
Which Winder’s for You?
It's time to apply more science to the process of selecting the right kind of winder for your operation.

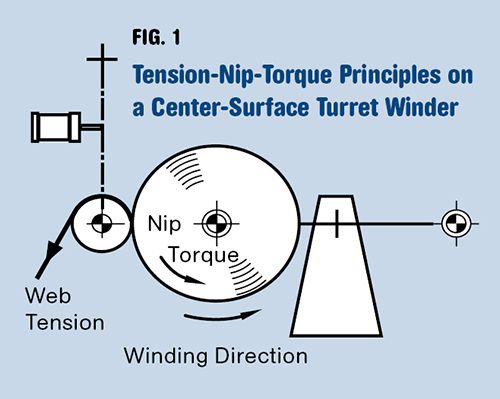
Center-surface winding uses all three of the TNT winding principles. Web tension is controlled by the surface drive connected to the lay-on or pressure roll to optimize slitting and web spreading. Feedback from web-tension load cells trims this drive to control constant web tension during winding. Lay-on roll loading applied to the winding roll controls the nip. Torque from the center drive is programmed to produce the desired in-wound tension for the desired roll-hardness profile.

Center winders can be a gap winder, where only tension is used to control roll hardness. A center winder could also incorporate a lay-on or pressure roll. This winder would use both tension and nip to control the roll’s hardness. With a center winding process, the spindle torque through the center of the roll provides the web tension.
Surface-type film winders use a driven winding drum. The winding rolls are loaded against the drum and are surface wound.



A lot of science goes into winding. So-called TNT (tension, winding, torque) winding principles are well established and have been proven and modeled at the Web Handling Research Center at Oklahoma State University, Stillwater, Okla.
Yet determining which of these principles, or the proportional amount of each, to use for proper winding of different types of materials under specific sets of conditions is still considered “art.” This article is intended to help processors select the best type of winder to use in order to consistently produce high-quality, defect-free rolls of web material. We will discuss the winding principles, how they are used on different types of winders, and present product parameters for which each type of winder is best suited.



Roll hardness is developed in different ways on different types of winders but the basic principles of how to build roll hardness stay the same. To remember these principles, just remember that to consistently wind “dynamite rolls” you need TNT:
•Tension: The winding web tension.
•Nip: The nip of the pressure roll or drum.
•Torque: From the center drive or torque drum.
TENSION PRINCIPLE OF WINDING
When winding elastic films, web tension is the dominant principle of winding used to control roll hardness. The more tension pulled and the more stretch put on the web before winding, the harder the wound rolls will ultimately be. The winding web tension is often determined empirically.
However, the maximum amount of web tension can also be determined by using 10% to 25% of the material’s elastic limit. When relying only on tension to control roll density, it is important that the winding tension be tapered smoothly as the roll diameter increases. The tension taper should be between 0 and 50%. A tension taper of 25% at full roll is common.
NIP PRINCIPLE OF WINDING
When winding inelastic webs, nip is the dominant principle used to control roll hardness. Web tension is controlled to optimize the slitting and spreading operations. The nip controls the roll hardness by removing the boundary layer of air following the web into the winding roll. The rolling nip also induces in-wound tension into the roll. The harder the nip, the harder the winding roll will be.
The challenge for winding is to have sufficient nip to remove the air and wind hard, straight rolls without introducing too much in-wound tension in order to prevent roll blocking or deformation of the web over the high-caliper area.
Key considerations in applying the nip principle of winding are:
•The nip must be applied where the web enters the winding roll.
•The winding film’s weight and the lay-on roll’s weight, as well as web tension, should not affect the nip loading.
•The nip pressure should be tapered as the roll winds, to prevent “starring” and “telescoping.”
•The larger the roll diameter, the more air is introduced to the nip, producing a tapered nip pressure with a constant nip loading.
TORQUE PRINCIPLE OF WINDING
Torque winding is the force induced through the center of the winding roll, which is transmitted through the web layers and tightens the inner wraps. This torque is used to produce the web tension when center winding. Therefore, “tension” and “torque” are the same winding principle. However, when the pressure roll is driven to control the web’s tension, then the torque induced through the center of the roll can be independently controlled to adjust the winding roll’s hardness profile.
Film winding is often referred to as an art. This is because the setting and programming of the TNT will vary depending on:
•The type and design of the winder.
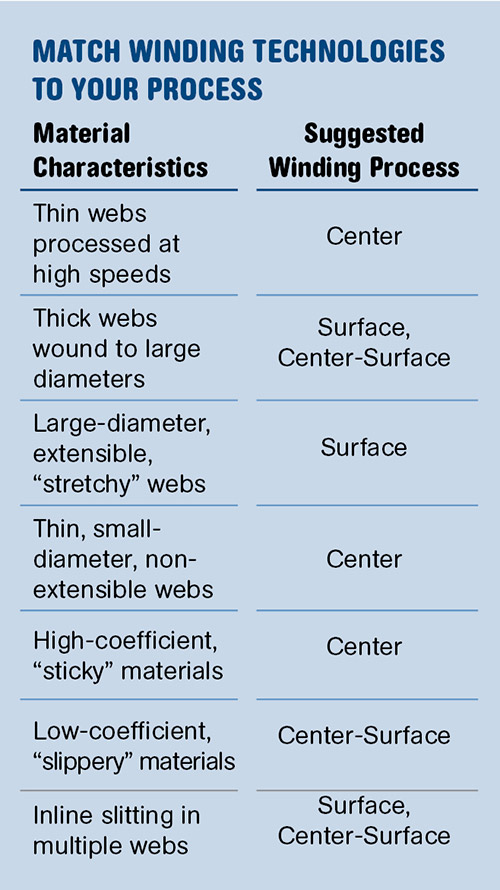
•The type of web material being wound (thick/thin, extensible/non-extensible, slippery/sticky).
•The width of the rolls being wound.
•The speed of the winding operation.
There are three basic winding processes used for web materials: center winding, surface winding, and combination center-surface winding. Each process uses one or more of the TNT winding principles to build roll hardness.
CENTER WINDING
A center winder could be a gap winder where only tension is used to control roll hardness. A center winder could also incorporate a lay-on or pressure roll. This winder would use both tension and nip to control the roll’s hardness. In center winding, the spindle torque through the center of the roll provides the web tension.
An advantage of center winding is that this process can wind softer rolls. This type of turret winder can provide quick indexing and fast cycle times. The disadvantage of center winding is the limitation of maximum roll diameter due to the torque applied through the layers of slippery webs. In addition, center winders have a higher probability of generating scrap during roll changes.
Turret center winders are:
•Best for winding soft rolls (i.e. webs with gauge bands).
•Best for winding film with high tack.
•Best for winding small-diameter rolls.
•Easily designed for dual-direction winding.
•Able to provide adhesiveless transfers.
SURFACE WINDING
When surface winding elastic materials, web tension is the dominant winding principle. When surface winding inelastic materials, nip is the dominant winding principle. Surface-type film winders use a driven winding drum. The winding rolls are loaded against the drum and are surface wound.
The advantage of surface winding is that web tension is not supplied from torque being applied through the layers of film wrapped into the roll. The disadvantage is that air cannot be wound into the roll to minimize gauge bands and roll blocking problems.
Drum surface winders are:
•Best for winding hard rolls (i.e., protective films).
•Best in utilization of space and horsepower.
•Best for winding very large-diameter rolls.
•Best for minimizing waste during transfers.
•Less expensive.
•Mechanically simpler, with a single and smaller winding drive.
CENTER-SURFACE WINDING
A center-surface winder uses both center winding and surface winding processes (see Fig. 1). Center-surface winding uses all three of the TNT principles. The web tension is controlled by the surface drive connected to the lay-on or pressure roll to optimize slitting and web spreading. The feedback from the web-tension load cells trims this drive to control constant web tension during the winding operation. The lay-on roll loading applied to the winding roll controls the nip. The torque from the center drive is programmed to produce the desired in-wound tension for the roll hardness profile desired.
The advantage of center-surface winding is that the winding tension can be controlled independently of the web tension. For high-tension applications, center-surface winders can share the tension horsepower requirements to allow small center drives. The disadvantage of center-surface winding is that the winding equipment is more expensive and complex.
Center-surface winders are:
•Best for winding high-slip films to larger diameters.
•Best for slitting and winding extensible films to larger diameters.
•Best to significantly taper in-wound tension without affecting the film width.
•Able to supply in-wound tension without stretching the web over caliper bands.
About the author
R. Duane Smith is product manager of specialty winding at Davis-Standard LLC/Black Clawson Converting Machinery. He has been associated with the company for nearly 40 years and has been awarded two patents in the area of winding. Contact: (315) 598-7121; email: smithd@bc-egan.com; website: davis-standard.com.
















Related Content

How Screw Design Can Mitigate Gels in PE Films
Gels are a constant issue in production of PE films using single-screw extruders. Gels can create quality issues via optical flaws, and they can cause the film to break on blown or cast film lines. There are numerous origins for gels, and the mitigation method depends on knowing the gel type.
Read More
Formulating LLDPE/LDPE Blends For Abuse–Resistant Blown Film
A new study shows how the type and amount of LDPE in blends with LLDPE affect the processing and strength/toughness properties of blown film. Data are shown for both LDPE-rich and LLDPE-rich blends.
Read More
Air Ring Add-On Brings Output to New Level
The Short Stack from Addex sits between the air ring and die and provides high-velocity air flow to boost output and lock in the bubble.
Read More
Flexible-Film Processor Optimizes All-PE Food Packaging
Tobe Packaging’s breakthrough was to create its Ecolefin PE multilayer film that could be applied with a specialized barrier coating.
Read MoreRead Next

Troubleshooting Screw and Barrel Wear in Extrusion
Extruder screws and barrels will wear over time. If you are seeing a reduction in specific rate and higher discharge temperatures, wear is the likely culprit.
Read More
Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More
Processor Turns to AI to Help Keep Machines Humming
At captive processor McConkey, a new generation of artificial intelligence models, highlighted by ChatGPT, is helping it wade through the shortage of skilled labor and keep its production lines churning out good parts.
Read More