






During October’s K 2019 show in Düsseldorf, several suppliers in the mold technology space rolled out online systems allowing users to spec out a tool package online and order it from the web. Among the items they can order? More and more sophisticated valve-gate system for precise control of melt flow. (For a full picture of hot-runner and tooling news at K, see the September show preview and Keeping Up sections in September to December.)
Hot-Runner Advances
Less downtime and more processing capability is the promise of Mold-Masters Melt-Cube EVO side-gating hot-runner system. At K, Mold-Masters offered attendees the chance to try out the new in-line design themselves. With this system, tips are secured by a single bolt, reportedly making mold service 85% faster. On a 64-cavity system, Mold-Masters says up to 5 hr of downtime could be saved. Offering simultaneous horizontal direct side gating for up to eight cavities, Mold-Masters says the Melt-Cube EVO is perfect for high-cavitation molds producing deep-draw medical parts.



Mold-Masters Melt Cube EVO features tips secured by a single bolt for faster service, installation.
Melt-Cube EVO uses brazed heaters for a more consistent temperature profile. In testing, a delta T of only about 34° F was reportedly achieved. Use of brazed heaters also minimizes the number of control zones required. The gate-located tips are fixed to the cavity insert so that they’re not affected by thermal expansion, helping maintain gate concentricity. Pitch range is 20 to 50 mm with a tip-to-tip distance of 70 mm. Maximum part weight is 10 g.
Mold-Masters also has a new pre-loaded nozzle spring design that seals the nozzle to the manifold for enhanced leakage protection, including on cold start-ups, as well as providing a wider processing window of ± 100° C/180° F from the processing temperature. This MasterShield technology is now included as standard for Mold-Masters Sprint hot-runner systems for caps and closures.
Husky’s newest hot-runner nozzle is aimed at challenging applications ranging from medical to automotive parts, such as family molds, two-shot molds, and large parts with sequential valve gating. The new Individual Servo Valve Gate (ISVG) offers servoelectric, closed-loop control of valve-stem speed, position, time, force, and stroke. The nozzle is powered by a new Altanium ISVG controller and a unique motor that’s said to be highly reliable and durable—it will outlast any mold, Husky claims. The motor is installed in the mold plate, resulting in lower overall mold shut height. ISVG is available with up to eight drops and can use Ultra 350, to 750 VG, VX and Ultra Helix nozzles.
Günther emphasized its LSR cold-runner and 2K molding capabilities at K. It has renamed its cold-runner systems ColdFlow. New and possibly unique, according to Günther, is a single valve gate for LSR, called 5NEW. The ColdFlow portfolio also includes tight-pitch (12-mm) valve gates that open and close simultaneously with a pneumatic lifting plate. The Cold Flow hot-cold half for LSR/thermoplastic 2K overmolding in a single-face tool (pictured) is available in open-nozzle or valve-gate versions.
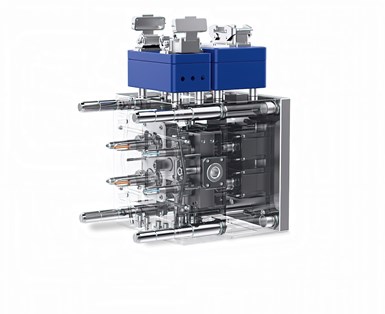
Günther’s ColdFlow hot-cold half allows LSR/thermoplastic overmolding in a single tool.
For thermoplastic hot-runner molding, Günther has expanded its BlueFlow nozzles to include a larger model with 8-mm melt channel (up from a maximum of 6 mm previously). BlueFlow 8SHF/8DHF is an open single nozzle with heated adapter, available with tip (SHF) or straight outlet (DHF).
Hasco’s nozzle range has now been extended by the Single Shot nozzle series (see October Keeping Up). The nozzles come in two sizes with shot weight of up to 800 g and immersion depths of up to 179 mm. Relevant wear parts—including tips, melt chambers and thermocouples—are interchangeable, and the heating unit has just one control circuit.
Haidlmair’s new FDU Hotrunner subsidiary presented the valve-gate version of its unique Flat Die Unit (FDU) hot-runner nozzle as a commercial product for the first time. Called the Slot Lock System (FDU SLS), it has a flat end with a blade closure (instead of a pin on a conventional valve gate) that does not divide the melt flow. This allows for up to 175 mm2 exit slot dimensions, which means that large shots can be injected quickly without stress or high levels of shear heating, according to Haidlmair. FDU reportedly has already shown that it can cut cycle times by up to 25%, and the SLS is expected to trim them even further. Also unusual is the ability of the FDU to gate directly into the end of a rib, something not normally possible.

Haidlmair’s FDU Hotrunner subsidiary presented the valve-gate version of its unique Flat Die Unit (FDU) hot-runner nozzle at K 2019.
Runipsys, a French hot-runner supplier with an office in Windsor, Ont., showed its latest development, called Flow Driver. It’s a programmable multi-speed valve-gate system that offers the option of “locks,” or points during fill where the pin opens partially and then remains stationary to let the pressure equalize before opening further. This function is also useful for injection-compression molding, Runipsys says. The hydraulically operated system allows for up to two locks with a single speed setting, or up to two speeds with a single lock.
S.i.S.E., another French supplier (with an office in Atlanta), has a new valve-gate controller, the GC line (replacing the earlier IS series), designed specifically for sequential filling and for Industry 4.0. It can control filling time and pressure based on in-mold pressure and temperature sensors. The touchscreen unit has a startup function that synchronizes heat-up of the nozzles and manifold. It can save or send data to various users via the OPC-UA protocol.
Yudo Inc. of South Korea introduced a number of new products. One is the TINA MCH (Multi-Cavity High-Performance) nozzle for packaging, available in open or valve gate and in a range of sizes (5 to 63 mm2 flow area). They have a stainless-steel body and allow for easy replacement of tip and heater in the press. New valve-gate products include electrically driven systems with a smaller motor installed directly behind the mold. To keep these servomotors away from temperatures above 140 F, Yudo offers new options of either a gearbox interface or a drive shaft. Meanwhile, the firm also introduced valve-gate cylinders without water cooling; instead, they rely on conduction to the back plate. Other news is a new very small multi-speed controller for up to 18 valve gates, and new electric pin drive for Yudo’s three-layer sandwich co-injection nozzle.

Yudo featured a new electric pin drive for its three-layer sandwich co-injection nozzle.
Heitec (represented in North America by Technoject Machinery) showed off a valve-gate system with five 35-mm-diam. nozzles arranged in a circle fed by a central melt-distribution channel. The gates were all driven simultaneously by a pneumatic or hydraulic plate.
The direction of development at Incoe is smaller sizes of nozzles and heaters with the same watt density or power. The goals: more compact components for smaller pitch distance, lower cost, and the same or better performance.
Mastip of New Zealand introduced next-generation Nexus pre-assembled and pre-wired systems (manifold with nozzles) delivered as a turnkey solution for quick and simple installation. They incorporate Mastip’s FlowLoc screw-in, “leakproof” nozzles.
Controller Advances
Mold-Masters new TempMaster M3 controller platform offers simplified connection and Artificial Intelligence-powered processing. Mold-Masters says the new TC-Connect technology eliminates traditional thermocouple cables that account for 50% of all mold cables, allowing the system to cut cost, weight, and clutter from the molding cell. With TC-Connect, a new eBox attaches to the mold via a single data-communication cable. Similar in size to an Ethernet cable, the communication cable hooks from the back of the M3 controller to the eBox. Hot-runner wiring remains unchanged, and Mold-Masters says this technology is compatible with new and older hot runners.

Mold-Masters’ new TempMaster M3 Controller features single-cable connection and AI-powered processing.
Building on its proprietary APS (Adaptive Process System) algorithm, Mold-Masters says it has added artificial intelligence (AI). Mold-Masters says APS-AI automatically recognizes the behavioral characteristics of individual heaters and configures the controls to optimize each profile. This allows setpoints to be reached faster during startup, while avoiding overshoot or undershoot.
The TempMaster M3 controller platform will have four configurations—three traditional tower cabinets and one XS compact desktop cabinet. The controller utilizes a high-capacity 4z-15A modular control card, which reduces the number of cards required by up to 50%. Overall, Mold-Masters says the cabinets are 53% more compact than competitive designs, and they can be configured in four-zone increments with capacities of 24, 48, 96, and 192 zones, respectively. All controllers feature a high-resolution touchscreen display, measuring either 8, 12 or 17 in., depending on zone configuration.
Mold-Masters says transitioning from an M2 or M2+ control should be seamless as the new TempMaster interface was first introduced with TM-M2+, along with the original interface. The newest TempMaster will include advanced control capabilities carried over from its predecessors, including soft start, leak detection, continuous ground-fault detection, and rapid automatic tool diagnostics. An update to the tool diagnostics function allows it to assess high-cavitation systems in as little as 15 min.
Digitalizing Manufacturing, Ordering
Husky discussed its Next Generation Operating Model (NGOM), which involves a “digitalized end-to-end manufacturing system” for its own products to bring enhanced speed and flexibility. An example that’s still in development is online configuration of aftermarket PET preform tooling systems for lightweighting of existing products while retaining the same cavitation. (At present this is performed internally by Husky.) The company claims that NGOM so far has reduced preform tooling lead times from eight weeks to four weeks, with plans to reach two weeks later on.
Meusburger unveiled a new online tool to configure and customize a complete mold base, including hot-runner manifold, with just a few clicks. From selecting new plates to the number of cavities to the material being run (including the presence of glass fiber), the program allows a full system to be configured to customer specifications. A 3D model of the mold is created and users can enter the nozzle information from the intended injection molding machine, as well as water lines, before placing a finished mold in the online “cart.” In addition to the hot runner, all required components and matching accessories can be ordered directly from Meusburger. A company spokesperson said a system could be configured in in as little as 5 min, with delivery of the plate, manifold and hot runner in as little as 14 days.

Meusburger unveiled a new online program to configure and order mold systems.
Günther also has relaunched its CADHOC System Designer for online configuration. New features include ability to save configurations for quick recall later, faster calculation times, and an expanded product database.
Mold Monitoring
Among several new developments from Progressive Components is its Asset Supply Tracking System, an addition to the company’s mold-monitoring offerings, CVe and CVe Live. Called ProFileCV, the new product is more universal—not just for tracking molds, but also other capital assets such as machinery, auxiliaries, and even office equipment like copiers. It’s customizable and similar in design to CVe Live. The system creates Asset Tags with unique QR codes for location tracking via GPS and asset inventory. All assets can be added to a secure, cloud-based database, stored by class and type, along with critical data for each asset. An online “Filing Cabinet” stores related documents such as manuals and warranties for any asset. The system can generate preventive-maintenance (PM) tasks and other work orders. In addition, this is designed as a cradle-to-grave system that tracks assets from the mold-design stage to the build stage, qualification, production launch, ongoing usage and maintenance, and finally to storage, retirement and destruction.
Meanwhile, there are several enhancements to Progressive’s mold monitors. For CVe v3 there’s new Maintenance On Demand, a built-in function that ensures that regular in-press mold maintenance is properly recorded—a step often overlooked in molding plants, Progressive says. Entries are time and date stamped, and multiple maintenance entries can be logged for multiple actions.
And CVe Live, the real-time mold monitor, is now available in multiple languages and has a new function to calculate and display OEE (overall equipment efficiency) by mold and press on the main dashboard. Also new is a QR code on the mold tag that pushes GPS location to the CVe Live database. This helps users know where every tool is and its location history, maintained by a log. There have been other upgrades in ease of use and data export.
Haidlmair has also created a second new company, called Digital Moulds, to sell its Mould Monitoring system, which was introduced at K 2016. This small mold-mounted device transmits data (via GSM or WLAN) on numbers of mold cycles, cycle time, injection parameters (such as fill rate and pressure), production time, maintenance, and availability. Digital Moulds is developing Mould Lifecycle Management, cloud-based software that collects all mold documents, drawings, etc. in a database where it can be accessed by everyone involved in a project. In addition, the OEM can keep track of the mold’s build progress at the moldmaker and its use in production.
S.i.S.E. unveiled its Smart Mold Box, to be launched early in 2020, which monitors a customizable set of injection parameters. This standalone, heavy-duty, mold-mounted device allows real-time monitoring of production and keeps track of the tool throughout its life cycle, both in operation and in storage. It can provide real-time display of process data on a connected PC or can transfer data to the cloud or an MES system. It can also control injection switchover on the machine based on mold-sensor data, and can trigger the robot for sorting good/bad parts.
Meusbuger also used K 2019 to alert booth visitors to two other Meusburger Group companies: WBI Knowledge Management and Segoni GmbH ERP software. WBI helps users collect, share, develop and save data. Meanwhile, the Segoni platform can be used for production planning.
In the area of QC, Husky’s ShotScope NX now has integrated the PreMon preform monitoring system from IntraVis; it provides inline detection of color defects, black specks, and other issues that can come with increasing use of recycled materials.
New proximity switches from Hasco allow precise position monitoring, and unlike mechanical switches, they operate in contact-free mode and are wear free. The switches can detect electrically conductive workpieces when they sense an electromagnetic alternating field. The heat-resistant switches can manage high-temperature applications and have a stainless-steel housing that can be flush-mounted. Shock and vibration-resistant, the switches’ wiring has short-circuit and reverse-polarity protection.
Meusburger presented new cavity-pressure sensors featuring direct or indirect measurement. The sensors are compatible with all common piezoelectric pressure sensors, and since they require little space for installation, allow greater freedom in mold design.
Molds & Tooling
One of the most visually striking tooling exhibits at K was the new “Reverse Cube” from FOBOHA, in which a rotating cube mold was split horizontally, with the upper and lower half rotating in opposite directions. The purpose was to provide thermal separation between PP and acetal parts being molded simultaneously, while also providing an extra cooling cycle for both parts and ensuring that both sets of parts arrive at the same ejection station for automated assembly (see December Keeping Up).
In other tooling news, Canon Virginia’s Dual Mold System, originally developed to mold ink printer parts and in use since 2014, was introduced to the broader plastics processing world at NPE 2018. This system shuttles two complete molds into and out of a press. At K 2019, Canon partnered with injection machine maker Toyo Machinery & Metal Co., Ltd. for the European debut of the technology, molding two halves of a drain pipe that were then overmolded together into a complete hollow tube. In one tool, the four cavities formed half the drain. After molding, those halves were picked up by an end-of-arm-tool, rotated 180o, reinserted into the second mold and overmolded together.
The molds were made by Canon Mold. Co. Ltd. in Japan. Including robot time and assembly, the process had a cycle of 120 sec. Running nylon 66, the process turned the normally idle cooling time into productive time. Outside the press, the mold halves were held together during cooling via magnets. Water lines remained connected the whole time in this design, differing from others using expensive quick-disconnects. Canon says molders with cooling times of 20 sec and above could see significant productivity gains from the Dual Mold; cooling times above 45 sec may see double the production from a single machine.
In preforms for carbonated soft drinks, Husky says major brands have conducted successful consumer trials with a new 26-22 style of bottle cap weighing 1.65 g, which Husky thinks will eventually replace the current 18-81 cap weighing 1.95 to 2.4 g. The new cap also means a shorter, lighter neck finish weighing 2.4 g, down from 3.8 g currently.

Husky has worked with packaging producers to develop tethered caps with a hinge that “clicks” so it stays open.
Husky also noted that a new European anti-litter law that takes effect July 2024 requires single-use containers of 3 L or less to have closures that are tethered to the bottle. Husky has worked with major packaging producers like Aptar and Betapack to develop a portfolio of compliant closures, including ones with a hinge that “clicks” so it stays open and won’t flap in the drinker’s face.
More details were available on Husky’s new NexPET system—mold, machine, and auxiliaries—for mid-volume producers of multiple different preforms. A typical customer would run three to five molds at up to 150-200 million units each annually. NexPET involves a new mold design (24, 32, or 48 cavities) with simplified design and fewer parts for faster changes. For example, standardized cavity plates allow economical conversion to new products. The mold, which accommodates up to a 38-mm thread, is just now commercially available (some are already running in Europe). The machine (approx. 225 tons) specially tailored for this system will become available this year with a choice of three injection-unit sizes.
Mold Components
A new lifter for internal and external undercuts from DME uses a novel 3D ball self-alignment system, whereby a patented articulating long-life carbide ball operates within an alignment channel. The 3D Accualign Lifter is said to compensate for any misalignment opposite the release angle, ensuring low friction and reduced binding. The system enables molding of plastic parts with complex geometries, while reducing maintenance costs and downtime and increasing part quality. In addition, the 3D Accualign Lifter can incorporate DME’s TruCool conformal-cooling technology to facilitate cooling in hard-to-reach areas.
DME’s 3D Accualign lifter promises low friction and reduced binding.
The new DME QR Code insert allows QR codes to be added to the product during molding without making it a permanent part of the mold. The QR code, however, is permanent and can’t be removed or wear off. The code can be used to provide customers more information about a product, options for reorder, documentation, and optional accessories, among other things. Custom-made insert size options include 10, 16 and 20 mm.
The new Z18140/ variable slide-unit range from Hasco allows flexible demolding of small undercuts or recesses, including square, round and rectangular slide housings or slide-locking heels. Three standardized mounting geometries are supplied, and slides are also available for contour inserts for customized mold-core designs. The combination results in 12 different assemblies for a wide range of dimensions and materials, either with or without DLC coating. With installation from the parting plane, the slide units are characterized by their long slide paths. Corresponding adjustment discs are available for aligning the slide positions, and an optimum locking system allows absorption of high forces.
Hasco’s new linear needle-guide unit (Z073/), allows flat guiding of plates by way of a tight-fitting tolerance between the square centering guide and the circulating needle rolling elements in the guide retainer. Described as virtually free of play, the linear needle guide ensures precision guidance of components like stripper plates, while the circulating needles enable an unlimited stroke. The guides are said to show low wear, thanks to rolling friction and the large contact surface of the needles. Service temperatures are up to 200 C. Service life can be further extended via high-performance lubricating sprays. The complete sub-assembly, including the square centering guide and linear needle guide, can be supplied separately.
A new Hasco guide bush (Z1300) comes in a high-strength aluminum bronze alloy that reportedly ensures accurate guidance for ejector assemblies. The guide bush is strong enough to withstand high loads, while providing wear, heat and corrosion resistance. The new guide bushes, which are available in 42 dimensions, are compatible with the the company’s ejector assemblies and support pillars with a guiding diameter.
A new flat guide utilizes a diamond-like-carbon (DLC) coating to eliminate the need for lubrication grooves, preventing the contamination that can come with lubrication and making the guides suitable for cleanroom use.
Hasco also expanded its line of round latch locks, adding the Z1780/1782 to the Z1790/1791 launched at Fakuma 2017. Used in complex tools where a second parting plane or an additional demolding plane is necessary, round latch locks can be applied in three-plate molds or molds with dual ejector assemblies. The units feature multipoint locking around the circumference, and thanks to pulling and pushing actions, they can be mounted in many different ways. They are available stock in three sizes and different lengths for a wide range of strokes.
New double-acting Hasco hydraulic clamping cylinders for moving core pullers and slides feature force generation on both sides. The Z23500, Z23501, and Z23502 provide flexibility in positioning and attachment to the mold. They can operate under pressures between 870 and 7250 psi and at temperatures up to 150 C/302 F.
New pressure and adjustment plates from Hasco allow uniform pressure distribution along the parting line and offsetting height differences resulting from bigger cavity plates being ground down in the area around the cavity inserts. Available in 70 new sizes, the adjustment plates are hardened to 58 Rockwell C and available in round and rectangular versions with recessed fixing holes and a precision-ground material allowance of 0.2 mm. Lubrication grooves can additionally be used for a sliding plate where there are inclined height differences in the parting line.
New multiple shut-off couplings and nipples offer rapid and reliable coupling of heating/cooling lines to injection molds. Hasco’s Z809 and Z819 multiple coupling systems have been added to the range especially for high-temperature applications. Featuring high-temperature sealing rings for maximum loads, the couplings can withstand water heating up to 160 C/320 F and oil heating up to 200 C/392 F. For heating with air, the limit is 250 C/482 F.
Enabling locking and fixing with linear and radial movements of mold components, ball catches are frequently used in molds as a pressure pin. Hasco’s new Z3700/ ball catches, featuring either a reinforced spring or thread locking, are described as high-performance alternatives to the company’s standard ball catches. Featuring a slot for assembly, they can be quickly positioned with a screwdriver. The ball and internal spring are made of stainless steel. The Z3700 has a reinforced spring for high holding forces at temperatures up to 350 C/662 F, model Z3701 has thread locking to resist twisting at temperatures to 80 C/176 F.
A new air valve from Hasco provides targeted venting on the moving half of the mold with optimized vacuum release. The Z4913 valve features simple assembly and dismantling inside the mounting hole for fast fitting and removal. The air valve has flexible positioning, allowing space savings. All the components in contact with melt are of stainless steel and can be used for working pressures of 43.5 to 145 psi and temperatures up to 250 C/482 F.
For situations where the mold and the machine have different diameters, new locating-ring adapters allow tool-free adaption and eliminate the need for machining. Hasco Z7500 locating-ring adapters feature spring washers for frictional tensioning. A large lead-in chamfer allows easy installation in the mold with an 8-mm guide, and lever slots aid dismantling. The stainless-steel locating ring comes in inch and metric versions and features a laser inscription for quick identification.
A new, flexible multi-layer, high-temperature hose of perfluoroalkoxy copolymer (PFA) is protected by a hard silicone sheathing. Hasco’s Z8560 hose is chemical resistant and can be used with water, steam, oil and air. Twist-free and kink-resistant, the hose allows minimal bending radii to be achieved. Available in blue and red, the hose comes in diameters of 9 and 13 mm. They can run with operating pressures of up to140 to 149 psi and media temperatures above 200 C/392 F. Standard lengths of 300 to 2500 mm and custom lengths are available.

Hasco’s Z8560 hose is made from PFA copolymer for chemical resistance and it can be used with water, steam, oil and air.
To mark in and out cooling lines, Hasco is also supplying Z8085 markers. Available in red (out) and blue (in), they are numbered from 1 to 64. Mechanically secured in the mold through a friction-locked connection, they can be surface or recess mounted. These cooling-connection markers can be left in place when the mold is cleaned in an ultrasonic bath with their lettering wearing off.
A new line of high-temperature o-rings can be used in a variety of settings to seal heating/cooling channels. Made of fluorinated rubber, the o-rings are said to be suitable for contact with hot water and steam up to 356 F. Around 40 sizes are available.
















Related Content

How to Mount an Injection Mold
Five industry pros with more than 200 years of combined molding experience provide step-by-step best practices on mounting a mold in a horizontal injection molding machine.
Read More
What to Do About Weak Weld Lines
Weld or knit lines are perhaps the most common and difficult injection molding defect to eliminate.
Read More
How to Stop Flash
Flashing of a part can occur for several reasons—from variations in the process or material to tooling trouble.
Read More
How to Optimize Pack & Hold Times for Hot-Runner & Valve-Gated Molds
Applying a scientific method to what is typically a trial-and-error process. Part 2 of 2.
Read MoreRead Next

K 2019 Preview: Molds and More at the Messe
Here’s news to look for in molds, mold components, hot runners and controls at the giant K fair in October.
Read More
Tooling: ‘Reverse Cube’ Puts New Spin On Two-Component Molding
For two-component molding, splitting the cube mold into halves that rotate in opposite directions provides thermal isolation and long cooling times for both materials.
Read More
Troubleshooting Screw and Barrel Wear in Extrusion
Extruder screws and barrels will wear over time. If you are seeing a reduction in specific rate and higher discharge temperatures, wear is the likely culprit.
Read More