Extrusion: Don’t Forget Zone ‘Zero’
Have you ever heard of zone zero?
.jpg;width=70;height=70;mode=crop;format=webp)
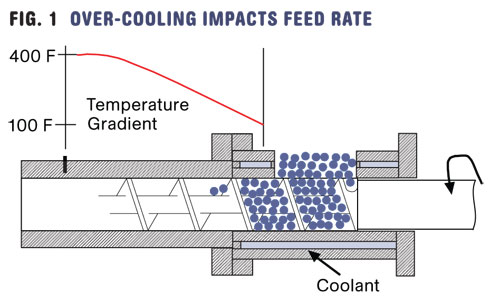
Over-cooling the feed throat can extract as much as 20% of the total drive power by pulling heat constantly from zone 1, where it’s critical to develop solids feeding, solids bed compaction, and initial melting.
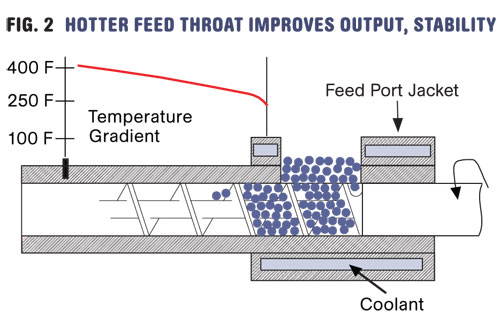
Here, the barrel extends through a feed port jacket. The temperature at the barrel inner wall is maintained at a much higher level, as thermal conductivity through the barrel is much higher than from the barrel to the jacket and then to the coolant. Thus, the inner barrel wall is much hotter at the feed opening. This can add as much as 23% higher output with the same screw.



Have you ever heard of zone zero? Do you know where it is? Well, it’s the feed throat. It’s the zone most extruder manufacturers do not treat as a barrel zone. But nothing goes through the extruder that doesn’t go through the feed throat first. Feed throat design and temperature control can have a lot to do with extruder output and energy efficiency.
In an earlier column I discussed feed throat design and how it can affect extruder performance. Now, let’s focus on the thermal aspects. The same solids-feeding principles that occur in the barrel immediately past the feed throat apply to the feed throat itself. That is, the polymer must stick to the barrel more than it does to the screw to move forward. The most effective thing for improving polymer-to-barrel friction is to get heat into the barrel wall. As I said, everything that goes through the extruder goes through the feed throat first, so this can be a controlling aspect of the process.


As a processor, the only way you can maximize feed-throat performance is to adjust its temperature. That is not as easy as it sounds, because the only control typically supplied by the machine builder is a coolant flow valve, and often that valve is not designed for accurate flow control. Moreover, the coolant temperature and flow rate often change during the day as the demand or temperature changes inside or even outside the plant. Consequently the feed throat can change temperature with no adjustment by the operator.
You can solve this problem by adding a modulating valve as a flow control, which can be a controlled by a thermocouple attached to the feed throat. This does not optimize feed throat performance but does keep it at a fixed point.
Have your operators ever had a case where some polymer had melted in the feed throat during a prolonged screw stoppage while the barrel heaters were left at operating temperatures? Not wanting that to ever happen again, most operators run full coolant flow to the feed throat. They are not considering the feed throat as part of the process, but rather as a disconnected apparatus that has nothing to do with the process.
Nothing could be further from the truth. Not only is the feed rate established in the feed throat, but over-cooling the feed throat can extract as much as 20% of the total drive power by pulling heat constantly from zone 1. As you can see from Fig.1, the feed throat has a metal-to-metal connection that is very effective at transferring heat. Since the first zone thermocouple is some distance down the barrel from the feed throat, a gradient is developed between the zone 1 setting and the feed throat. That gradient further affects the feed rate by cooling the barrel in the location where it’s critical to develop solids feeding, solids-bed compaction, and heat to initiate melting.
The point is further illustrated by the performance of extruders that do not use a separate feed throat—i.e., the barrel extends through a feed-port jacket. Such a design is shown in Fig. 2. The temperature at the barrel inner wall is maintained at a much higher level, as the thermal conductivity through the barrel is much higher than the conductivity from the barrel to the jacket and then to the coolant. As a result, the inner barrel wall is much hotter at the feed opening. In tests, this has accounted for as much as 23% increased output with the same screw. The main disadvantage to the jacket design is that the polymer can melt in the feed opening and on the screw much quicker, requiring more operator attention when the screw is stopped. However it shows the positive effect on output of a hotter feed throat. I have also found that extruders with this design generally have more stable output.
For most polymers, I like to start with a feed throat that is hot to the touch (110 to 120 F), and gradually reduce the coolant flow, thereby increasing the feed throat temperature until I see no increase in output. This takes a while, as the feed throat is slow to change temperature because of its mass and the transfer of heat to the gearbox, hopper, and resin. Each polymer, extruder, and operating condition will require a slightly different throat temperature to optimize output—but hotter is usually better.
About the Author
Jim Frankland is a mechanical engineer who has been involved in all types of extrusion processing for more than 40 years. He is now president of Frankland Plastics Consulting, LLC. Contact jim.frankland@comcast.net or (724)651-9196.
Related Content

Troubleshooting Screw and Barrel Wear in Extrusion
Extruder screws and barrels will wear over time. If you are seeing a reduction in specific rate and higher discharge temperatures, wear is the likely culprit.
Read More
Avoid Four Common Traps In Granulation
Today, more than ever, granulation is an important step in the total production process. Our expert explains a few of the many common traps to avoid when thinking about granulators
Read More
Extruder Alignment: Important, but Only Half the Equation
The other half? Aligning and supporting downstream equipment. Here are best practices.
Read More
How to Estimate and Control Head Pressure
You rightfully worry about melt temperature, but don’t overlook head pressure, because the two are closely linked and will influence line performance.
Read MoreRead Next

How Polymer Melts in Single-Screw Extruders
Understanding how polymer melts in a single-screw extruder could help you optimize your screw design to eliminate defect-causing solid polymer fragments.
Read More
Troubleshooting Screw and Barrel Wear in Extrusion
Extruder screws and barrels will wear over time. If you are seeing a reduction in specific rate and higher discharge temperatures, wear is the likely culprit.
Read More
Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More