
Medical Tubing: No Tradeoff of Speed for Quality with New Downstream Package
New technology from Novatec packages next-generation multi-pass tank, novel gauging technique, and enhanced coilers to boost rates to 1000 ft/min or more without tube-quality issues.




Novatec has developed a new downstream extrusion package that will reportedly allow processors of tight-tolerance medical tubing to run at least twice as fast as the current 500 ft/min standard. While some processors already have lines running faster than the standard rate, they typically have struggled with tube shrinkage while being stymied by limitations from coiling equipment.
The Baltimore-based machine builder has addressed these issues with a three-pronged approach that includes new cooling technology, a novel ultrasonic-gauge-positioning technique, and a partnership with a builder of state-of-the-art coilers. The first solution is Novatec’s new 24-ft-long combination vacuum “multi-pass” tank, within which the tube makes five passes. This tank has four wheels in it, each of which is directly driven by a servomotor and inline planetary gear reducer. The tank is also equipped with three totally independent temperature zones. According to Bob Bessemer, Novatec’s v.p. of extrusion technology, these features allow tube temperature to be profiled to optimize heat transfer for given materials, while allowing each pass to be adjusted independently so that the tube can “relax.”



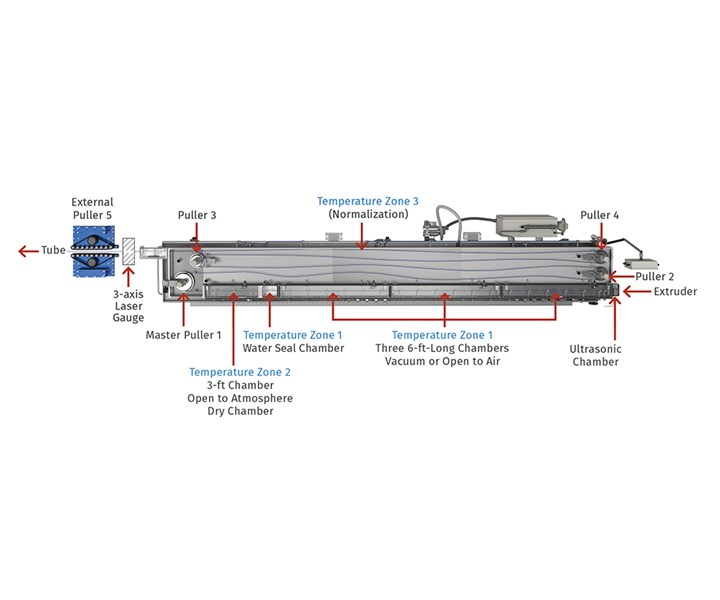 Overhead view of tank shows the path tubing takes inside. Note that all four wheels are driven and that the temperature is each zone can be controlled.
Overhead view of tank shows the path tubing takes inside. Note that all four wheels are driven and that the temperature is each zone can be controlled.Secondly, Bessemer is equipping this tank with a novel ultrasonic-gauging technique Novatec introduced in January, using sensors furnished by Zumbach Electronics. And finally, the package includes next-generation coiler technology supplied by ReelPower International. As a package, this new downstream system will reportedly allow processors to run high-precision tubing at 1000 ft/min at a time when medical products figure to be high in demand.
How the Tank & Ultrasonics Work
In Novatec’s new tank, the first wheel acts as the primary puller, responsible for sizing the tube. This makes it the only pass in which the tube is under tension, allowing control of the tooling drawdown ratio. Says Bessemer, “Especially for high-speed extrusion, you want to minimize the drawdown ratio, which also will improve burst strength. Remember, if the tube is reheated (annealed) at typically half the melt temperature, it will start to expand to a size similar to when it exited the die. This can occur when the tube being coiled was not fully cooled in-process. If not fully cooled, heat will transfer from inside to outside the tube wall while being coiled, and the subsequent layers of tubing, as well as the collapsible coiling head or spool inside diameter, will not allow the heat to dissipate fully.”
In this new tank, the temperature of the first 18-ft zone (zone one/pass one; open to atmosphere or vacuum) would typically be set at 58-65 F for flexible PVC, followed by a 3-ft dry chamber (zone two/pass one), which would temporarily slow down the heat-transfer process. This is followed by a 100-ft-long open zone (zone three/passes two to five), where temperatures would be set at a range of 75-95 F. As Bessemer explains, each servo-driven wheel after the primary wheel would be a “follower,” with the ratio slowed down until the tube floats to the surface. “It is not uncommon to have as much as a 30-50 ft/min difference from the primary driven wheel to the final puller speed, which further demonstrates how much tension the tube is under while in process,” he notes.
“For high-speed extrusion, you want to minimize the drawdown ratio, which also will improve burst strength.”
In a typical medical-tubing line, the ultrasonic wall-thickness measurement and control system is mounted in the first chamber of either an open water tank or vacuum tank. But Bessemer opts instead to move the ultrasonic system closer to the entrance of the tank (see April Close-Up). “This was done for several reasons, most importantly due to a more consistent material temperature, which has led to more precise wall readings,” he explains.
 New 24-ft-long, multi-pass tank from Novatec promises big speed improvements for processors of medical tubing at a time when demand for all kinds of medical products figures to be high.
New 24-ft-long, multi-pass tank from Novatec promises big speed improvements for processors of medical tubing at a time when demand for all kinds of medical products figures to be high.“But we also saw that by moving the ultrasonics, the unit can serve as a processing aid—the display of the actual wall can help processors center the die in real time for concentricity. Even the slight twisting of the tube by the time it reaches the ultrasonic gauge can be programed to show the tube as it exits the die to aid in this visual tool. The laser gauge is then mounted between the end of the tank and the puller. The use of at least a three-axis laser gauge has been well accepted over the last 10-15 years, due to its proven ability to display an improved ovality reading compared with a single- or dual-axis unit.”
Placing the ultrasonic gauge closer to the tank entrance means measurements are first made while the tube is still hot. This so-called “hot-control” technique makes the ultrasonic unit the “control point,” which Bessemer says dramatically reduces control-loop distance and allows wall-thickness adjustments to be executed faster. “With ‘cold’ control, the laser gauge is the control point, as this is the final tube measurement of the outside diameter. The distance from this laser gauge to the ‘hot’ face of the die influences the time it takes for the controller to change either the internal air unit, vacuum level, or puller speed to adjust the dimensions of the tube. For instance, if the distance on a high-speed flexible PVC line from the hot die to the puller is 50 ft, then the control loop is 10-15 times that, or 500-750 ft. This means that small-diameter or wall-thickness variations will not be corrected within this distance.”
The ultrasonic units have been enhanced to measure both the wall thickness and the outside “hot” diameter, as the distance can now be measured from the individual transducer face to the outside of the tube. Bessemer explains, “Mounting the ultrasonic transducer holder the traditional way—18 to 20 in. inside the cooling or vacuum tank—gives you a control distance of approximately 24 in. Software then compares the “hot” diameter to the laser gauge “cold” diameter reading; the result is then used as a dynamic offset for control. That control distance of 24 in. translates into a control loop of 10-15 times that, so you now end up with a control loop of 20-30 ft.” Bessemer points out that a lot of off-spec tubing can be produced that way.
Now, though, Novatec has designed a patent-pending transducer holder that will mount on the entrance of the water or vacuum tank. That puts the transducers within 2-3 in. of the die face to reduce the control point to 20-30 in., which Bessemer believes will improve tube OD tolerances and precision. The transducer holder is a miniature vacuum chamber with water-level control, which can mount on either a cooling tank or vacuum tank with the use of a short “pre-skinner” chamber to allow an open-to-atmosphere chamber between the transducer holder and the actual vacuum tank.
Novatec has designed a patent-pending transducer holder that will mount on the entrance of the water or vacuum tank.
“What makes this possible are the new levels of precision that closed-loop vacuum systems can attain,” says Bessemer. “With highly stable vacuum, the tube can enter a fixed orifice at the entrance to the transducer holder without guide rollers, since the tube is supported by the die itself. This is similar to using low vacuum levels to control water drool at the entrance to extrusion tanks. The tube will actually appear to enter a wall of water, which will also aid in concentricity since the tube will be cooled consistently all around its diameter.”
Ten Years the Standard
Over the last 10 years, vacuum multi-pass tanks have become the standard for processing high-speed medical tubing. The lengths of these tanks were designed specifically to work with extruders sized 1.5, 2.5, 3.5, and 4 in. These units could be used with either the “free” extrusion process with internal air, or with vacuum for the non-contact sizing process. At the end of the first pass, a 12-18 in., servo-driven wheel serves as the primary puller (capstan), machined to within 0.001 in., offering improved precision, specifically with wall-thickness control over the more typical belt puller, says Bessemer. The multi-pass design offers processors dramatic space savings as well as improved tubing tolerances.
The first driven wheel minimizes what is known as “the rubber-band effect,” especially when processing lower-durometer materials. “The ‘rubber-band effect’ is a phenomenon in which the tube outside diameter can be seen to drift up and down as the tube stretches and relaxes over the distance between the puller and hot die,” explains Bessemer. “The longer this distance, the worse the situation, especially when the puller is being used to control the tube size.”
In original multi-pass designs, the external puller could be made to follow the primary servo-driven wheel so that some shrink-back could occur within the process by inputting a slightly slower speed. Bessemer elaborates, “But because the two- to five-pass wheels were not driven, the tube was still at considerable tension, which did not let it fully normalize within the process. This was seen whether cutting or coiling inline; the tube still shrank substantially after cutting or on the coil. With cutting you could actually see the tube shrinking as it was going down the conveyer; and with coiling, the bottom wraps were often unusable due to shrinkage compression and thus flattening.”
Bessemer adds, “While the tanks typically had potentially two temperature zones, most processors ran at one temperature, typically 58-65 F. Several processors found that if the second zone (open zone; pass 1-3 or 1-5) was set at an elevated temperature (75-95 F) the shrinkage was minimized as the tube was stress relieved or normalized. However, this was not typical and/or understood even today.”
The belt or wheel pullers used in high-speed tubing extrusion have always been considered the heart of the line, as they are responsible for precisely pulling the tube from the hot die and through the cooling medium. Novatec’s new high-speed belt puller offers improvements that include precision flat belts, linear slide bearings, and servo booms to further enhance speed and precision while offering automatic belt-gap adjustment, which can follow the tube diameter.
“For high-speed applications, the upper and lower belts or wheels should be independently driven with servomotors and precision inline planetary reducers to offer precision while eliminating high-wear belts, sheaves, and tensioners,” says Bessemer. “Flat belts are far superior for high-speed applications, as the core belt is thinner and thus more flexible and less prone to heating issues and thus outer-layer delamination. With proper crowning of the end rollers and use of supportive guide rollers, these belts are easily capable of speeds in excess of 1000 ft/min.”
Bessemer says, “Novatec also offers high-speed, dual-drive servo pinch rolls, which many medical tube processors prefer over belts when using free internal-air tube processing. Pinch rolls typically provide a slight compression on a tube, which minimizes air-pressure fluctuations and thus OD size variations during cutting or coiling.”
For repeatability and precision, Bessemer maintains that servo booms should be standard, as the gap between the belts or wheels should be a validation point, specific to tube diameter and material. “A hand wheel used by the operator is just not precise or repeatable enough to offer a consistent gap in relation to the actual tube OD,” he states. With Novatec’s patent-pending servo-boom system, the gap can be automatically adjusted to follow the gauge in real time, with an offset distance programmed to precisely time the movement of the belt or wheel gap in relation to the actual tubing diameter. This ensures proper compression of the tube while maintaining consistent slippage between the belt and the tube to limit distortion, according to Bessemer.
Reeling It in
Further downstream, Novatec is working with ReelPower, Oklahoma City, to supply the latest-generation of auto-cut-transfer coil winders, which now feature enhancements in auto taping, strapping, stretch-film wrapping, auto loading and unloading to further enhance high-speed tube processing. “These high-speed coil winders get a follower signal from the last puller in the line and use a noncontact ultrasonic or high-speed camera system to slightly trim (typically 10%) to allow a relaxation loop prior to the tubing being wound up on the coil,” Bessemer explains. “This loop is critical to allow the cut-and-transfer process and should not allow the tube to hit the floor during the cycle. Through software the internal diameter of the coil, width of the coil, and diameter of the tube are entered into the program, which automatically trims the head speed as the circumference of the coil grows with each additional wrap.”
 Downstream system for high-speed tubing from Novatec will be furnished with high-capacity coiling/winding equipment from Reel Power.
Downstream system for high-speed tubing from Novatec will be furnished with high-capacity coiling/winding equipment from Reel Power.Adds Joe Henry, ReelPower COO, “Even the lay-on arm, which is used to guide the tube onto the coil, is totally controlled to precisely guide the tube at minimal tension. This lay-on arm can be servomotor-controlled so that the angle remains consistent and the motion of cut-and-transfer is repeatable, which can further minimize tension and improve consistency.”
Bessemer notes that many processors are moving to larger-diameter coils to reduce the 4-5 min it generally takes operators to unload finished coils. But because the larger-diameter coils are heavier, operators typically need lift carts to assist them in coil removal and transport. The alternative is to limit the line speed to allow operators to keep up, which defeats the purpose of running faster, as Bessemer and Henry point out.
But newer technology allows the coil or spool to be automatically ejected and loaded without operator intervention, according to Henry. Moreover, the coil can be wrapped or banded automatically. In the future, instead of two spindles, which require 180° rotation for cut-and-transfer; four, six, or even eight spindles could be used to allow smaller coil diameters and/or additional inline operations, such as taping, slight assembly, and even bagging, Henry adds.
















Related Content

Variable-Diameter Air Ring Cools Film Above Frost Line
Tower-mounted adjustable ring adds cooling so that blown film can run at optimum line speeds with structures having soft inner skin layers that tend to block.
Read More
New Technology Enables ‘Smart Drying’ Based on Resin Moisture
The ‘DryerGenie’ marries drying technology and input moisture measurement with a goal to putting an end to drying based on time.
Read More
System Offers 'Lights Out' Mold-Channel Cleaning & Diagnostics
New system automatically cleans mold-cooling lines—including conformal channels—removing rust and calcium, among other deposits, while simultaneously testing for leaks, measuring flow rate and applying rust inhibitor.
Read More
Purpose-Built System Enhances Capacity and Flexibility for Recycler
A Boston recycler invested in a turnkey shredding, granulation and elutriation system to expand its plastics reclaim business.
Read MoreRead Next

Downstream System ‘Rewrites the Rules’ for Medical Tubing Extrusion
Extrusion downstream expert Bob Bessemer joins Novatec to enter medical tubing market with innovative line of tanks and puller/cutters.
Read More
New Downstream System For Inline Cutting, Curing of TPU Tubing
Novatec will debut an altogether new approach for processing tacky, hard-to-cut thermoplastic polyurethane tubes at next month’s Plastec West show.
Read More
New Method Boosts Medical-Tubing Efficiency
At Plastec West, Novatec unveiled an ultrasonic centering gauge to all but eliminate concentricity issues while decreasing startup time and slashing material waste.
Read More