EXTRUSION: Barrier Screws and Mixers
For some reason, there are a lot of barrier screws in operation with high-shear mixers, when a distributive mixer is usually a better choice.
.jpg;width=70;height=70;mode=crop;format=webp)
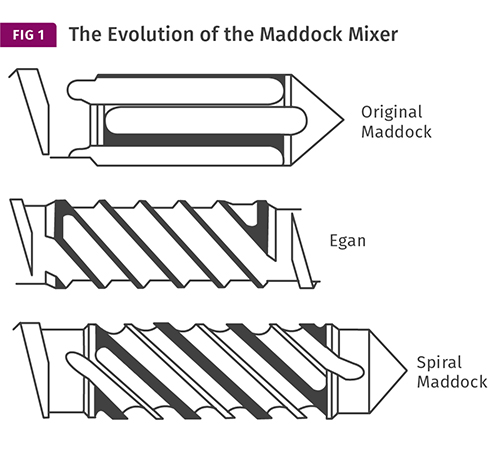
Newer Maddock-type mixers have features of both the original Maddock and Egan designs. The darkened areas are undercut or clearance areas where the polymer must pass and receives aggressive shear.
Distributive mixers are usually your best bet on barrier screws. There are advantages and disadvantages to each of these common designs.



There are many types of mixing devices used on single-screw extruders. They are differentiated by either being primarily a dispersive or shear device that adds to the melting capacity, or a redistribution device that mixes essentially by dividing the melt numerous times to distribute the minor component as layers throughout the major component. All mixers necessarily have some of both features.
The use of these mixing devices affects the overall performance of the screw. Shear mixers, the most common of which are referred to as Egan and Leroy mixers, date back to the late 1960s. The Leroy mixer is more commonly known as the Maddock or UCC mixer because of extrusion legend Bruce Maddock’s work with it while at Union Carbide Corp.



More recently, a spiral Maddock mixer has been developed that includes features of both designs, and seems to be the most widely used today (Fig. 1). Much has been written about these mixers so there is no need to review them again here.
The Egan and Maddock mixers were initially developed to improve the melt quality from conventional screws (non-barrier). They were used to process many different polymers in a variety of applications but saw their real worth in processing crystalline polymers, principally polyolefins. They received almost immediate acceptance in the market by virtue of the fact that they greatly improved both output and melt quality.
In 1961, before these mixing sections were introduced, a barrier screw design for rubber processing was developed by Geyer at Uniroyal. Soon after, its concept of melt/solid separation was tried in thermoplastic polymer processing, and within about 10 years barrier screw became the state of the art. Barrier screws eliminated the need for the supplemental mixers, as melting could be controlled and completed in the barrier section with no need for the high-shear mixers.
Yet even today, there are quite a few barrier screws equipped with high-shear mixers, when their need has theoretically been eliminated from barrier screws. I find this puzzling.
If designed properly, once material passes through the barrier section on these screws, it should be completely melted. In most cases, adding a dispersive or shear mixer after a barrier section would needlessly increase the melt temperature, reduce the output because of the added pressure drop, and result in greater energy requirements during both the extrusion and the subsequent cooling processes. Most of the time, a distributive mixer would be a better choice to homogenize temperatures, colors or additive distribution while providing minimal additional increase in melt temperature and reduction in output.
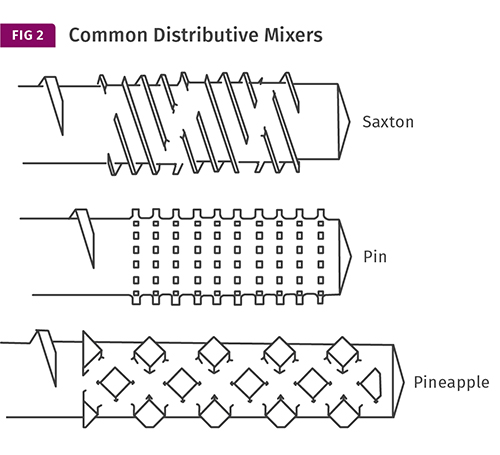
There are many types of distributive mixers, and their selection depends on the properties of what is to be mixed, the proportions of each component, and the screw L/D. A few of the more common distributive mixers are shown in Fig. 2.
The Saxton style provides mixing by dividing the melt into a number of channels, while interrupted flights allow mixing between those channels. But basically, this design relies on the same mixing principles as those in the metering section, and is most effective primarily for thermal homogenization. The advantage of the Saxton is it can be designed for very low pressure drop.
Pin mixers can divide the melt many times, creating essentially exponential divisions based on the number of pins and rows. Mixers of this type minimize the restrictions of laminar flow in mixing and can mix materials of substantially varying viscosity by creating an infinite number of layers. Their disadvantage is that they can create a substantial pressure drop.
Pineapple mixers divide the melt like pin mixers, but converge the divisions at various angles for chaotic mixing. They are very useful in when adding color.
Regardless of the type mixer chosen, the distributive types seem to fit the needs of barrier screws better than the dispersive shear-type mixers, except in cases where there is a specific requirement for intensive shear of particles small enough to pass through a barrier section unrefined.
Related Content

How Much L/D Do You Really Need?
Just like selecting the extruder size and drive combination, the L/D should be carefully evaluated.
Read More
Optimizing Barrel Temperatures for Single-Screw Extruders
If barrel temperatures are set correctly and screw design is optimized, the extruder will be operating at peak performance, providing maximum profitability. If not, bad things can happen impacting quality and profitability.
Read More
How to Estimate and Control Head Pressure
You rightfully worry about melt temperature, but don’t overlook head pressure, because the two are closely linked and will influence line performance.
Read More
The Right Way to Design Vents in Single-Screw Extruders
Designing vents for single-screw extruders requires understanding of polymer flow in the screw channels. Some designs are more effective than others. Here are some guidelines.
Read MoreRead Next

How Polymer Melts in Single-Screw Extruders
Understanding how polymer melts in a single-screw extruder could help you optimize your screw design to eliminate defect-causing solid polymer fragments.
Read More
Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More
People 4.0 – How to Get Buy-In from Your Staff for Industry 4.0 Systems
Implementing a production monitoring system as the foundation of a ‘smart factory’ is about integrating people with new technology as much as it is about integrating machines and computers. Here are tips from a company that has gone through the process.
Read More