling occurs when the extruder screw generates more heat than necessary; this is sometimes referred to as a hyperactive screw. In most cases, it indicates that the screw is not properly designed for the plastic it is running. Either the screw is too shallow or it has restrictive elements that choke the forward flow of plastic.
Poor screw design is a common cause of overheating the plastic and is usually the reason barrel cooling is needed. Operations where multiple extruder zones are cooled at 100% are inherently inefficient. The most energy-efficient extrusion operations are those where most of the heat is supplied by the extruder screw, with only a small amount of heating by the barrel and die heaters and without any need for cooling of the extruder. Also, the extruder should run at or close to full capacity.
The best solution to overheating by poor screw design is to change the screw geometry. If an extruder with poor screw design runs at 0.25 kWh/kg and with a good screw design at 0.20 kWh/kg, the energy savings will be $36,000/yr at $0.10/kWh and a throughput of 1000 kg/hr (2200 lb/hr) running 24 hr/day and 300 days/yr.
This example indicates that a well-designed extruder screw can pay for itself relatively quickly, just based on reduced energy cost. In addition, there will be benefits such as lower melt temperatures, less degradation of the plastic, better physical properties in the extruded product, better product appearance and consistency, etc.
In many extrusion operations the die is fully exposed to the ambient air. Obviously, this will cause heat losses. In addition, it will cause non-uniform temperatures in the die. These, in turn, will cause non-uniform flow of the molten plastic, which will affect product dimensions and appearance.
For these reasons it is good practice to wrap a heat-insulating blanket around the die or to mount heat insulation against the die. The cost of insulating the die is quite low and the benefits are substantial. It should be done in every extrusion operation. The same is true for transfer lines.
Energy use in extrusion is related directly to the melt discharge temperature. Energy use increases with melt temperature. It is important, therefore, to run at the lowest possible melt temperature. Low melt temperatures will also reduce the need for cooling. In processes that are limited by cooling, such as thick-walled pipe, reduced need for cooling will translate directly into increased line speed and production rate.
In many extrusion operations the plastic is dried before processing to remove moisture. This is particularly important in plastics that undergo hydrolysis, like PET. If the plastic is dried at elevated temperature, the plastic should be fed to the extruder at elevated temperature. The energy use of the extruder is directly linked to the temperature of the plastic entering the extruder. Increased temperature of the feedstock will reduce energy consumption by the extruder.
If the plastic is predried and allowed to cool back down to room temperature, the energy required to heat the plastic is wasted. For instance, if a plastic is dried at 80 C and extruded at 200 C, the specific energy requirement for the extruder can be reduced from 0.20 kWh down to 0.15 kWh, a 25% reduction. Therefore, if the plastic is dried at elevated temperature it is important to maintain this temperature and feed the plastic to the extruder at this elevated temperature.
Many extrusion operations are rate-limited by the melting capacity of the extruder. Preheating the plastic will increase that melting capacity. This means that in many cases higher throughput rates can be achieved. Also, with higher melting capacity it is less likely that melting-related instabilities occur in the extrusion process.
About the Author
Chris Rauwendaal has worked in extrusion for more than 37 years. He heads his own engineering firm in Auburn, Calif., which provides custom screws and dies, training, and process troubleshooting services. The author welcomes readers’ questions or comments by e-mail to chris@rauwendaal.com.
















Related Content

How to Estimate and Control Head Pressure
You rightfully worry about melt temperature, but don’t overlook head pressure, because the two are closely linked and will influence line performance.
Read More
Fully Automated Extrusion Process Enables Use of Composites for Manufacturing Pressure Tanks
Amtrol was looking for a more cost-effective means to produce thin-wall liners for a new line of pressure tanks. With the help of a team of suppliers, they built one of the world’s most sophisticated extrusion lines.
Read More
Understanding Melting in Single-Screw Extruders
You can better visualize the melting process by “flipping” the observation point so that the barrel appears to be turning clockwise around a stationary screw.
Read More
Formulating LLDPE/LDPE Blends For Abuse–Resistant Blown Film
A new study shows how the type and amount of LDPE in blends with LLDPE affect the processing and strength/toughness properties of blown film. Data are shown for both LDPE-rich and LLDPE-rich blends.
Read MoreRead Next

Boosting Extrusion Productivity-Part II of III: Optimize Product Changeover & Purging
Extrusion processors typically run a number of different products and resins.
Read More
How to Get Peak Performance & Efficiency Out of Your Extrusion Line, Part I
A lot of things must be in place to achieve what I like to call efficient extrusion.
Read More