
Materials: Annealing Tips for Polyamide-imide, Part 7 of 7
PAI is a material capable of achieving levels of performance that even semi-crystalline engineering polymers like PEEK, PPS, and PPA cannot. But you have to be willing to work for that performance, and the annealing process is an essential part of this.
.jpg;width=70;height=70;mode=crop;format=webp)



This last installment of the seven-part annealing discussion involves a high-performance material that was way ahead of its time and is the closest thing in our industry to a hybrid of a thermoplastic and a thermoset material. Chemically, it is known as polyamide-imide (PAI); and as its name suggests, the polymer backbone contains two distinct functional groups. The amide is familiar to us from the family of materials known as polyamides in most of the world, and as nylon in North America. The imide structure is familiar to those who work in the world of high-performance composites. It is typically considered to belong to the thermoset side of the family of polymers.
Over the past 20 years, polyimides have been developed that are thermoplastics and can be melt processed by methods like injection molding. Almost 40 years ago, polyetherimide (PEI) was created to bridge the gap between the families of engineering polymers and the very high-performance materials. This chemistry has been modified over time to produce amorphous materials with higher glass- transition temperatures than the original PEI. But PAI, first known by the trade name Torlon, was commercialized in the early 1970s when the idea of engineering polymers was still quite new. The properties of Torlon far surpassed those of any of the other high-performance thermoplastics available at that time and when it comes to amorphous thermoplastics, this family of materials still provides properties that exceed anything else that is melt processable.


One of the novel applications that was used to demonstrate the mechanical and thermal performance of the material was a racing car engine known as the Polimotor. This engine made extensive use of components produced from PAI. The polymer was first commercialized by Amoco and was out of place in a product line populated by petrochemicals and high-volume commodity polymers like PE and PP.
In addition, as is almost always the case, the high performance of the material came with many processing challenges. The viscosity of the molten material was very high and melt temperatures above 700 F (371 C) were typical. Mold temperatures were also elevated, typically 400 F (205 C). These are tough conditions for many processors to manage even today. In the 1970’s they were practically unheard of. Consequently, a lot of the PAI raw material was processed within Amoco into components like thrust washers, bearings, and components for aerospace and oil exploration. Injection molding machines were outfitted with screws that had a high L/D ratio and a low compression ratio to prevent excessive shear heating. They required plastic pressures in the range of 40,000 psi (275 MPa) to cope with the high melt viscosity.
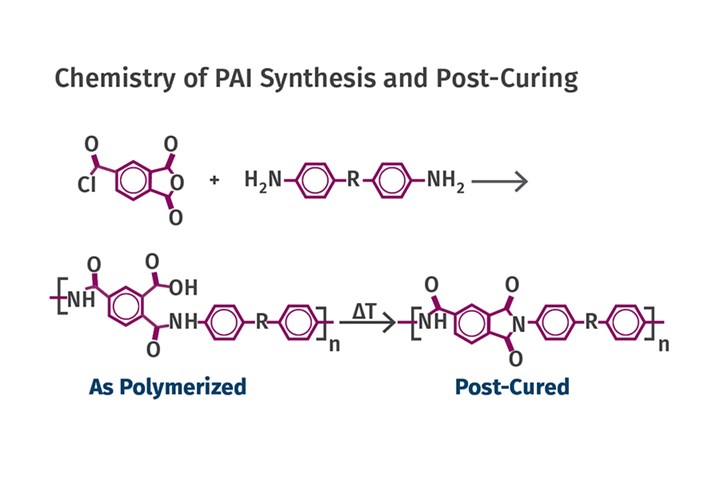 The polymerization process develops a material with a structure shown at the lower left. This is the state of the material when it is molded. But to develop the properties that end users rely upon, the molded part must then go through a post-baking process to achieve the structure on the lower right.
The polymerization process develops a material with a structure shown at the lower left. This is the state of the material when it is molded. But to develop the properties that end users rely upon, the molded part must then go through a post-baking process to achieve the structure on the lower right.But the challenges of making usable parts that lived up to the outstanding property profile went beyond the molding process. PAI has a unique chemistry, shown in Fig. 1. The polymerization process develops a material with a structure shown at the lower left. This is the state of the material when it is molded. But to develop the properties that end users rely upon, the molded part must then go through a post-baking process to achieve the structure on the lower right.
As is almost always the case, the high performance of the material came with many processing challenges.
The properties of materials are determined to a significant degree by the geometry of their molecules. An examination of the as-polymerized and post-cured structures shows some important changes in that geometry. The as-polymerized material contains a six-sided ring, known as an aromatic ring, joined along one edge to an open structure consisting of four elements that look like the beginning of a second ring. But the ring has not achieved a closed form and the open structure creates an offset in the shape of the chain.
The post-baking process promotes a chemical reaction known as imidization. This effectively closes the second ring into a five-membered unit and “straightens” the chain in the process. In terms of performance, this translates to higher mechanical strength and stiffness and improved heat resistance. Figure 2 shows plots of modulus as a function of temperature for as-molded and post-baked PAI specimens. The modulus of the post-baked part is over 15% higher than that of the as-molded part and this advantage is maintained across the entire temperature range. In addition, the glass-transition temperature, which drives the highly advertised ability of this material to operate at very high temperatures, increases by 75º F (42º C). One of the key performance characteristics that appears on the data sheets for these materials is retention of mechanical properties at temperatures up to 525 F (274 C). But it is evident from these curves that this only applies if post-baking is performed.
If we return for a moment to the chemical structures in Fig. 1, we will see that there are challenges associated with a proper post-baking strategy. Look closely at the structures on the lower left and lower right and you can see that the chemistry of the material has been altered by the post-baking process. The -OH group on one of the open ends and the hydrogen atom attached to the nitrogen atom on the other open end of the as-polymerized material have been removed by the process of closing the second ring.
Add these constituents together and you have water, which is produced during post-baking and must be removed from the molded part structure. The water must diffuse slowly through the part wall during post-baking. If this process is not taken to completion, the optimal property profile is not achieved. But if done too rapidly, the water is released in volumes that will cause voids and blistering of the part, similar to that which can occur when post-curing some thermosets.
If the post-baking proceeds too quickly, all the hard work associated with molding and whatever time has already been put into the post-baking process is lost.
To regulate the evolution and release of the water from the PAI parts, the post-bake process must start at a relatively low temperature and then be stepped up to progressively higher temperatures to complete the process. In the original literature, the standard recommendation was 24 hr at 330 F (165 C), followed by an additional 24 hr at 475 F (246 C), and then completed with another 24 hr at 500 F (260 C). But the specifics of this routine depend upon part geometry. If the post-baking proceeds too quickly, all the hard work associated with molding and whatever time has already been put into the post-baking process is lost. The 72-hr, three-step process is adequate for many parts. But in some cases, over two weeks of post-baking may be required to properly finish the chemistry of the material and produce a usable part.
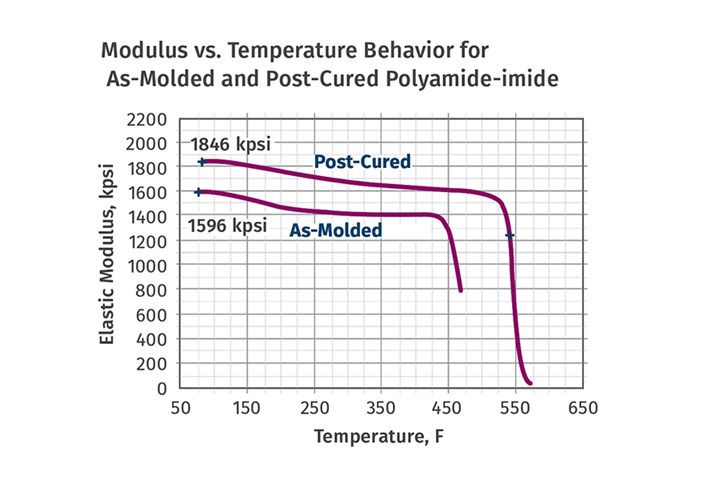 Modulus of the post-baked part is over 15% higher than that of the as-molded part, and this advantage is maintained across the entire temperature range. In addition, the glass-transition temperature, which drives the highly advertised ability of this material to operate at very high temperatures, increases by 75° F.
Modulus of the post-baked part is over 15% higher than that of the as-molded part, and this advantage is maintained across the entire temperature range. In addition, the glass-transition temperature, which drives the highly advertised ability of this material to operate at very high temperatures, increases by 75° F.The Polimotor concept has been revived in recent years by Solvay Specialty Polymers, the current owner of the Torlon PAI product line. But an examination of the new-generation motor will show that only the cam sprockets are now made of PAI. Unlike the Amoco of the 1970s, Solvay is a manufacturer with many high-performance polymers to choose from, and they use semi-crystalline materials like PEEK, PPS, and PPA to make many of the components that used to be produced from PAI. All of these polymers have melting points that exceed the glass-transition temperature of PAI Nevertheless, PAI remains an intriguing material capable of achieving levels of performance that even these semi-crystalline members of the family cannot. But you have to be willing to work for that performance, and the annealing process is an essential part of this.
ABOUT THE AUTHOR: Mike Sepe is an independent, global materials and processing consultant whose company, Michael P. Sepe, LLC, is based in Sedona, Ariz. He has more than 40 years of experience in the plastics industry and assists clients with material selection, designing for manufacturability, process optimization, troubleshooting, and failure analysis. Contact: (928) 203-0408 • mike@thematerialanalyst.com.
















Related Content

Tunnel Gates for Mold Designers, Part 1
Of all the gate types, tunnel gates are the most misunderstood. Here’s what you need to know to choose the best design for your application.
Read More
Understanding Strain-Rate Sensitivity In Polymers
Material behavior is fundamentally determined by the equivalence of time and temperature. But that principle tends to be lost on processors and designers. Here’s some guidance.
Read More
How to Stop Flash
Flashing of a part can occur for several reasons—from variations in the process or material to tooling trouble.
Read More
The Effects of Temperature
The polymers we work with follow the same principles as the body: the hotter the environment becomes, the less performance we can expect.
Read MoreRead Next

Materials: Annealing Tips for Semi-Crystalline Polymers: Part 4
You can forgo the elevated mold temperatures normally recommended for high-performance semi-crystalline materials. But it’s risky and likely to yield parts that under-perform expectations … assuming that they emerge from the annealing process looking anything like the drawing.
Read More
Materials Part 5: Annealing Tips for Crosslinked Polymers
As with semi-crystalline thermoplastics, annealing can be used in thermosetting polymers to obtain a level of crosslinking that may not be possible within the molding cycle.
Read More
Materials Part 6 of 7: Annealing Tips for Thermoplastic Polyurethanes
TPUs form physical, rather than chemical, crosslinks that can be broken by reheating. Formation of these crosslinks can be sped up by annealing, which improves a variety of properties.
Read More