
Bicycle Saddle Can Be Locally Reinforced From One Shot to the Next
At K 2016, IKV to demonstrate production of a sports bicycle saddle molded from LGF-PP foams bolstered by UD laminates, with visitors able to personalize parts.




At K 2016, IKV to demonstrate production of a sports bicycle saddle molded from LGF-PP foams bolstered by UD laminates, with visitors able to personalize parts.
Once again, exciting developments can be expected as at every K show from the Institute of Plastics Processing (IKV) and the Skilled Crafts at RWTH Aachen University. With the aid of two production cells, IKV’s main research topics; namely, lightweight construction, additive manufacturing, Industry 4.0 and integrative plastics technology will be demonstrated live at Hall 14/C16.



With its 13 partners from different areas of the industry, IKV will demonstrate the implementation of Industry 4.0 in plastics processing via production cells customized for the production of foamed, continuous fiber-reinforced plastic hybrid parts. The entire production is networked in line with the principle of Industry 4.0 and reportedly allows continuous documentation from the input of the original order, via the production data to the subsequent quality assurance, which can be viewed by the respective customer.
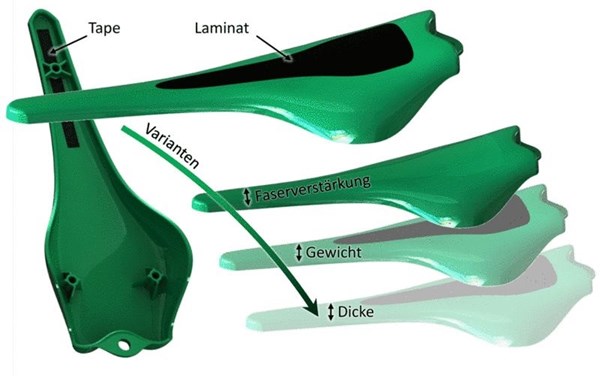
A sports bicycle saddle which can be locally reinforced from one shot to the next, depending on the customer’s specs, is the demonstrator part in this project. The saddle is a molded long glass fiber reinforced polypropylene (LGF-PP) foam that can be optionally supplemented by unidirectional (UD) laminates on the top and underneath. The ProFoam technology used in this foam injection molding process is said to allow for gentle, stress-free processing of the LGF-PP. This reportedly makes it possible to attain large residual fiber lengths in the part.
In addition, it will be shown with the aid of the demonstrator how thermoplastic continuous fiber-reinforced laminates can be fully integrated automatically into the reproducible injection molding process. IKV says its approach allows the weight-specific mechanical properties of FRP materials to be combined with the automation potential of the injection molding process. As such, the economical use of the individually acting reinforcing inserts in injection molding will be demonstrated for the first time.
IKV is inviting visitors to actively control the production process and select a personalized part from the variants, and then have it made. The production parameters of shot volume, part thickness and type of fiber reinforcement can be varied from one shot to the next.
The project partners are: Arburg, ASS, Georg Kaufmann Formenbau, gwk, Hasco, HRS flow, IOS, Kistler, Krelus, Motan, SABIC, Sensopart and Staubli.
Related Content
-
Molder Opts for Machine Flexibility for Complex Jobs
AE Plast opted for tiebarless multimaterial Engel victory machines as it took on complex parts for the appliance and power tool market, including a 3K housing for Dremel’s rotary tool.
-
Fakuma 2023: Wittmann Battenfeld Expands All-Electric Line, Direct-Current Capabilities
Wittmann Battenfeld will introduce the new EcoPower B8X injection molding machine line and show direct current as an energy source for a concept machine that will power its own robot.
-
Mold, Hot Runner, Digitization and Process Monitoring at K 2022
The Barnes Group’s Molding Solutions division companies will highlight new mold and hot runner technologies at its own booth and at several machinery partners during K 2022.








