
EXTRUSION: Orientation: The Good and the Bad
Depending on what you are trying to accomplish, molecular orientation can have a positive or negative impact on your part. Here’s how to control it.
.jpg;width=70;height=70;mode=crop;format=webp)
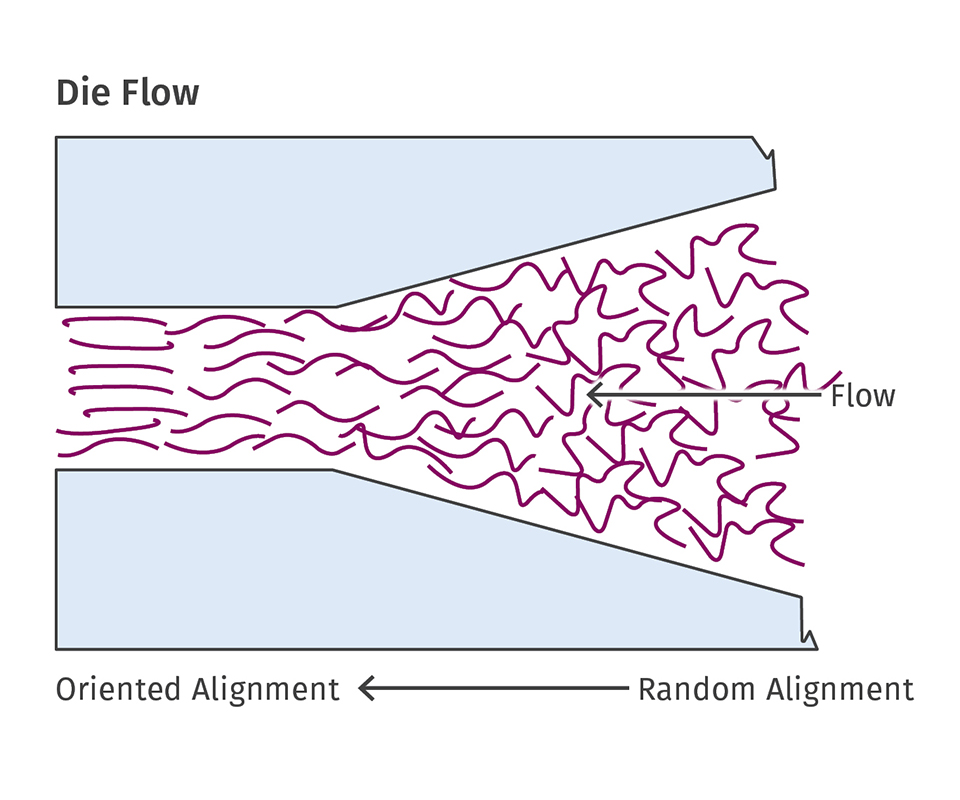
All extrusion processes experience molecular orientation due to the inherent strain applied to the long-chain molecules as the polymer is shaped and flows through the die.


Molecular orientation occurs when melted polymer is sheared or stretched. If cooled quickly, this orientation is largely retained until the extrudate is reheated to a temperature that allows the molecular chains to move to their relaxed state.
Orientation can be beneficial or troublesome. It can be desirable when it is deliberately added to the extrudate. For example, it provides property improvements such as unidirectional strength in fibers, hoop strength in oriented extrusion blow molded bottles, and tear strength in oriented films. But in many extruded parts orientation can cause post-extrusion problems from non-uniform shrinkage and warpage.



Orientation occurs in every extrusion process due to the inherent strain applied to the long-chain molecules as the polymer is shaped and flows through the die. Some orientation through the die is unavoidable, and the magnitude depends on output rate for a given die design. A secondary annealing process is about the only way to reduce all orientation in extruded parts.
Polymer orientation can be measured for transparent polymers in the amorphous state by birefringence, and in both the amorphous and semi-crystalline state by infrared spectroscopy. The simple field test for orientation, often referred to as the “Chrysler test,” calls for cutting samples of the extruded part, accurately measuring them, and then subjecting them to heat for a few minutes at a temperature near the processing temperature. After that, the samples are cooled and measured again to determine the shrinkage and/or change in shape. The amount of dimensional change indicates the comparative degree of orientation in that area or direction.
In profiles with simple shapes, unbalanced orientation across the extruded cross-section can be reduced by optimizing the die-gap exit to be as dimensionally close to the final shape of the profile as possible to minimize exit velocity differences. In the case of flat sheet, for example, the die-exit gap should be as uniform as possible across the width.
A correctly designed die-flow geometry will result in the same velocity exiting the die across its full width. That’s not possible if the die slit is pinched down or opened up somewhere to balance the flow rate. The same is true of annular dies where the die gap has to be adjusted out of concentricity because of unbalanced flow to the die exit. This unbalanced flow of annular shapes occurs frequently in crosshead designs and blow molding dies. More complex extruded shapes with varying cross-sections can result in non-uniform velocity across the profile, resulting in unbalanced orientation that’s very difficult to eliminate, requiring post-extrusion heat treating to stabilize the shape.
Changes can be made in the die design to balance the velocity and the resulting orientation across the cross-section as the polymer passes through the die-gap exit. The more non-uniform and complicated the geometry, the more difficult this design
work becomes. It used to be done by the “cut-and-try” method but is now executed mostly by computer simulation along with practical experience.
That said, much of the undesirable orientation occurs after the extrudate exits the die and is stretched between the die exit and the hauloff. At this point the polymer is going through the temperature range where orientation effects are at their maximum, with immediate cooling locking in the orientation. This can be avoided simply by minimizing drawdown or neck-in as the extrudate leaves the die. This means setting a die gap as close to the finished product dimensions as possible, with precise takeaway velocity to minimize any stretching by pullers or rolls until the polymer sets up. Precise speed control of the downstream pulling/cooling equipment is the key to minimizing machine-direction orientation.
This portion of the orientation is within the control of the operator and does not need special expertise. Excessive drawdown after the die exit is mostly due to operators’ lack of knowledge of the effects and their reluctance to reset all the operating conditions for every profile change.
I have seen operators make several thicknesses of sheet, film, pipe, etc. from the same die gap using drawdown as an adjustment. By the same token, I have seen those same parts distort or even crack from exposure just to sunlight when placed under mild strain due to excessive orientation caused by drawdown.
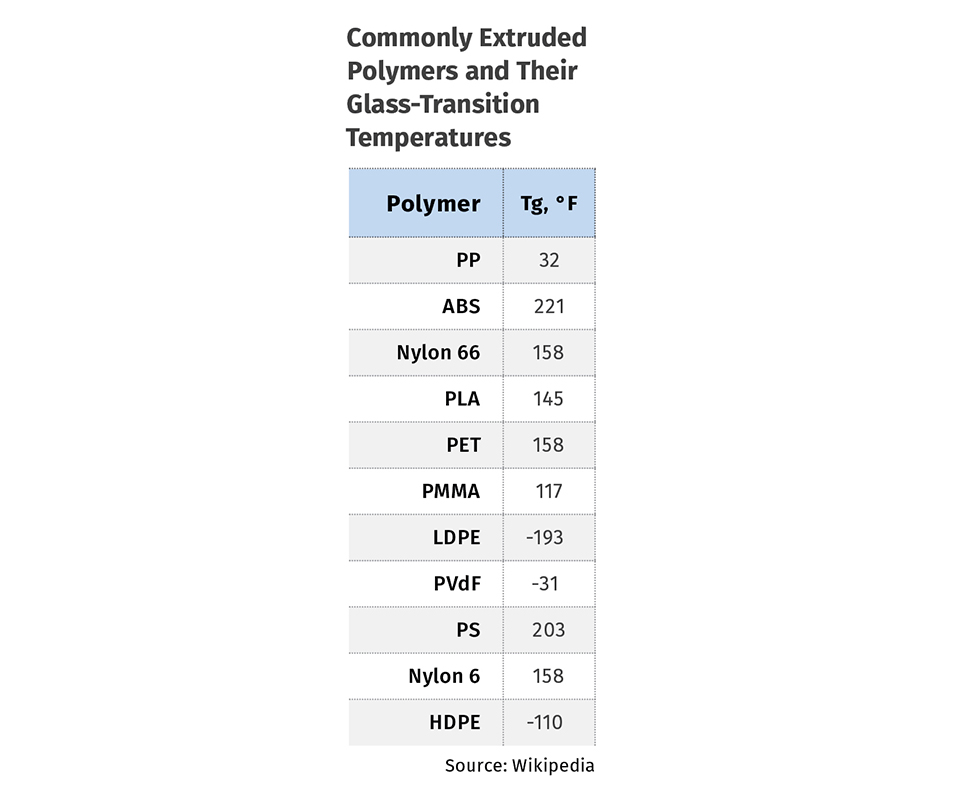
The tendency for polymers to experience post-extrusion warpage and distortion from orientation is related to their glass-transition temperatures (Tg). Glass transition is the temperature at which the polymer changes from a rubbery consistency to a rigid structure. Molecular chain movement is greatly restricted below the Tg, so that any orientation largely remains in place. Once the Tg temperature is reached, the molecules have sufficient freedom of movement to reorder themselves into their more relaxed configuration to relieve the orientation. The level of temperature above the Tg largely determines the rate at which the relaxed state is reached.
The accompanying table lists commonly extruded polymers and their Tg. It shows whether orientation is expected to be a problem, depending on the service temperature expected for the part. On this list there are four polymers whose Tg is at or below the freezing point of water, meaning they will relax their orientation even at room temperature. Others with higher Tg will retain much of their orientation without appreciable shrinkage or distortion until raised to their Tg. However, almost all have a Tg below the temperature of boiling water.
ABOUT THE AUTHOR
Jim Frankland is a mechanical engineer who has been involved in all types of extrusion processing for more than 40 years. He is now president of Frankland Plastics Consulting, LLC. Contact jim.frankland@comcast.net or (724) 651-9196.












Related Content

The Importance of Melt & Mold Temperature
Molders should realize how significantly process conditions can influence the final properties of the part.
Read More
How to Select the Right Tool Steel for Mold Cavities
With cavity steel or alloy selection there are many variables that can dictate the best option.
Read More
How to Get Rid of Bubbles in Injection Molding
First find out if they are the result of trapped gas or a vacuum void. Then follow these steps to get rid of them.
Read More
PBT and PET Polyester: The Difference Crystallinity Makes
To properly understand the differences in performance between PET and PBT we need to compare apples to apples—the semi-crystalline forms of each polymer.
Read MoreRead Next
Why (and What) You Need to Dry
Other than polyolefins, almost every other polymer exhibits some level of polarity and therefore can absorb a certain amount of moisture from the atmosphere. Here’s a look at some of these materials, and what needs to be done to dry them.
Read More
Troubleshooting Screw and Barrel Wear in Extrusion
Extruder screws and barrels will wear over time. If you are seeing a reduction in specific rate and higher discharge temperatures, wear is the likely culprit.
Read More
Advanced Recycling: Beyond Pyrolysis
Consumer-product brand owners increasingly see advanced chemical recycling as a necessary complement to mechanical recycling if they are to meet ambitious goals for a circular economy in the next decade. Dozens of technology providers are developing new technologies to overcome the limitations of existing pyrolysis methods and to commercialize various alternative approaches to chemical recycling of plastics.
Read More