



Now more than ever, it is crucial to make the right choice regarding an automation system for pipette production. Demand for pipettes is exploding and, in some cases, lead times are getting prohibitively long. There is no question that compromising output for price or lead time will be a very poor choice and you will pay for it for the next decade.
Some are skeptical about the sustainability of the recent surge in pipette consumption and attribute the increased demand to COVID-19. The more likely scenario is that we have experienced a step change, and that the increased demand will continue to 2025 and even beyond.



There is also a trend to higher-quality pipette tips. There is pressure to do more tests in less time and automated systems require tips with tighter tolerances. Regulatory requirements for testing will also make filtered tips the majority almost overnight. What does that mean for brand owners and contract manufacturers? A need to increase capacity as fast as possible.
Demand for pipettes is projected to increase through 2025 and beyond.
The are many critical factors you need to consider when choosing a manufacturing concept, independent of the supplier you select. As output increases, the impact of any compromise becomes more significant. When it comes to high-volume, close-tolerance medical parts like pipette tips, the two most important factors are throughput and output; throughout being the instantaneous rate of production and output is the sustainability of throughput over time. Both are vitally important, and neither is easy to accomplish.
Throughput & Output
There are only two factors that determine throughput: cavitation and cycle time. Cavitation can be optimized for the annual demand and, in general, the more the better. Naturally, there is a point of diminishing return, and 64 cavities is a good balance between possibility and practicality. Higher cavitation is possible but there are challenges to overcome.
The best possible cycle time is determined by the limits of the slowest component. Sacrificing cycle time for the sake of capital expense is always a bad choice. The part should be the determining factor, but all too often it is not. Simply put, each production hardware component has its points of impact and you need to determine the limits of each. These are all things that are determinable, and each supplier of the key components should be willing to make the commitment to achieve the necessary performance in continuous operation.
Sacrificing cycle time for the sake of capital expense is always a bad choice.
Maintaining throughput over time requires a disciplined approach to designing the best possible solution, particularly for the automation. There are four components that are considered “detractors” to Overall Equipment Efficiency (OEE): scheduled maintenance, product changeovers and lot changes, internal and external influences, and macro and micro stops.
The positive impact of optimizing throughput and output can be massive. The monetization of the effect is directly dependent on the application but needs to be quantified and considered before making any investments.
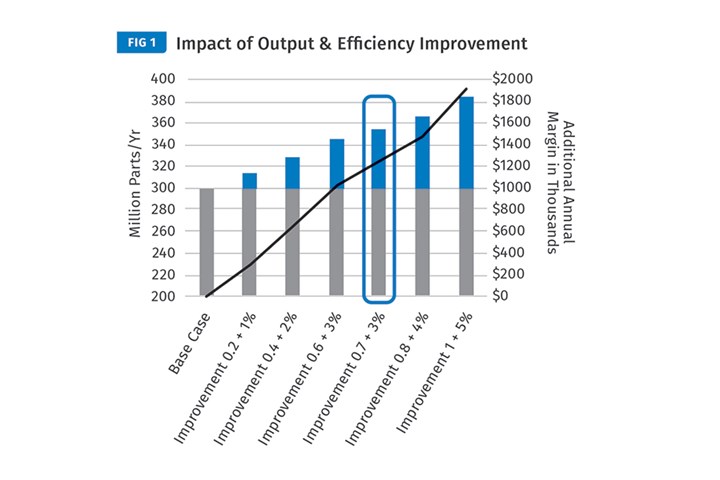
Figure 1 shows the incremental boost to output, in both the number of pieces and the incremental increase in margin, from slight improvements.
in Table 1.
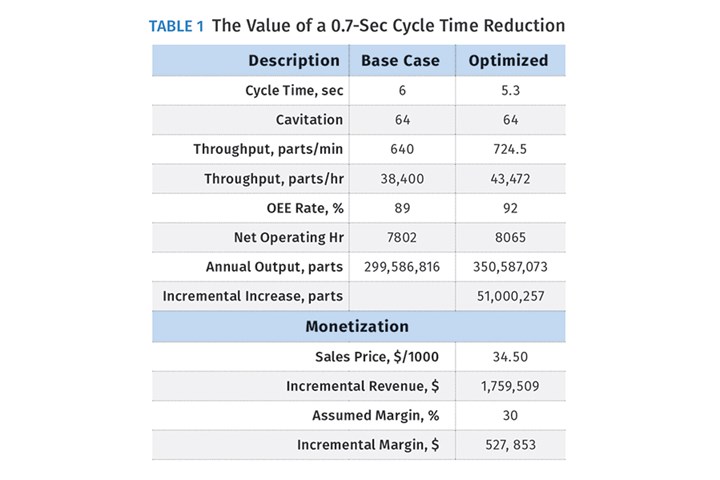
The automation supplier has the most significant potential for improvements. To quantify the impact of a 0.7-sec cycle-time improvement and only a 3% increase in efficiency (OEE), Table 1 shows that the annual output (throughput over time) is increased by 51 million parts. That is far more than the annual output of a typical 16-cavity system.
As a demonstration of how readily automation can affect profitability, the circled case from FIG 1 shows a “realistic” cycle-time reduction of 0.7 sec and 3% better OEE (88%), achieving more than 51 million additional parts/yr, far more than the annual output of a typical 16-cavity system, plus incremental annual margin of $1.2 million resulting from that added output. In this example, the additional margin alone could nearly repay the capital cost of the automation in one year.
Even at conservative estimates, the incremental increase in margin can justify the capital investment in a very short time. This just shows that it is very important to perform a holistic evaluation of the solution for the total cost of ownership. It is also important to be sure that your equipment choices are capable of achieving the cycle-time and efficiency goals.
Improvements in cycle time and efficiency are clearly worthwhile goals. It is very easy to say and not very easy to accomplish. There needs to be sound and verifiable data on the basis for the evaluation. It cannot be a wish or even a good guess.
Any supply agreement including a statement of work and design specification should include a specification for output and should be used at the definition of success and acceptance. That is particularly important for Factory Acceptance Testing and Site Acceptance Testing. After all, if you cannot achieve the goals for the acceptance period, how can you expect to do so over the course of a year. Your supplier should be willing to commit to such goals in a collaborative way with the other key suppliers. The old saying, “Put your money where your mouth is” is the best assurance of success.
Flexibility & Reliability
There is a very strong relationship between flexibility and reliability. In most cases, something that can do everything is not really good at anything. High-speed automation is capital intensive—that is a plain and simple fact. What automation should not be is expensive. If it is perceived to be too expensive, something is really wrong.
In most cases, something that can do everything is not really good at anything.
An automation solution that is not highly utilized is far less effective. You need to have flexibility, but the flexibility should be a definite need, not “just in case we have a need for it.” The goal should be 100% utilization and not 100% coverage of all applications.
Ensuring Traceability
The idea of cavity-specific sorting and traceability to the cavity level is very attractive. Only one cavity per tray is very achievable. The question becomes, how far can you maintain that integrity? The reality is that the tray goes in a holder, the holder in a box, the box in a carton and the carton goes on a pallet. To maintain the integrity of the cavity-specific sorting means the collection of over 17 million tips in a typical application—the equivalent of a full pallet—for each cavity before shipments can be made (Table 2).
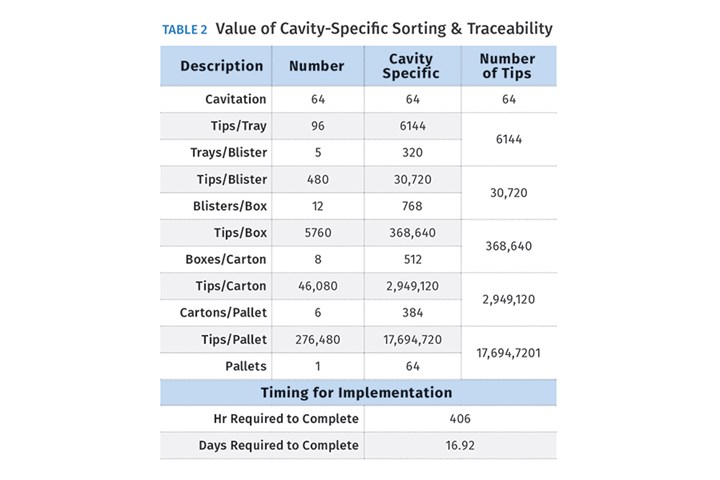
Cavity-specific sorting requires production of a full pallet (17 million tips) from each cavity in order to realize the QC benefit of this method of traceability.
The potential benefits are notable in cutting waste and reducing returns and warranty costs. To leverage these benefits means a significant commitment to maintaining the “purity” of the solution. That can certainly be done, but the question is “do you really want to do that”?
100% Vision Inspection & Rejection
Increasingly, 100% inspection is becoming a more desirable choice than cavity-specific sorting. Just sorting by cavity does not mean that the parts are good and does not facilitate the QC process. The same systemic defects will develop over time, and inspecting even 1 tip from each cavity every 3 hr would require at least three people working 24/7 and costs a fortune. Many have the opinion that, if the parts are known to be good, the benefits of cavity-specific sorting diminish. The cost benefits of 100% inspection are many in both direct and indirect labor costs.
Moreover, not sorting by cavity does not mean you cannot have traceability, if you use 100% inspection. Why not do both, then? That is a definite possibility, but the cost of the equipment and the substantial floor space required make implementation of such a “belt-and-suspenders” approach impractical. Fully 100% inspection is a better choice, and the benefits are more tangible. An effective alternative could be “cluster-specific sorting,” which can be combined with 100% inspection and is much less cumbersome.
What Should I Measure & How Do I Measure It?
Before addressing the “what and how” perhaps it makes sense to address the “when” issue. The answer is “as early as possible.” In that way, you have a minimum loss of consumables (all of the purchased materials used in manufacturing). If the parts are rejected after molding the tip, only 6.5% of the consumables are involved (Table 3). The tip (as molded) is a mono-material and as such is more easily reclaimed. The further on in the process, the greater the cost, and recycling becomes much more challenging.
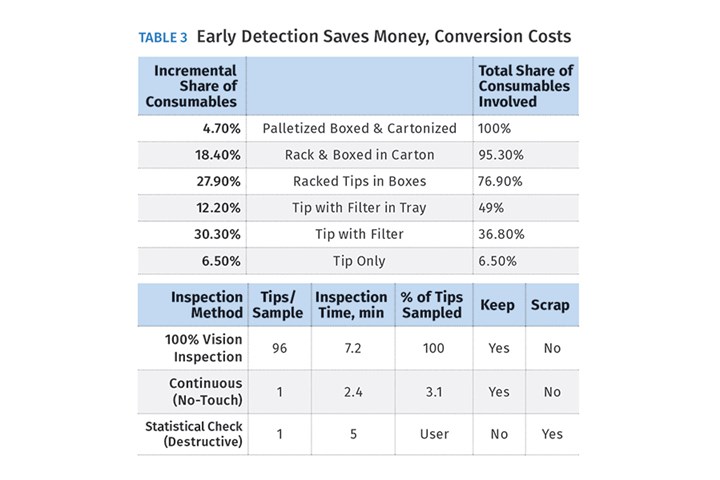
Early detection through online inspection saves considerable expense in wasted materials. Three main methods of inspection are cited here. Note: This example is based on 64 cavities running a 4.8-sec cycle. The first inspection is performed by a pair of cameras scanning a tray of 96 tips. The second and third inspections are statistical checks of a single tip.
There are systems in the market that utilize three types of measurements (Fig. 2). The first measurement covers 100% of the parts, but not 100% of the possible defects. The 100% inspection is intended to detect sporadic defects (which come and go and whose root cause is difficult to determine) and systemic defects (which develop over time or are permanent in nature—like a broken core pin).
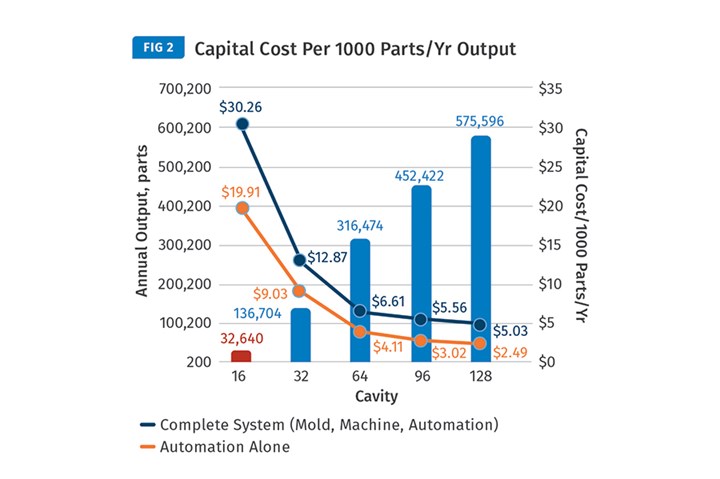
Capital cost/output ratio improves dramatically up to 64 cavities, but relatively little beyond that figure. The bar for 16 cavities is shown in red because it is very difficult to be profitable with that low level of cavitation.
The second measurement is done continuously and detects systemic defects. It does not inspect 100% of the parts. They are selected by cavity number and are checked in a non-destructive way, using a “no-touch” gripper (a gripper that does not contact the inside of the tip). The data is recorded, and the parts are replaced for use. One complete set of 64 parts is measured in under 3 min. This method can detect things like vertical flash and the end of filling, therefore venting issues.
The third method is “destructive” in nature and the parts are discarded. This tests uses a precision mandrel to measure radial run-out and critical “gauge” dimensions from the proximal end of the tip. The frequency of testing is selectable by the user and can be done “on demand.” Since the defects develop gradually, the frequency can coincide with other requirements, such as the collection of retains.
Having a camera “look at parts” is no big deal. Configuring an inspection that can measure with the accuracy and resolution required and at the output rates needed is another story. The challenges continue with configuring the solution to provide functionality in a small footprint and provide the reliability you want.
The know-how behind the concept is significant and the fine points of the functionality are too many to address here. Also, there is intellectual property too sensitive to reveal in an open forum, and the exact configuration is always customized for the application.
Capital Expenses & Cost Benefits
Anyone who has investigated vision inspection systems knows that there is significant capital expense involved. Like all of the other components of the automation cell, it is not the cost that is important but rather the value it provides. In automation the motto is “follow the money—it will always lead you to the right answer.”
Savings from implementation can be evaluated in four categories. The quantification of the potential impact will depend on the application, but the criteria are always the same:
• Direct and Indirect Labor: Without automated online inspection, there is a lot of direct and indirect QC labor required, and the higher output makes the tasks more challenging. Most facilities operate 24 hr/day, so three shifts of coverage are required. The labor savings alone usually justify the investment in a few months.
• Early Defect Detection: Early detection of both sporadic and systemic defects saves further processing and expending of additional consumables. Without 100% inspection, defects are only detected when the parts are finished, packaged and sometimes shipped. Late-stage detection almost always results in scrapping to a landfill.
• Reduced Waste: Waste is reduced by rejecting parts after molding and before additional operations are completed. That means only about 6.5% of the material costs are consumed. It also allows for the mono-material tips to be reclaimed. In many cases, if necessary, production can be stopped before running scrap at very high rates.
• Prevention of Unplanned Downtime: Statistical measurements are particularly useful in measuring the gradual progression of mold wear that contributes to excessive run-out or flash. Quality statistics can predict the required maintenance interval so repairs can be planned.
Filter Assembly & Inspection
New regulatory requirements have a very big impact on the type of pipette tips required. Pre-COVID, approximately 65% of tips were used without filters. The projections for 2022 will make filtered tips the majority, and by 2025 the trend points to 65% being filtered.
Automating the filtering process has become a must in pipette production. The key is to prevent jamming during orientation and prevention of damage to the proximal end of the tips.
Automating the filtering process has become an absolute must-have. The market shift to higher quality tips, together with regulatory changes, has meant a four-fold increase in filtered tips. The challenges related to automated filtering are magnified dramatically by the higher throughputs. Here too, the know-how to prevent jamming during orientation and prevention of damage to the proximal end of the tips is essential to reliability. Keep in mind that micro-stops during filtering can cause up-stream stoppage, so being able to recover from a micro-stop and “catch up” becomes critical.
Floor Space & Cleanroom Utilization
Manufacturing floor space has become scarce and many companies rightly include revenue dollars per square foot of manufacturing in their KPIs.
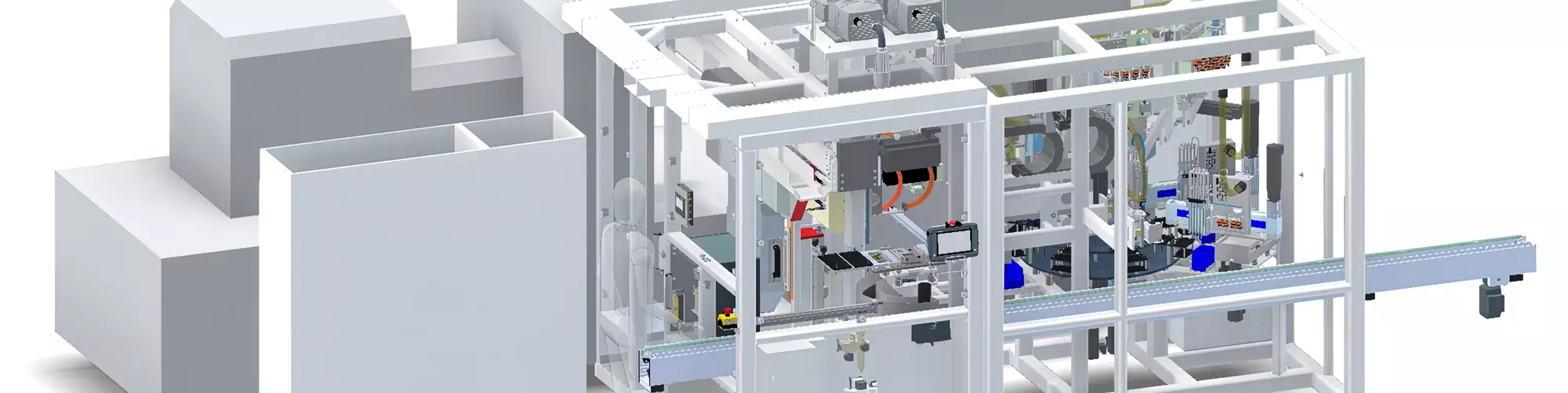
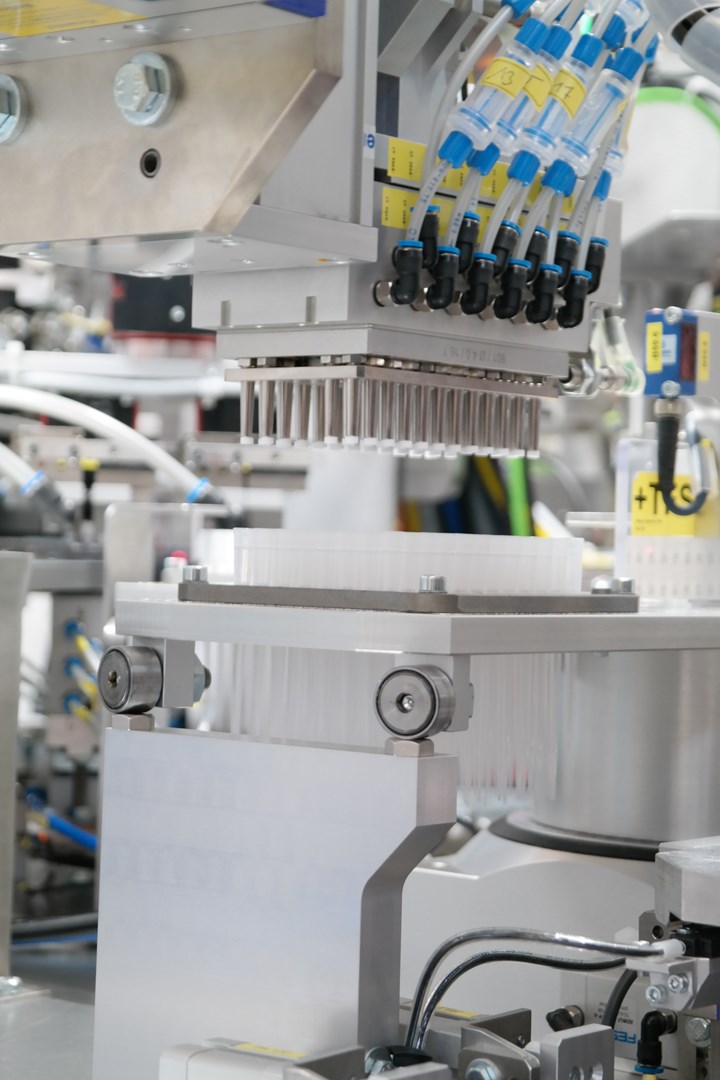
Of course, the floor space needed depends on the extent of the automation, but certainly one of the most effective combinations is for molding, vision inspection and filtering. The configuration shown below is very compact and includes injection molding, high-speed take out and orientation, 100% vision inspection and fully automatic filtering. It also includes flexibility for different tip sizes and different filters. This example, already in production, consumes only 450 ft2 of cleanroom space.
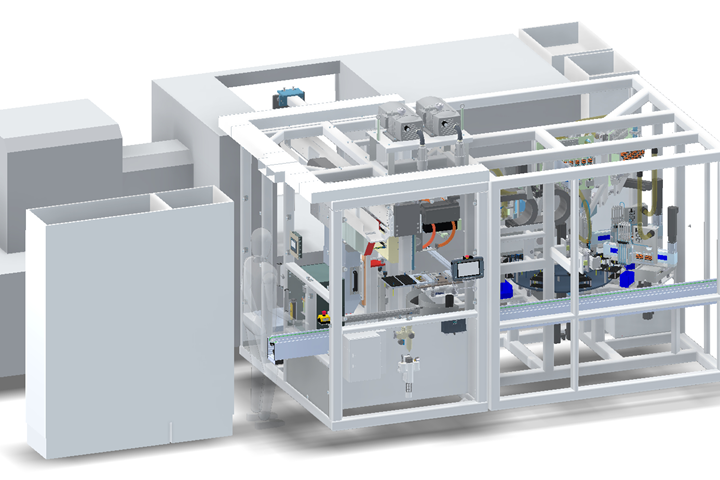
Compact pipette automation cell saves cleanroom floor space by combining molding, takeout and orientation, plus 100% vision inspection and fully automatic filtering in a single footprint.
Floor space can be quite expensive. Additional capacity usually means adding space and usually cleanroom space. Cleanroom construction conservatively costs $200/ft2, so you need to make every inch count. Well-designed automation can often save around $75,000/system in construction costs (Table 4). Operating costs are also not insignificant, and you pay for that every year.
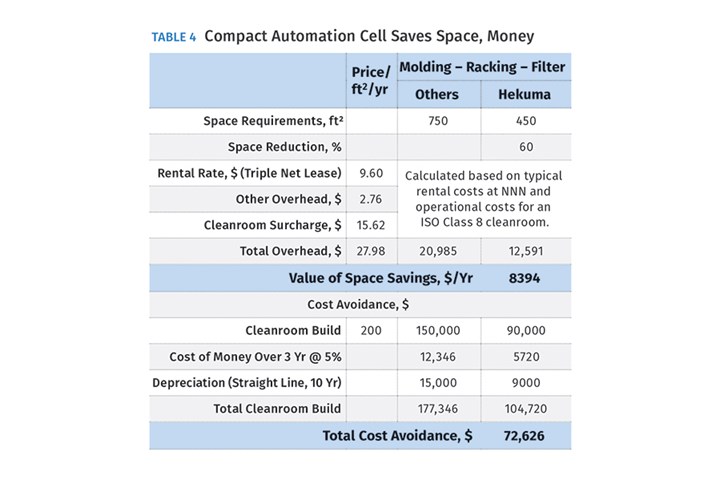
Floor space is expensive, especially in clean rooms. Compactness of a pipette automation cell pays off.
Capital Investment
No matter how you slice it, the price tag of a pipette system can quickly top $1 million. It is an investment in every sense of the word. Once more, “bigger is better” and typically, cavitation is king. Figure 3 shows that output increases dramatically with cavitation, but the capital cost (shown in U.S. dollars per 1000 pieces of annual output) advantage diminishes as the cavitation grows beyond 64 cavities. A 64-cavity system has a very attractive price/performance ratio and is a well-proven solution. Higher cavitation is possible and has its rewards but also its challenges.
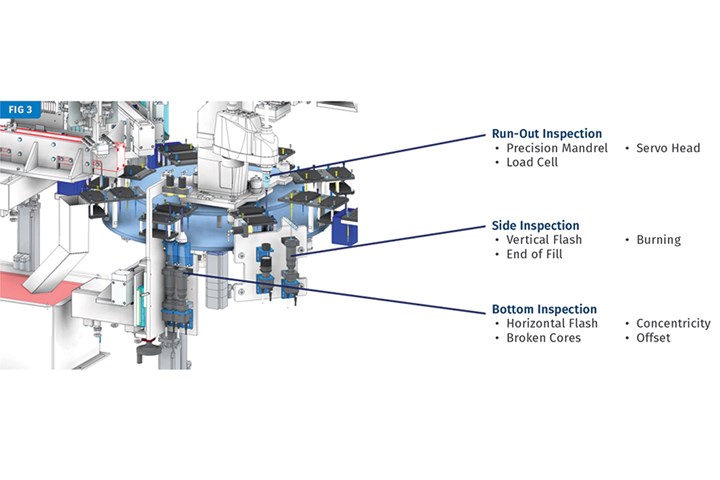
Systems such as this inspect tips in three steps: Bottom inspection uses camera pairs and lighting for 100% measurement of ID, OD, flash, short shots (end of fill), broken cores and concentricity (offset). Side inspection uses camera pairs and lighting to inspect 64 parts in three shots; it checks for flash, short shots, burning and offset. Run-out inspection (destructive, unlike the others) uses a precision mandrel, load cell and servo drive to check 64 parts in 4 min for radial runout and gauge measurement of sealing surface. This test is for user-programmed statistical samples.
ABOUT THE AUTHOR: Rick Shaffer has worked for both molders and machine builders in a career of more than 30 years, holding executive positions with Demag Plastics Machinery, Netstal, Waldorf Technik, Flex and Wesfall Technik. He currently is president and owner of consulting company InterTech Rx LLC, which specializes in medical molding. He is also sales manager, Americas, for automation specialist Hekuma GmbH. Contact: (480) 231-9022; rick.shaffer@hekuma.com; hekuma.com.
















Related Content

What Comes After MES? It’s Already Here
If you’re not sure what the initials M-E-S mean, or whether that’s something your business needs, it may be time to look beyond MES to the next generation of manufacturing connectivity.
Read More
Film Processor Automates Complex Resin Management, Blending & Distribution System
Polipak of Poland moves to BlendSave system to support sustainability and Industry 4.0 objectives.
Read More
An Automation 'First' for Non-Servo-Eject Trim Presses
Compact, flexible and configurable robotic system is said to be the first to enable thermoformers to fully automate product handling after a non-servo trim press.
Read More
‘Plug & Play’ Machine Monitoring For Small and Medium-Size Processors
New firm aims to bring benefits of real-time visibility of plant operations to smaller plastics firms at modest cost with quick and easy implementation.
Read MoreRead Next

Injection Molding: New Automation Approach for Medical Pipette Tips
Hekuma’s fast and flexible new-generation system will be demonstrated at K 2019.
Read More
Understanding Automation for Pipette Molding
While simple looking enough, the pipette can be challenging to process. They generally have to be produced in high volumes without sacrificing quality due to their demanding applications. Automation is key to making this happen.
Read More
Troubleshooting Screw and Barrel Wear in Extrusion
Extruder screws and barrels will wear over time. If you are seeing a reduction in specific rate and higher discharge temperatures, wear is the likely culprit.
Read More