
A Molder’s Plea: Let’s Standardize Controllers
P,R,N,D is a standard for any automatic-transmission vehicle, regardless of who makes it. It isn’t so simple when it comes to injection molding machines. From manufacturer to manufacturer you will see little to no continuity in controller layout, icons, or even terminology.


Pressing the mold-close button, because you confused it with the ejector-forward button, could cost you a mold.
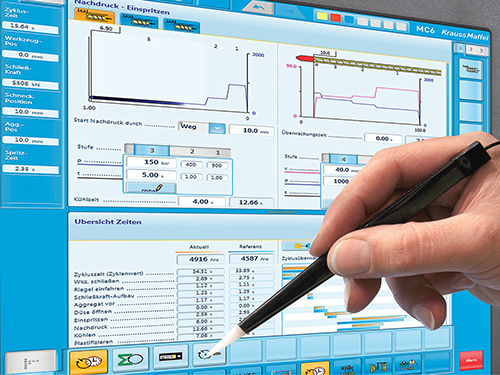
The author says machine makers can offer proprietary features that differentiate their controls while still adhering to basic standards on layout, icons, and terminology that will make things easier for molders. 
If you look at four different machine manufacturers, you’re going to find four different terms to describe ejectors, fill time, fill speed, cushion, decompression, screw rotation, and so on.

The normal QWERTY keyboard is an example of a standard layout that facilitates cross-platform use of computer input devices.

Reversing the order of just one line in the standard QWERTY keyboard could involve significant time and numbers of errors to get used to it.
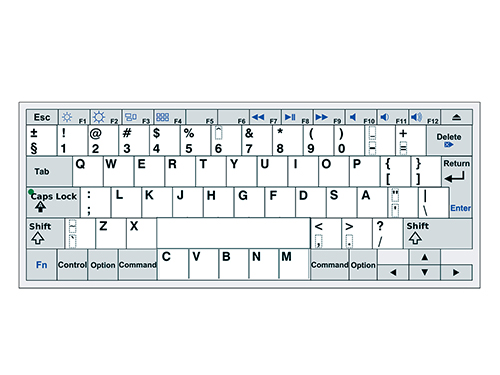
No change in symbols, but only in layout, would require a significant learning curve to accommodate.


When choosing a new press molders must take into account several factors, including training from the supplier. Choosing a machine that your technical staff is familiar with is obviously important, because the learning curve on a new controller can sometimes be significant. But why is that, exactly? When you rent a car you don’t need to spend much time getting familiar with it. P,R,N,D is a standard for any automatic-transmission vehicle, regardless of who makes it. It isn’t so simple when it comes to injection molding machines. There seems to be no standardization from manufacturer to manufacturer with regards to controller layout, icons, or even terminology. (John Bozzelli wrote a great article a few years back that points out the multiple phrases used to describe “cushion” and it is worth a read. See May’12 Injection Molding Know How; short.ptonline.com/Bozzelli.)
SCRAMBLING THE KEYBOARD
One of my favorite analogies to show how subtle changes in layout and icons can have a big impact is the standard QWERTY computer keyboard, shown in Fig. 1). We are all very familiar with this layout (some of us learned it on typewriters), and many of us are extremely efficient using it, even your hunt-and-peck, two-finger typists.
Imagine if you bought a new laptop, and when you opened it up, you had the layout in Fig. 2 in front of you. Not a big change from what you know, as far as changes go. Just a single row of keys is reversed, although many would point out that the alteration affects the most important row of keys. Frankly, it would take a lot of time to get accustomed to this new layout, and we would make many mistakes trying to figure it out, even those of us who are 60+ words/minute typists on the original QWERTY keyboard.
Now, what if the change was a bit more complex? What would our learning curve look like with the kind of alteration in Fig. 3? Keep in mind that none of the key symbols has changed, only the order in which they appear. I don’t know about you, but my emails would be a nightmare.
So, I hope we can all agree that most of us would make some mistakes while trying figure out these new layouts, even if they could be easily corrected with a “DELETE” or “BACKSPACE” key.
Well, injection molding machine controllers don’t allow us to fix mistakes with a keystroke. Pressing the mold-close button, because you confused it with the ejector-forward button could cost you a mold. Think about that—something as simple as confusing an icon can cost your company hundreds of thousands of dollars!
To avoid this, some molders decide to stick with one machine manufacturer across the board. There are pros and cons to this approach, and I think the benefits are obvious, but what about the drawbacks? What keeps your machine manufacturer competitive from both a cost and technology standpoint if it knows it has no competitors for your business? What if your current preferred machine supplier doesn’t offer the technology you need for newly awarded business? There is a very plausible scenario in which you would have no choice but to introduce a new controller into your facility, even if you use a single source for machines.
Standards for machine controller layouts would ensure that when your single machine source decides to upgrade its controller, the layout, icons, and terminology don’t get scrambled. This is not a “What if?” circumstance—that very sort of scramble has happened on almost every machine on the market. Upgrades are expected—technology keeps changing—but that doesn’t mean that we can’t maintain standards.
This also doesn’t mean that machine manufacturers can’t set themselves apart with additional options or technologies. There will obviously still be unique features that are proprietary to their brand. With today’s technology and the operating systems that the machine manufacturers use, a standard screen layout could be agreed upon and made available. This doesn’t mean that this is the only interface option the manufacturers would offer. It just means that there would be a standard available if the end user wishes to use it. There are machines on the market right now that allow the end user to set up custom screen layouts; why not have a standard layout be one of the options as well?
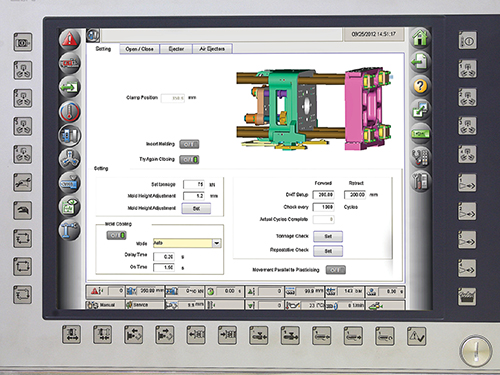
There are many examples that demonstrate why a standard layout would be a good idea. There are machine controllers, for example, that depict screen-access buttons for mold close and open, but the action buttons (which actually move the mold) are depicted in the opposite order. Not a big deal, right? They have arrows on them, so they should be perfectly clear to the operator, right?
Not necessarily; especially in the 5S manufacturing world we live in today. How easy would it be to hit that mold-close button thinking you were hitting the mold-open button? Especially considering you might have just pressed the button to access the mold-open screen. The correct layout for both sets of buttons should mimic the movement of the mold from the operator side of the machine. Keeping a controller well organized is important: a place for everything, and everything in its place.
STANDARDIZED LAYOUT, ICONS & TERMINOLOGY
Screen layout is important, and so are the icons that machine manufacturers use. It’s hard to understand why we don’t have a standard layout, icons, and terminology for basic functions of an injection molding machine. It has been 144 years since John Wesley Hyatt invented the first injection molding machine in 1872, and we still can’t agree on how to label fill time.
That’s not the only term without a consensus. If you look at four different machine manufacturers, you’re going to find four different terms to describe ejectors, fill time, fill speed, cushion, decompression, screw rotation, and so on. Those of us that have been in the industry long enough are more than likely familiar with most of these, but even today I discover new ways machine manufacturers label the basic functions and outputs of an injection machine. How much time and money would the industry save us all if standards were required from machine manufacturers for the basic functions of the machines we run? In an industry where the tooling costs can often reach hundreds of thousands of dollars, standardization could represent a significant savings or cost avoidance. A technician simply confusing an icon or the order of its placement could be catastrophic to a program and your customers.
Once again, this does not hinder the machine manufacturers from standing out and offering options that other machine manufacturers don’t have. It just provides the end user with a consistent platform that would reduce the learning curve on new equipment. It would also ensure that updates or upgrades to controllers retain the standard as well.
Maybe machinery manufacturers are avoiding standards in an attempt to lock a customer into using their equipment to save training time. But machine manufacturers need to stand out from competitors on the basis of their machine performance and customer service. They should set themselves apart with their willingness to stay competitive via new technologies, repeatability, and economy. It should not be dependent on the time it will take to train your staff to use their controls.
Remember—our job as processers is to reduce the effects of variation on our process. Variation comes from all angles of an injection molding process: the material, the mold, the machine, and the processor. Standardized machine controls would be one way to reduce the effects of human error and variation coming from the processors themselves.
ANOTHER THING: INJECTION STAGES
For the last several years, machine manufacturers have been touting the number of injection or hold stages they offer. One manufacturer offers the option to set 10 stages, and the next manufacturer outdoes them with 12. I am not going to argue whether or not we should ever be using a 12-stage injection profile; I am just going to ask that the machine manufacturers give me the option to set one stage.
You can offer 12, that’s fine, but let me be able to select a single stage. One through 12 should be my options, not two through 12. It seems like a simple thing, but trust me, requiring two stages can increase the risk of a technician making a mistake. If I need to change my fill time from 2.0 to 1.95 seconds to better center it within my upper and lower control limits, I have to change two setpoints on my machine, rather than one. So in order for me to use a single stage of injection, I have to set two setpoints at the exact same number. I don’t care if you want to “upgrade” to 50 stages, allow the molder to set them from one through 50.
ABOUT THE AUTHOR
Robert P. Gattshall is currently engineering manager at the Richmond, Mo., Adhesive Technologies operation of German conglomerate Henkel AG. He has worked 20 years in automotive and medical injection molding, including 17 years in process engineering and process development. Certified in John Bozzelli’s Scientific Injection Molding, Gattshall has developed more than 1000 processes using its principles. Contact: 262-909-5648; rgattshall@gmail.com.
















Related Content

Larger Capacity Auxiliary Injection Unit Introduced
Mold-Masters has extended the capabilities of its E-Multi auxiliary injection platform, introducing the new larger capacity EM5 model.
Read More
Video: Ultradent Bags Both Hot Shots Prizes at PTXPO 2023
Topping five other entries in voting by fellow molders, the Ultradent team talks about their Hot Shots sweep.
Read More
Mold, Hot Runner, Digitization and Process Monitoring at K 2022
The Barnes Group’s Molding Solutions division companies will highlight new mold and hot runner technologies at its own booth and at several machinery partners during K 2022.
Read More
Dual Injection Units on a Smaller, Electric Press for 2K Medical Molding
Engel extends its combi M dual-injection unit technology to a smaller tonnage machine with a horizontal indexing table for the first time at K 2022.
Read MoreRead Next

INJECTION MOLDING: Scientific Molding Gone Wrong
Sometimes molders get trained in Scientific Molding only to revert to their old way of doing things as soon problems pop up.
Read More

Why (and What) You Need to Dry
Other than polyolefins, almost every other polymer exhibits some level of polarity and therefore can absorb a certain amount of moisture from the atmosphere. Here’s a look at some of these materials, and what needs to be done to dry them.
Read More