



Since the technology became broadly available in 2017, a growing number of injection molders have been learning how the iMFLUX low-pressure process can reduce both cycle times and reject rates, especially in tricky molding jobs. As the plastics industry embraces sustainability and the circular economy, iMFLUX technology offers an efficient tool to process recycled and biobased materials, use less energy, cut waste, and reduce part weight. This article will explain how this low-constant-pressure filling approach, and iMFLUX’s unique adaptive process innovations, can transform your operation and provide a smooth journey to a “circular” future. (Scroll down for basic facts about the process and FAQs.)

At Plastec West in February, iMFLUX and Wittmann Battenfeld demonstrated the ability of the constant-low-pressure system to correct in real time for large viscosity variations, such as occur with recycled materials. The SmartPower press equipped with iMFLUX control software and nozzle-pressure sensor switched between 6 and 55 MFI PP resins with no operator adjustment and “never made a bad part.”
The Challenge
Meeting the needs of a circular economy is no easy challenge, and most solutions come with significant tradeoffs for cost, quality, and operational complexity. Additionally, most solutions work only part of the time and address only a portion of the challenges. A solution is needed that delivers the necessary benefits and works with virtually any material, mold or molding machine—new or existing; hydraulic, electric or hybrid. This is where low-constant-pressure processing really shines.



Processing Recycled & Biobased Materials
iMFLUX enables running difficult and highly variable materials, such as post-consumer recycled plastics, without frequent operator adjustment and quality issues. Also, iMFLUX’s lower filling pressure and flow rates provide big advantages for running heat- and shear-sensitive materials, such as many bio-derived materials and fillers.
• Recycled materials: Many recycled streams are highly variable in viscosity and other characteristics, especially post-consumer recycled (PCR) materials. At iMFLUX, we are on a journey to truly autonomous operating processes, similar to cruise control in your car, whereby the controller detects changes in the molding system—such as material viscosity—and adapts the filling process in real time to compensate for these changes. The control system uses a single pressure sensor located in the machine nozzle as the primary control signal, then integrates other information such as the movement of the screw to create a continuous and real-time indication of the flow-front position and cavity pressure. This approach allows the system to detect and adapt to viscosity variations that are difficult, if not impossible, to detect with traditional molding processes. Importantly, this is all accomplished by adding one pressure sensor to the machine nozzle—there is no need for additional sensors in the mold.
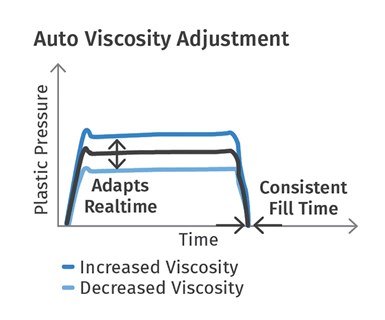
FIG 1 iMFLUX Auto Viscosity Adjust adapts in real time to viscosity variations of 50 MFI or more.
iMFLUX’s latest Auto Viscosity Adjust (AVA) feature, a new artificial intelligence (AI) technology, enables the process to adapt to extreme viscosity variations in real time without operator adjustment. “If you can melt it, we can mold it” is how we sometimes describe how versatile AVA is when running highly variable material viscosity. The technology easily adapts to viscosity variations of 50 MFI points or more—even PCR streams rarely exceed this level of variability. Figure 1 shows how AVA adjusts the driving pressure upward for increased material viscosity, and downward for decreased material viscosity, thereby maintaining a consistent fill time.
iMFLUX and Wittmann Battenfeld teamed up at Plastec West in Anaheim, Calif., this past February to provide a live demonstration of how this AVA feature performs. The booth featured a Wittmann Battenfeld SmartPower 110 machine, a four-cavity dosing cup tool from iMFLUX, and a Wittmann robot and auxiliary equipment. The live demonstration switched back and forth between 6 and 55 MFI polypropylene materials—without operator adjustment. The Auto Viscosity Adjust process adapted in real time to this material transition, while simultaneously maintaining part quality and consistent part weights throughout the transition from one material to the other, which required from five to 20 shots, depending how much of the first material was left in the hopper when the second one was added. But the machine never made a bad part during the transition.
“This closed-loop processing technology combined with the accuracy and adjustment speed of our machine yielded amazing results with exceptional simplicity,” said Sonny Morneault, v.p. sales & marketing for Wittmann Battenfeld USA. Similar studies have been run across a range of part designs and materials with the same result: The technology recognizes material changes as they occur and immediately adjusts the process to compensate for these changes.
To illustrate just how impactful AVA can be in a real-world production environment, AGS Technology Inc. in Batavia, Ill., is an automotive custom molder using iMFLUX’s AVA technology to process raw recycled flake directly into high-precision molded parts. AGS uses a series of proprietary steps to clean the material, verify its performance, and then mold parts using specially outfitted JSW presses that include an intuitive iMFLUX integration solution.
The AGS approach has many advantages to lower cost, and it eliminates the step of re-extruding pellets, thus eliminating a heat history that degrades the material. However, there are operational challenges with this approach since, unlike traditional recycling, there is no re-extrusion step providing the opportunity to control viscosity through blending and other techniques. The raw recycled-material viscosity can vary widely batch-to-batch, and even shot-to-shot, which makes running these materials very challenging—the “acid test” of running highly variable recycled materials.
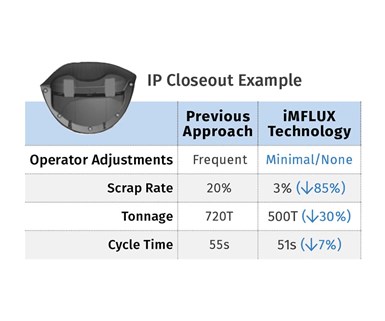
FIG 2 Automotive IP close-out had high scrap rates with recycled material until iMFLUX controls improved quality while reducing cycle time and press tonnage required.
AGS added iMFLUX processing software to their machines to manage this variation, and immediately realized reduced cycle time, reduced scrap, lower tonnage requirements, and importantly, eliminated the need for frequent operator adjustments. “Molding recycled engineering-grade polymers directly from regrind provides our customers tremendous value, but operationally it can be very challenging, with frequent operator intervention to maintain quality,” said George Staniulis, v.p. of AGS Technology. “Adding iMFLUX to our production cells has enabled our presses to run with less downtime and higher output. Quality has also improved, which frees up our operators to focus on higher value work.” Figure 2 shows a typical example of an instrument-panel close-out, where scrap levels were unacceptably high. iMFLUX was able to reduce scrap rates to a manageable level, reduced the required press size, reduced cycle time, and eliminated the need for frequent operator adjustment.
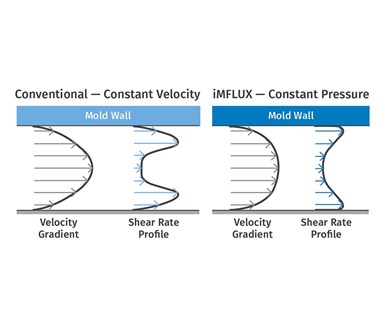
FIG 3 Shear gradient across the melt-flow channel is lower and more uniform with iMFLUX than with a conventional decoupled process.
• Shear & heat-sensitive biomaterials: Many bioderived and bio-composite materials are sensitive to high shear and heat. The use of low-constant-pressure filling results in a lower shear rate at the gate, and also reduces shear at high resistance points within the mold such as ribs, corners, undercuts, and living hinges. Figure 3 shows how the shear rate gradient is more uniform and lower than in a conventional decoupled process. Figure 4 shows a relative comparison of bulk shear rates in a dose cup part design, where shear is reduced at the gate and throughout the part. Furthermore, processing temperatures can be substantially reduced, and while filling pressure will increase slightly due to an increase in material viscosity it is still much lower than a traditional process. These characteristics of the low-constant-pressure process make it ideal for running shear and heat sensitive materials.
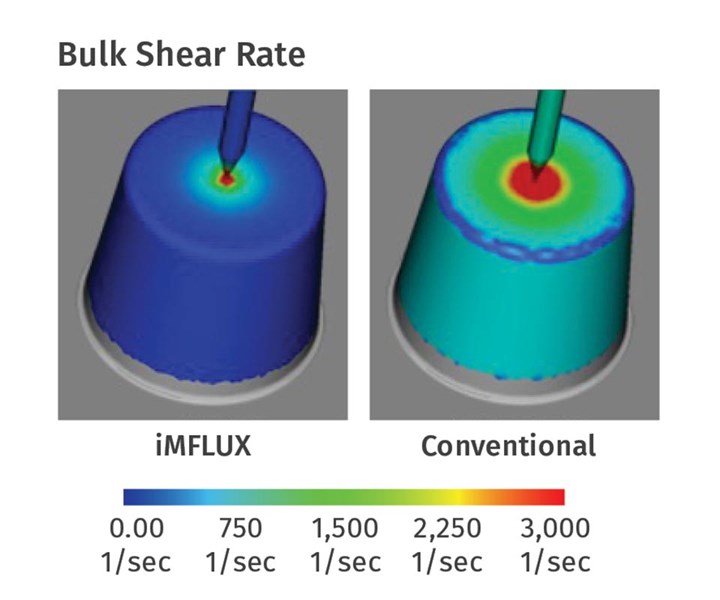
FIG 4 Simulation also shows reduced and more uniform shear throughout the part with iMFLUX.
Lower Energy Use
iMFLUX departs completely from the high-energy, high-shear, high-pressure traditional approach to injection molding, and thereby allows you to increase throughput and simultaneously reduce energy use. It comes down to less pressure, less work, and less heat equal less energy to mold a part. Energy consumption can be reduced by up to 20% or more, and these results can be obtained on any machine format—hydraulic, electric, or hybrid. Where do the energy savings come from?

FIG 5 Lower filling pressures and shear energy with iMFLUX greatly reduces energy consumption in molding.
• Filling energy is reduced up to 50%, since iMFLUX uses lower filling pressures and does not rely on high shear energy to fill the mold. Figure 5 shows how the energy to fill the mold is reduced, since the work required to fill the mold is lower than for a typical conventional decoupled process.

FIG 6 Lower filling pressures result in lower clamping energy with iMFLUX.
• Clamping energy is reduced by up to 50%, since lower filling pressures require lower clamp tonnage. Figure 6 illustrates this effect.
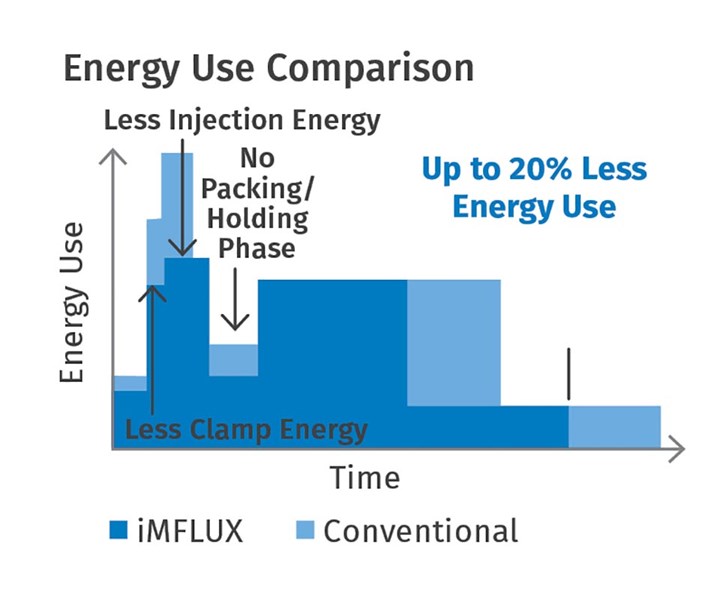
FIG 7 Faster cycles with iMFLUX also reduce energy use per part.
• Faster cycles spread energy losses over more parts, thus resulting in up to 20% lower energy use per part. Figure 7 shows how a shorter cycle time results in lower energy consumption relative to a conventional molding cycle.

FIG 8 Contribution of different factors to overall energy reduction in molding a 5-gal pail with iMFLUX.
To demonstrate iMFLUX’s energy saving potential, a study was conducted isolating filling, clamping, cycle time, and melt temperature. The results show that a low-constant-pressure process reduced energy by about 6.5%, and as additional energy-saving factors were added, a reduction of 17% was achieved. Figure 8 shows how each factor contributed to energy reduction. Similar studies have been run across a range of part types, sizes, materials, and press types, with results ranging to more than 20% total energy reduction. Energy savings in a production environment have ranged even higher when factors such as scrap reduction and the ability to run in smaller, more energy-efficient presses are included.
For Greystone, a manufacturer of transport packaging, energy savings was one of several advantages experienced with iMFLUX technology. “Running recycled and reprocessed materials is hard to do, often requiring frequent operator adjustments and dealing with higher scrap rates,” said Joe Carter, operations & maintenance manager. “iMFLUX adjusts the process, keeping parts consistent and in quality spec without operator time sitting at the monitor—all while avoiding scrap. An energy study showed we’ve been able to reduce our energy usage by a little over 30% on our large-tonnage presses.”
Reduce Part Weight
Add iMFLUX and immediately lower part weights 1-3%; design new parts with iMFLUX in mind and unlock the potential to lower part weights as much as 25% or more. In other words, activate iMFLUX on an existing mold and you typically achieve a 1-3% reduction in part weight, without any changes to the mold. But if you design new parts specifically for iMFLUX, you can reduce weights by 25% or more in many cases. There are two big reasons these weight reductions are possible: iMFLUX packs as it fills, and it uses lower molding pressures.
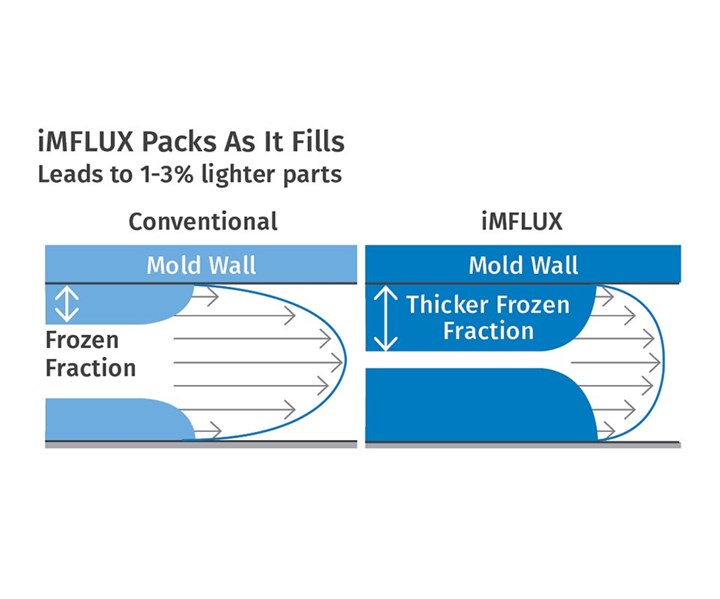
FIG 9 “Packing as it fills” helps iMFLUX reduce cycle times by eliminating a separate packing phase.
By filling slower and at a low, constant pressure with iMFLUX, the polymer densifies/packs as the mold fills. Most of the part is frozen before the flow front reaches the end of fill, so when the mold is full the part is already completely packed. Unlike a traditional decoupled molding process, there is no need for a holding phase to force more material into the mold, and the result is a 1-3% reduction in part weight. Importantly, the process provides these benefits in your existing mold—there is no need for mold modifications. Figure 9 illustrates how filling at low, constant pressure results in a much thicker frozen fraction throughout the mold—the part is “packed as it fills.” This is also a key to faster cycles.
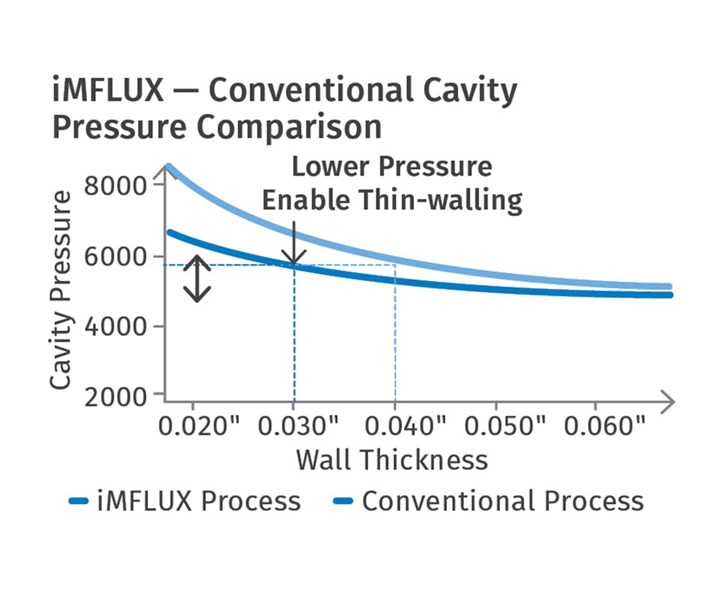
FIG 10 Lower cavity pressures with iMFLUX can facilitate thinner walls and lightweighting.
Added Lightweighting Potential
It is no secret that if you can lower filling pressures, then you can make thinner parts. iMFLUX provides up to 50% or more reduction in filling pressures, opening up substantial thin-walling potential. It is also no secret that thinwall applications require getting the material into the mold without hesitation, or the material will freeze off very quickly and result in part defects. iMFLUX is a single-phase (no velocity-pressure transfer) process that never hesitates. This combination of lower molding pressure and hesitation-free polymer flow provide the potential to reduce part weights by up to 25% or more. Figure 10 illustrates how cavity pressures are reduced with the iMFLUX process; this lower pressure can be “re-invested” to reduce the nominal wall thickness and reduce part weight.
iMFLUX Process & Controls
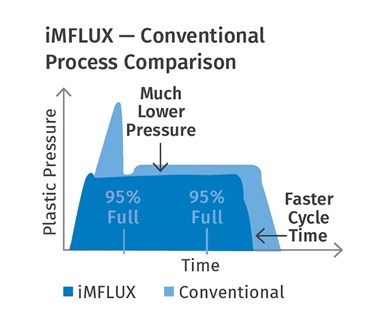
Comparison of iMFLUX injection-pressure curve (dark blue) vs. conventional injection curve (light blue).
The iMFLUX low-constant-pressure molding process involves a proprietary control system that allows filling at low, constant plastic pressure, rather than the traditional approach of filling at a constant velocity or volumetric flow rate. The key to making the process work is a specialized control system that allows filling at much lower flow rates without hesitation, since at the much lower flow rates any hesitation will result in the polymer immediately freezing off. The process provides nearly perfect laminar flow, and at the much slower fill rates, the polymer is actually cooling, densifying and packing the part as it fills. The process has numerous benefits, including lower tonnage requirements, faster cycle times, and improved dimensional and aesthetic part quality.
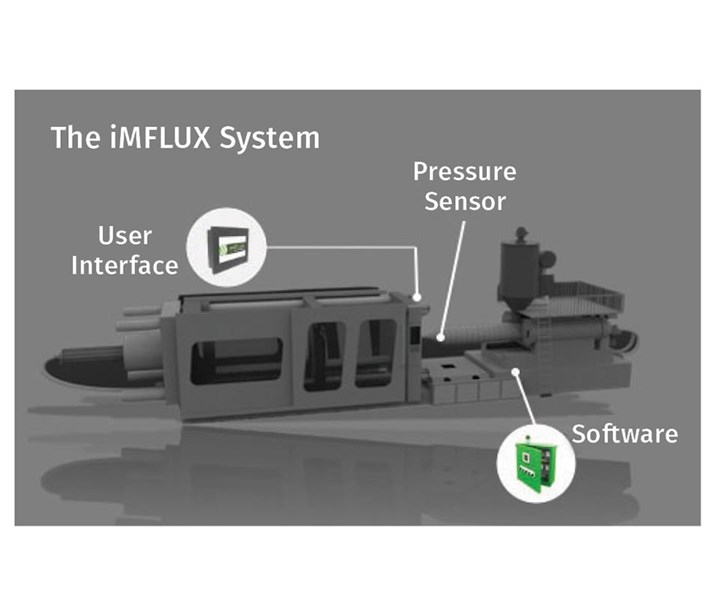
iMFLUX process requires outfitting the press with a melt-pressure sensor in the nozzle, control software, and a user interface—which can be integrated with the machine interface.
Key elements of the iMFLUX system include a machine melt-pressure sensor in the nozzle, a highly intuitive and data-rich user interface, and a proprietary controller and software unit. The melt-pressure sensor provides the primary control signal for the process—the system closes the loop on this signal. The user interface can be a separate unit provided by iMFLUX, or many leading OEMs provide the ability to host the iMFLUX control screens on the machine user interface. The system can be installed on any new or used machine—electric, hydraulic, or hybrid—and works efficiently with existing molds with no modifications, or molds can be designed specifically for iMFLUX with even greater benefits.
For previous feature articles by this author on the iMFLUX process, see April ’18 and Semptember ’19 issues.
Frequently Asked Questions
Q. Why can’t I just run a constant-pressure process using my standard machine by simply pressure-limiting the process?
A. Standard machine control cannot accomplish a reliable low-constant-pressure process, since the latter fills much slower than a typical conventional filling process, and as a result it is essential that the flow front never hesitate during the filling of the mold. The iMFLUX system does three key things a standard machine doesn’t do:
1. It controls the process using plastic pressure, rather than a proxy for plastic pressure such as a load cell or hydraulic pressure reference;
2. Standard machine tuning parameters are not adequate, and special dynamic tuning parameters are needed that are specific to the mold, material, and machine;
3. The system must accommodate changes in viscosity, which requires continual monitoring and controlling of the flow-front progression. Special algorithms are needed to compensate for these changes in real-time.
Q. Where does the technology work best?
A. The technology provides benefits across virtually any part type, size, material, tolerance requirement, and so on. It is uncommon to see disadvantages relative to conventional processing, but the magnitude of the advantages can be impacted by part design, material choice, and even mold design. The results for a given application often come down to the desired benefit. If cycle-time reduction is the main goal, then generally thicker parts (>0.75 mm) achieve the largest reduction. If pressure reduction is the primary goal, here again generally thicker parts (>0.75 mm) see the largest reduction. If part aesthetics are the goal, the nearly perfect laminar flow, lack of hesitation, and continuous mold contact that results from “packing as it fills” help to overcome numerous cosmetic defects for practically any application.
Q. Where does the technology not work?
A. The most common (although still infrequent) barrier we encounter is a velocity-limited press. In this scenario, the machine is unable to achieve the screw velocity required to reach the desired constant-pressure setpoint, and the benefits of the technology are greatly limited as a result. Another scenario is a recovery-limited press, which can limit the potential to reduce cycle time. In this scenario, the process may be capable of running a faster cycle—say, 20% faster—but the press can only recover fast enough to support a lesser reduction—say, 5% faster. There are a few other barriers, such as when a mold has been tuned to accommodate warp or sink. In that scenario, the low-constant-pressure process does not warp or sink as much and this may limit the benefits.
Q. What materials work best?
A. The technology has been applied with great success across dozens of commodity, engineering, and composite/filled materials. The adaptive nature of the process makes it ideal for materials that are variable in viscosity, such as post-consumer recycle, wide-spec materials, ones with moisture-level variation, and certain additives, colorants, and fillers. Results are improved with materials that are prone to warp, sink, or have aesthetic issues such as splay, tiger striping, read through, or “ghosting.” Filled materials, require slightly faster filling (although still much slower than a conventional process), but surface appearance and warp are improved in most cases. Optical applications can benefit from the lower and more uniform stress concentration provided by the low-constant-pressure process.
Q. Can the process by modeled using flow simulation software?
A. The process can be modeled using simulation software, however, there are curranty no standard scripts to make the analysis easier to generate. With this said, analysis is possible and results have been shown to reliably predict molding results. iMFLUX provides customer training related to these analysis methods. Meanwhile, iMFLUX is working with leading simulation software providers to develop scripts to make the analysis even easier.
Q. How do operators get trained?
A. iMFLUX offers several training sessions including a four-day applied process-development course, and also provides online tutorials for ongoing supplemental training. The American Injection Molding (AIM) Institute offers a two-day introductory course, and a four-day applied iMFLUX processing course. iMFLUX is working with several major plastics universities to add iMFLUX to their curriculum over the coming months.
Q. Does the process work with specialty molding formats such as two-shot, in-mold labeling, gas assist, and so on?
A. The iMFLUX controller is designed to work with most specialty molding formats. The system is able to handle up to four-shot molding applications, and can be configured for co-injection processes. Overmolding applications, such as in-mold labels, benefit from the highly uniform laminar-flow characteristics. The thicker frozen fraction associated with “packs-as-it-fills” makes it ideal for gas-assist applications, as it is much easier to provide consistent wall thickness and greater void control from entry to termination. Multiple configurable I/O points provide the versatility to interface with other ancillary equipment and the molding machine. Overall, the system is highly flexible and able to handle almost any type of injection molding platform.
ABOUT THE AUTHOR
Gene Altonen joined the Procter & Gamble Company in June 1990 after graduating with a Bachelor of Science degree from Michigan State University’s School of Packaging. Gene has spent his entire 30-year career developing innovative new product & packaging solutions, and holds more than 50 patents and has more than 50 patent applications pending. He spent the early portions of his career in P&G’s Beauty Care business, and later transitioned to an upstream corporate innovation role specializing in injection molding. In 2012 he invented a new approach to injection molding plastics that uses constant plastic pressure, rather than the traditional approach of velocity controlled processing. This processing invention provides many breakthrough advantages and eventually became the basis for the iMFLUX Company, a wholly owned subsidiary of Procter & Gamble, which focuses on transforming the future of injection molding using this novel approach to plastic processing. Gene has been iMFLUX’s chief technology officer since 2015. For more information about iMFLUX, contact 513-973-2042; info@imflux.com; imflux.com.
















Related Content

Honda Now Exploring UBQ’s Biobased Material Made from Unsorted Household Waste
UBQ is aiming to expand its reach for more sustainable automotive parts as well as non-automotive applications.
Read More
New Technology Bonds Aluminum With Polyamides
With many benefits for numerous potential applications, including in the burgeoning electric vehicle market, Celanese’s Zytel Bonding Technology achieves stronger bonds than overmolding or welding.
Read More
Design Optimization Software Finds Weight-Saving Solutions Outside the Traditional Realm
Resin supplier Celanese turned to startup Rafinex and its Möbius software to optimize the design for an engine bracket, ultimately reducing weight by 25% while maintaining mechanical performance and function.
Read More
Atop the Plastics Pyramid
Allegheny Performance Plastics specializes in molding parts from high-temperature resins for demanding applications as part of its mission to take on jobs ‘no one else does.’
Read MoreRead Next

Headlines from Fakuma 2018
Integrating a special low-pressure process into machine controls; novel shop-floor quality-inspection technology; MES systems from machine and controls vendors; and sophisticated in-mold decorating.
Read More
A New Way to Mold Better Parts Faster and Easier
A new injection molding process ‘breaks all the rules’ by using low, constant pressure to achieve faster cycles and better-quality parts.
Read More
Moving Toward ‘Autonomous Molding’ with a Uniform-Low-Pressure Process
A new low-pressure injection molding process has aroused interest among molders and machine suppliers. In his second article on iMFLUX, the inventor of the process explains how it is evolving to support the overall industry goal of self-correcting molding processes that can compensate for common causes of variation to maintain consistent part quality.
Read More