



All plastics processing starts with moving resin to the machine, and while it can be easy to overlook the first step in any multi-step activity, processors would be remiss to downplay the vital role conveying plays in establishing a robust operation. From the silo or the gaylord to the mold or the die, there are three key areas processors need to think about when they start moving material. The design and operation of your conveying system, the choice of elbows for that system, and accounting for fines and streamers will get your conveying on the right track.
Number 1: Poor Conveying Costs You Money
Selecting the right pneumatic conveying system is important for economic and reliable operation of your processing plant. Poorly designed conveying systems cause plantwide inefficiencies like high scrap rate, high maintenance costs, and housekeeping problems, to name a few.




Dust, fines and streamers can contaminate your resin feed and impact efficiency and profits.
Part of the problem is that just about anyone can design a pneumatic transfer system to move pellets from Point A to Point B. Use enough air and you can transfer a car through a pipe. Only experienced designers, however, can design an efficient transfer. Many parameters have to be considered in the system design, and while there are some standard formulas to follow, some decisions are made simply based on experience.
• Optimize your pipe route: Dust and streamers are formed when relatively soft pellets impact the rigid pipe wall. A shorter, more direct route with fewer bends reduces the amount of dust and streamers that are generated during conveying.
• Fix your conveying pipe: Misaligned pipe flanges and couplings are a common cause of dust generation. The step created by pipes that are not concentric is the perfect opportunity for soft plastic to be degraded. Take care when installing compression couplings or use more sophisticated self-aligning flange designs.
• Reduce your conveying temperature: It’s not always possible to reduce the temperature of the solids that you’re transferring but do it if you can. More dust and streamers are generated at higher temperatures. Consider using heat exchangers on positive-pressure transfer systems to lower the conveying-air temperature since positive-displacement blowers and compressors add heat to the transfer system.
• Reduce your conveying velocity: High conveying velocity is the most common cause of dust and streamers. Simply put: Higher velocities create more fines and streamers. Keep your velocity lower than 5000 ft/min.
 Pellets impacting the pipe wall leave patches of plastic inside surface of the pipe. These patches melt together due to friction, which creates a coating on the pipe. Eventually, this coating tears off in strips.
Pellets impacting the pipe wall leave patches of plastic inside surface of the pipe. These patches melt together due to friction, which creates a coating on the pipe. Eventually, this coating tears off in strips.
• Run at full capacity: It is a common mistake to reduce the solids transfer rate so the system is not running “too hard” or to lower the transfer rate to match a downstream consumption rate. As mentioned earlier, fines and streamers are generated when pellets impact the inside of the transfer pipe wall. These impacts happen more often and at higher speeds when a conveying process is too dilute. Adjust your vacuum pickup box or rotary valve to feed the most solids possible into the transfer pipe while maintaining a stable conveying pressure.
It takes specific process design experience to keep your velocity low … but not too low.
Number 2: The Wrong Pipe Elbows Cost You Money
A significant amount of fines and streamer generation occurs in the bends—specifically, in traditional long-radius elbows. Pellets slide along the elbow wall and change direction in the pipe at high velocity. Centrifugal force then presses the pellets against the wall of the pipe. The friction of this interaction creates heat, which melts the outer layer of the pellets, resulting in a thin film buildup along the surface of the wall. This buildup eventually breaks loose, forming unwanted streamers and fluff that lead to product contamination. Abrasive materials, such as glass-filled pellets, wear out the elbow walls quickly due to these high frictional forces.
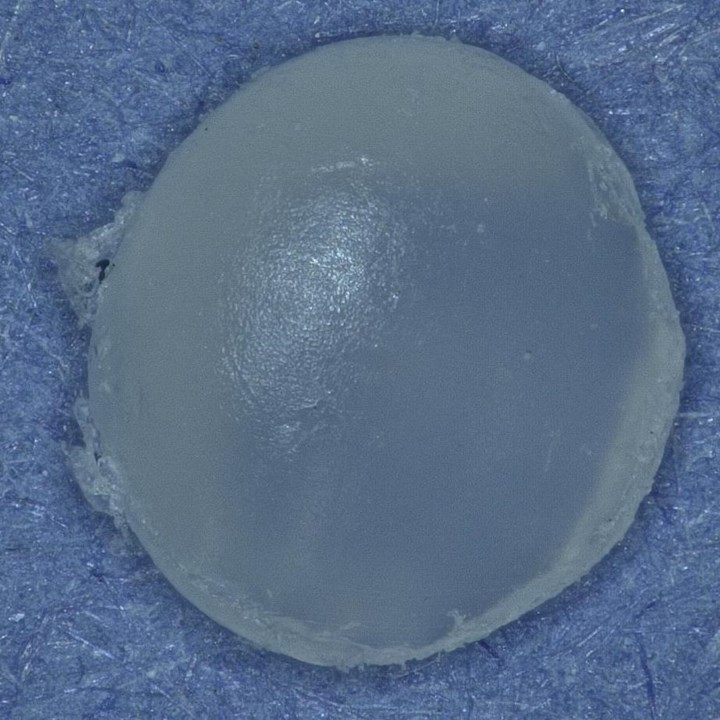
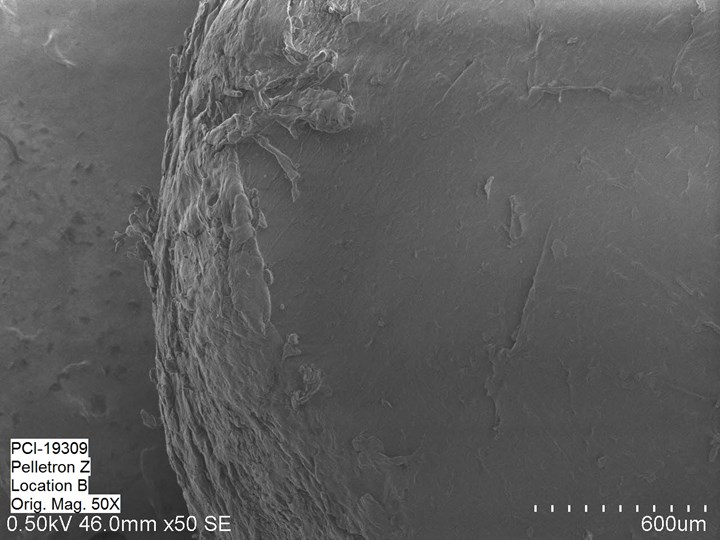
A 100X magnification by scanning electron microscope (bottom) shows surface damage on a pellet (top) caused by impact with a rigid pipe wall from a typical pneumatic conveying process.
Various types of alternative pipe bends, or specialty bends, are available on the market to solve these problems in positive- and negative-pressure dilute-phase pneumatic-conveying systems. Each type of specialty bend has its own positive and negative attributes.
• Pressure drop: All specialty bends increase pressure drop compared with a long-radius bend. Increased pressure drop can cause a reduction in transfer rate, so make sure you consult your process designer or discuss the topic with your specialty elbow supplier before you pull the trigger.
• Use them for the whole line: One common mistake when applying specialty elbows is to replace only one bend at a time. While this might work for solving wear in a particular elbow that breaks down most often, fines and streamer generation is a function of all of the elbows. Changing one will probably not have a significant impact. If you can’t get budget approval for replacing all your elbows, then at least start with replacing the elbows at the end of your transfer line. That is where the pressure is lowest, and consequentially, the velocity is the highest.
• Choose the right type. The standard Blind-T elbow has been around the longest. These have a short radius and a pocket that fills up with pellets to act as a cushion for the incoming pellets that are changing direction. This is typically the most cost-effective solution, but the pressure drop can be the highest of all specialty bends and contamination can be a problem since the pocket does not self-clean. There is also a secondary impact zone after the pocket that can be problematic too.
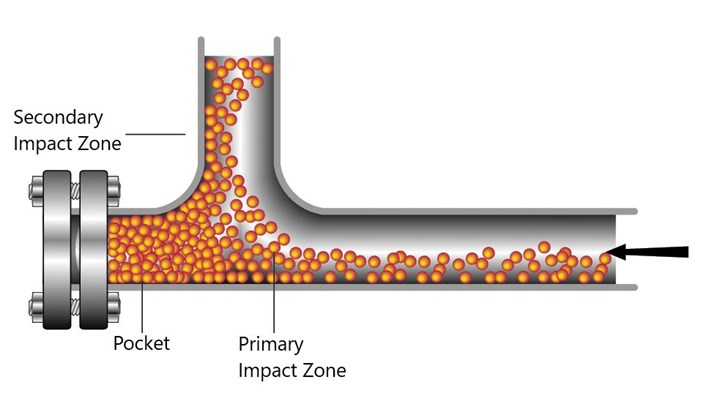 Blind-T specialty elbows have a short radius and a pocket that fills up with pellets to act as a cushion for the incoming pellets that are changing direction.
Blind-T specialty elbows have a short radius and a pocket that fills up with pellets to act as a cushion for the incoming pellets that are changing direction. Other specialty elbows have been developed over the years to improve on the old Blind-T. They usually have less pressure drop than a Blind-T, but more pressure drop than a long-radius bend; so again: consult your process designer or supplier for guidance. The benefit of these designs is that they redirect the pellets without creating streamers or fines and they usually clean out completely by just running the transfer air with no pellets fed into the system. They also significantly reduce wear in the elbows. Some are even quieter than regular long-radius bends.
Number 3: Fines and Streamers Cost You Money
Unfortunately, you can do everything right and still end up with a dust and streamer problem. Even the best pneumatic-conveying system design with the best specialty bends will damage pellets. Minimizing the amount of conveying that you do in your plant can significantly reduce the amount of attrition that you create, but it still won’t be zero. And besides, how clean is the material that you receive from your supplier? Contamination could be surprisingly high, and you usually have very little control over that.
You can do everything right and still end up with a dust and streamer problem.
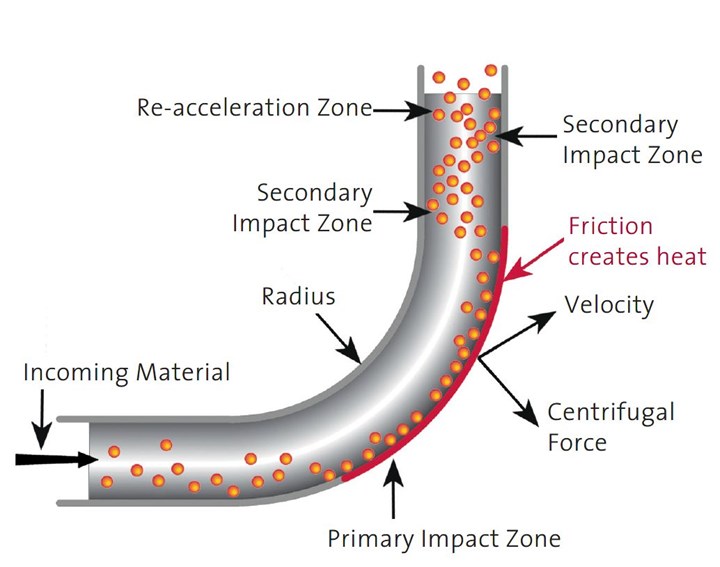 Pellets sliding along the outside of the bend causing fines and streamer generation.
Pellets sliding along the outside of the bend causing fines and streamer generation.The good news is that you can take control of the dust and streamer content in your material by adding a dust-removal system. These are not dust-collection systems that just filter air before releasing it to the atmosphere. Active dust-removal systems are a “treatment step” in your process where the fines and streamers are separated from your pellets. They can be as simple as angel-hair traps or as complicated as drum sieves.
• How clean is clean? The basic categories are fine dust (0-500 micron particle size), coarse dust (>500 micron particle size) and streamers that can be as small as a fingernail or longer than 2 m (6 ft). The “arm-hair test”—how much dust sticks to your arm hairs when you reach into a sample—is sometimes good enough for spotting coarse dust and streamers, but you really need a standard test method to quantify cleaning performance. The ASTM D1921 dry-sieve standard is typically used for coarse dust and streamers. The ASTM D7486 or FEM 2482 standards are used for fine dust.
• Choose the right dust-removal system. Angel-hair traps are simple and economical, but they can clog quickly; they require frequent maintenance; and they don’t capture all streamers. Look for dust-removal systems that don’t require frequent maintenance and use counterflow air to wash dust and streamers off the pellets.
Elutriators, zig-zag sifters and dedusters all operate with this same general counterflow principle. Elutriators can only be installed in your conveying system and can be very tall. They also don’t separate streamers that well and can only be positioned on top of silos, which means residual dust can accumulate below them. Zig-zag separators are very effective for removing labels but they often cannot effectively remove fine dust very efficiently. They are generally tall and also require a lot of air. There are deduster systems on the market that are shorter in height and use an electromagnetic coil on the inlet to achieve higher separation efficiency with fine dust as well as coarse dust and streamers. These deduster systems and zig-zag separators operate with gravity flow, so they can be positioned right before the point of use (packaging, extrusion, injection molding, etc.).
Follow good conveying-system design practices and use the latest technology to improve scrap rate, reduce maintenance and reduce housekeeping costs. Most processors don’t have an in-house material handling guru so don’t hesitate to get help from your equipment supplier.
ABOUT THE AUTHOR: Joseph Lutz is the dir. of sales & marketing for Pelletron Corp. He has over a decade of technical experience developing bulk material-handling solutions for the plastics industry. His career at Pelletron began in R&D, where he learned the ins and outs of pneumatic conveying in the test lab. Lutz has also has commissioned numerous pneumatic-conveying systems all over the world and earned three patents for new products. Contact: 717-381-3437; joseph.lutz@pelletroncorp.com; pelletroncorp.com.
















Related Content

Single View of Bin & Silo Material Levels in Multiple Locations
Got a bin in Buffalo and a silo in San José? BinMaster’s latest addition to its cloud inventory software lets you see all your resin inventory anywhere in one view.
Read More
Conveyor Controller Ideal for Expanding Plants
Billed as the most flexible and reliable discrete wired conveying controller on the market.
Read More
‘Digitalization’ – Awkward Term for a Vital Concept
At K 2022, 85 machines from 40 companies showed off their Industry 4.0 capabilities via OPC-UA interface. A new universal interface for Material Supply Systems was revealed at the show.
Read More
Conair Names New Execs in Sales, Systems, Product Management and Extrusion
Moves aimed at strengthening customer focus, market awareness, and technical expertise in key areas of our business.
Read MoreRead Next

Optimal Resin Conveying: Find a Balance
Protect your resin materials while operating at max efficiency. Find the right balance with your conveying system by switching to Wave Conveying technology. (Sponsored Content)
Read More
Convey Pellets Around Corners Without Generating Dust and Fines
It's a common problem that goes by a lot of names: dust, fines, streamers, angel hair.
Read More
People 4.0 – How to Get Buy-In from Your Staff for Industry 4.0 Systems
Implementing a production monitoring system as the foundation of a ‘smart factory’ is about integrating people with new technology as much as it is about integrating machines and computers. Here are tips from a company that has gone through the process.
Read More