
Hot Runners: Truths. Myths, Overlooked Areas: Part 2
Here’s a view from the trenches of a tooling manager who, over 30 years, has experienced the joys and pains of using virtually every type of hot runner on the market. Part 2.


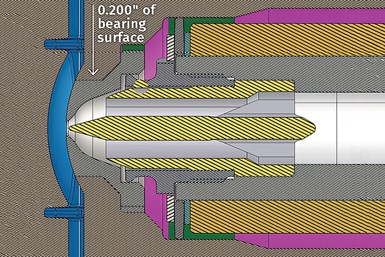
A common assumption about hot runners is that reducing the bearing contact surface between the nozzle tip and the cavity steel is desired to minimize heat transfer. In my experience, the opposite is most often true.
Photo Credit: Deppe Mold & Tooling (all images)
In the last column, I left off with discussion of the three basic hot-runner tip styles, and there are numerous variations of each. Tip designs over the years have evolved drastically, with a focus on improved color changes and temperature control at the tip orifice to combat opposing tendencies toward either freeze-off or drooling. Color changes alone can be very costly in terms of scrap and machine time. But for each plastic material, different tip variations are needed to optimize color changes and temperature control at the hot-drop tip and orifice. I am writing from experience with a broad range of materials. So some of this info may not line up with your particular issues if you are confined to running specific materials.
DISPELLING A MYTH
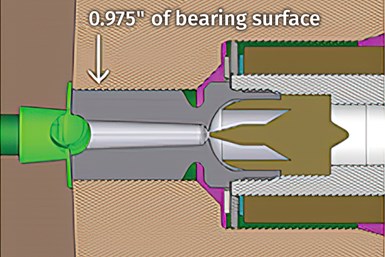
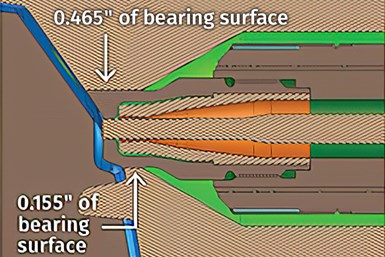
One area I would like to clear up is bearing/contact surface and cooling at the hot-drop tip. I have run across the assumption many times that reduced bearing surface between the hot-drop tip and the cavity steel is desirable to minimize heat transfer. In my experience, the opposite is true in most—though not all—cases when dealing with drooling, stringing, and sprue sticking. Although there is no universal prescription, I wanted to stress this point because getting to the root cause of an issue can become a challenge when opinions and assumptions get in the way of understanding what is really going on.


The multiple effects of gate orifice size are often overlooked when addressing hot-runner problems.
I can count on both hands the times over the past 28 years when I had to reduce bearing/contact surface to solve a hot-runner problem. In fact, lack of sufficient cooling and bearing/contact surface has been more often the case.
The few times I have had to reduce bearing surface was when dealing with freeze-off at the tip orifice, requiring excessive pressure to push plastic through—if it was possible at all. These cases involved using cheaper grades of PC and nylon. Reducing the contact between the tip and cavity steel keeps the nozzle tip hotter because you are not allowing the cooler cavity steel to pull as much heat from the tip area. As I mentioned last month, most new tip styles have insulator gaps to reduce the heat transfer. But these also can cause issues, and in some specific cases I do not recommend using them.
In most cases, I have observed over the years a lack of focus on cooling in the tool itself around the hot-drop tips and gate area. It would make logical sense to me that you would want to concentrate cooling in these areas when you have a component that can be hotter than 500 F. When you have a sprue-style hot tip and are seeing problems of sprue sticking, the root cause is typically lack of cooling—either from inadequate water in the tool or lack of contact between the tip and cavity steel. The same is true with drooling issues.
In my experience, these problems can be material specific. The two materials that come to mind for sprue sticking are glass-filled nylons and PC/ABS. I have had to modify many tools over the years by adding water lines to the tip area and increasing the contact surface to resolve these issues.
OFTEN OVERLOOKED: GATE ORIFICES
Nozzle orifice size has a big impact on processing window and part aesthetics. But with low-vestige tips like this one, be sure to take into account the orifice area lost to the spreader.
One area often overlooked when addressing hot-runner problems is the orifice size. This alone can impact all of the issues mentioned above, as well as the process window and scrap rates. Many are hesitant to play with the tip orifice, although it alone can resolve many issues. But I do not recommend just diving in without some experience and understanding of the impact of orifice size changes—and the possible need to go back to where you started.
The orifice is often overlooked with regard to fill pressure when gating into a cold runner. I have seen numerous cases where people focus on the runner and gates when the tip alone was the root cause as the main point of restriction in the flow path. Pressure-drop studies are very beneficial to understand this but are not always used. A pressure-drop study helps you understand where your pressure loss is occurring. Shoot just through the injection nozzle, then through just the hot-runner orifice, and then the part. (With a cold runner, you shoot through the nozzle, then the runner, then just through the gate and then the part.)
Nozzle orifice size can also cause or relieve processing problems with valve gates. Changing the orifice size is relatively easy by replacing the seat insert and valve pin.
Orifices can have more of an impact on the process than just pressures. A case in point is one where I was dealing with a high gate vestige from a valve gate. The part had 0.110-in. nominal wall stock and was center gated with a valve-gate orifice of 0.250 in. I’m not the process guy, but I was asked to get involved to see if there was anything we could do to the tool. The process window was small: Any slight change in fill speed or time could create a high gate. But a change in backpressure would not create one.
So my first decision was to reduce the valve-gate orifice. With today’s options it was as easy an ordering a new seat insert and new valve pin. I went down to a 0.160-in. diam. orifice. The results were very interesting. With the gate area reduced by half, a slight change in backpressure would create a high gate and any change in fill speed would not create one. With this puzzling result and a process window that was still not robust, we hadn’t improved the situation.
We then changed the valve-gate orifice to a 0.210-in. diam., which left a gate area midway between the original size and smaller one. The results again were very interesting, we ended up with a robust process window where we could not create a high gate with either a change in speed or backpressure. I have a couple of theories as to why the orifice size had such a big impact. I would welcome readers’ input on this if you’d like to send me an email.
I also ran across a scrap issue caused by splay, where changing the orifice size ended up being the solution. This was a part with four low-vestige tips, which have a spreader tip in the center of the gate orifice. In this case, the overlooked factor was the amount of gate area taken up by the spreader tip, which restricts flow. In this case the orifice was 0.050 in. and the spreader tip in the center of the gate was 0.025. The area of the spreader tip reduce the gate area by 25%. The fill speeds with this gate needed to be on the high end to make a good part, but we struggled with a lot of splay. We opened the orifice size to 0.060 in., which gave a 55% increase in effective gate area not occupied by the spreader tip. This allow us to adjust the fill speed and eliminate our shear and splay issue.
Next month I will wrap this series up with thoughts on maintenance and troubleshooting of hot runners.
About the Author
Randy Kerkstra has been in the plastics industry for more than 26 years, occupied frequently with troubleshooting injection molding. He is currently a tooling manager for a large, multi-plant molding and manufacturing company. Contact: kbmoldingsolutions@gmail.com.
















Related Content

How to Select the Right Tool Steel for Mold Cavities
With cavity steel or alloy selection there are many variables that can dictate the best option.
Read More
What You Need to Know About Leader Pins and Bushings
There’s a lot more to these humble but essential mold components than you might suspect. Following the author’s tips could save much time, money and frustration.
Read More
Where and How to Vent Injection Molds: Part 3
Questioning several “rules of thumb” about venting injection molds.
Read More
Best Methods of Molding Undercuts
Producing plastics parts with undercuts presents distinct challenges for molders.
Read MoreRead Next
Hot Runners: A View from the Bottom Up
Addressing hot-runner benefits, improvements, and everyday issues from the perspective of decades of experience with probably every brand on the market. Part 1 of 2.
Read More
How Polymer Melts in Single-Screw Extruders
Understanding how polymer melts in a single-screw extruder could help you optimize your screw design to eliminate defect-causing solid polymer fragments.
Read More
Processor Turns to AI to Help Keep Machines Humming
At captive processor McConkey, a new generation of artificial intelligence models, highlighted by ChatGPT, is helping it wade through the shortage of skilled labor and keep its production lines churning out good parts.
Read More