Why Barrel Temperatures Have a Small Effect on Melt Temperature
Extruders are not like ovens. Tweaking barrel-temperature profiles will not influence melt temperature all that much. Here’s why.
.jpg;width=70;height=70;mode=crop;format=webp)
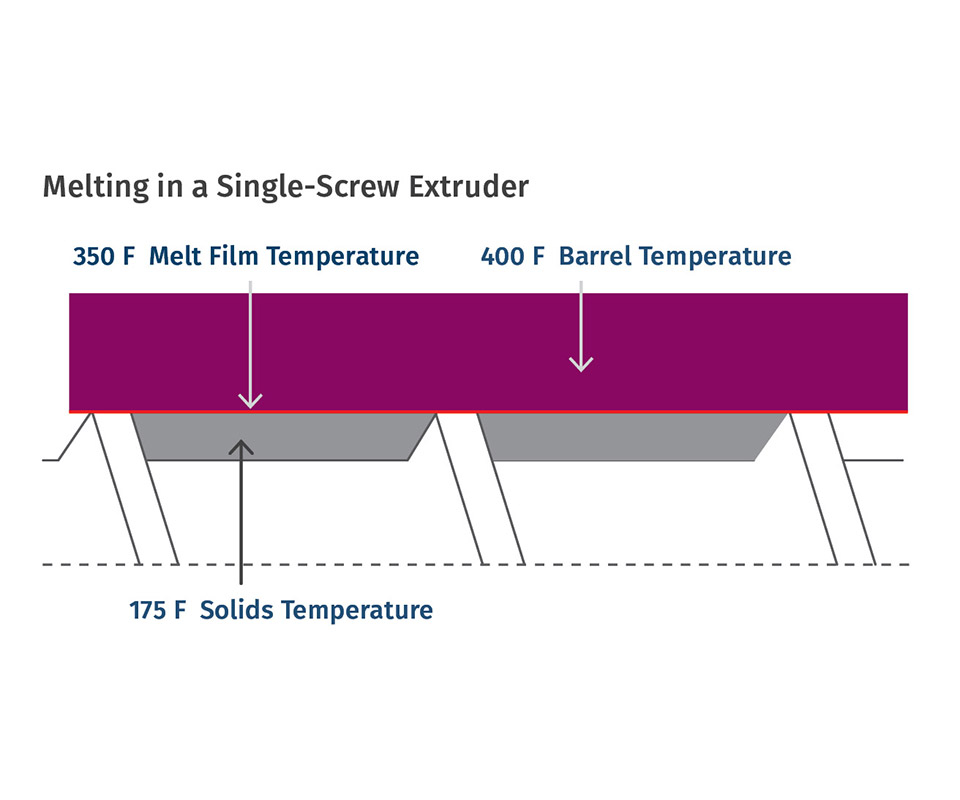
In an extruder, melting and the accompanying temperature rise are due to shearing of the polymer. The shear rate is greatest at the barrel wall, which is where melting initiates. A melt film forms adjacent to the barrel wall, typically after 3-5 turns. This film then develops a melt temperature near or above the barrel temperature at that point.


Extrusion processors tend to set up all kinds of barrel-temperature profiles to control melt temperature. Generally, these efforts are futile. The extruder barrel does not work like an oven, for several reasons. First, polymer is a very poor conductor of heat (in fact, plastics are excellent insulators). Second, the polymer has little time to absorb or give off heat. And finally, there is little temperature difference to transfer the heat between the polymer and the barrel.
Steel, for example, is 120 times as conductive as LDPE, so heating or cooling the barrel will certainly affect the temperature of the barrel quickly—but not the temperature of the polymer. Then there is the issue of residence time. It can take hours and hours to cook a turkey in an oven. But the average residence time in a 6-in., 24/1 extruder running LDPE at a rate of 1000 lb/hr is a little over 6.5 min.


The larger the extruder, the increasing channel depth means a smaller ratio of barrel surface to polymer volume for heat transfer. With the same barrel heaters running at maximum heating, it can take several hours to heat the polymer so the screw can be rotated. Finally, there must be a temperature difference (delta T) for heat to be transferred.
In an extruder, melting and the accompanying increase in temperature are caused primarily by shearing the polymer. The shear rate is greatest at the barrel wall, and consequently that is where melting initiates. A melt film forms adjacent to the barrel wall, typically after 3-5 turns. This film develops a melt temperature near or above the barrel temperature at that point. The film then grows along the screw length and eventually fills the channel.
Since heat cannot be transferred except with a temperature difference, the delta T shown in the accompanying illustration is relatively small, reducing the possible heat-transfer rate. The classical calculations developed by Tadmor and Klein for the overall melting rate show that the contribution from the barrel heat is heavily dependent on the delta T.
While heat transfer to the melt film from the barrel is limited, so is heat transfer from the film to the solid. That’s because of the very low heat-transfer rate of the polymer and the short residence time. The condition is a little different when the barrel is cooled, but the result is affected by the same parameters.
The amount of heat transferred during cooling is heavily dependent on the viscosity of the polymer. By cooling the barrel below the melt temperature, you’d expect that heat would leave the melt and go into the very conductive barrel wall. But that is complicated by the change in viscosity that occurs as the melt adjacent to the barrel wall is cooled. The cooling causes the viscosity near the wall to increase, and the shear stress in the melt to increase. This results in more energy going into the melt from the screw rotation. This can offset much or even all of the loss of heat to the barrel.
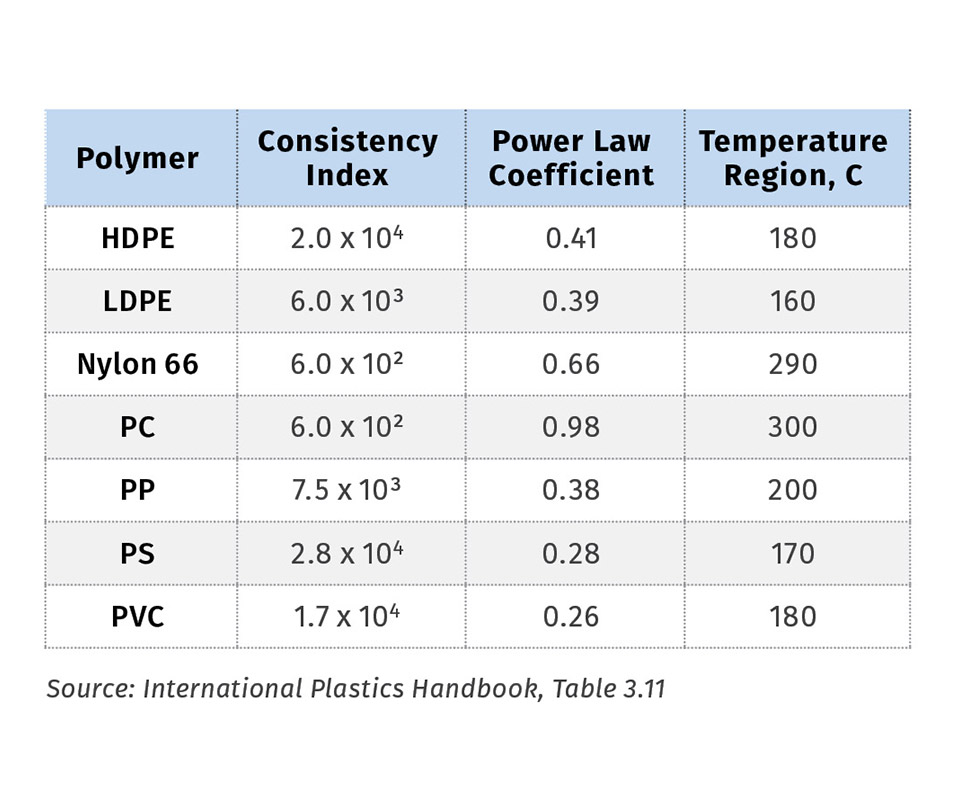
The effectiveness of barrel cooling then depends heavily on the polymer’s viscosity change with temperature. Without shear-rate/viscosity curves at various temperatures, a good reference to which polymers can be more effectively cooled is their consistency index (see table). The consistency index reflects the temperature dependence of the polymer’s viscosity, with a higher number indicating greater change in viscosity with temperature.
Studies of the overall energy balance with different polymers substantiate that when the barrel is in cooling mode, the energy removed in the cooling water from the barrel heaters can be offset to various degrees by an increase in drive power transferred to the polymer through shear heating. The more sensitive the viscosity is to temperature, the less effective barrel cooling will prove to be.
ABOUT THE AUTHOR: Jim Frankland is a mechanical engineer who has been involved in all types of extrusion processing for more than 40 years. He is now president of Frankland Plastics Consulting, LLC. Contact jim.frankland@comcast.net or (724) 651-9196.
Related Content

The Importance of Barrel Heat and Melt Temperature
Barrel temperature may impact melting in the case of very small extruders running very slowly. Otherwise, melting is mainly the result of shear heating of the polymer.
Read More
How Polymer Melts in Single-Screw Extruders
Understanding how polymer melts in a single-screw extruder could help you optimize your screw design to eliminate defect-causing solid polymer fragments.
Read More
The Right Way to Design Vents in Single-Screw Extruders
Designing vents for single-screw extruders requires understanding of polymer flow in the screw channels. Some designs are more effective than others. Here are some guidelines.
Read More
How Much L/D Do You Really Need?
Just like selecting the extruder size and drive combination, the L/D should be carefully evaluated.
Read MoreRead Next

Troubleshooting Screw and Barrel Wear in Extrusion
Extruder screws and barrels will wear over time. If you are seeing a reduction in specific rate and higher discharge temperatures, wear is the likely culprit.
Read More
Why (and What) You Need to Dry
Other than polyolefins, almost every other polymer exhibits some level of polarity and therefore can absorb a certain amount of moisture from the atmosphere. Here’s a look at some of these materials, and what needs to be done to dry them.
Read More
Advanced Recycling: Beyond Pyrolysis
Consumer-product brand owners increasingly see advanced chemical recycling as a necessary complement to mechanical recycling if they are to meet ambitious goals for a circular economy in the next decade. Dozens of technology providers are developing new technologies to overcome the limitations of existing pyrolysis methods and to commercialize various alternative approaches to chemical recycling of plastics.
Read More