
Injection Molding: Solve Two Problems at Once With Autonomous Optimization
Automated “virtual DOE” software can optimize mold design for one or more variables in injection molding.



Autonomous Optimization is a new capability of Sigmasoft Virtual Molding software for injection molding simulation (see Feb. ’18 Starting Up). It is a method of automatically performing multiple “virtual DOE” (Design of Experiments) trials in software at record speed and with minimal effort. It can help a molder or mold designer find the optimum design to achieve a specified goal such as minimum cycle time, minimum pressure, or minimum warpage—or even find the optimum combination of two such goals at the same time.
That was the case, for example, with an automotive part that required an unprofitably long cycle time to avoid unacceptable warpage. The molder sought a way to reduce both cycle time and warpage. Two options were available: improving the placement of cooling lines and introducing mold inserts of highly conductive alloys at specific locations in the mold. However, this tool modification would be expensive, and it was thus important to determine upfront the best possible configuration and to assess the economic benefit of the modification.



With Sigmasoft Autonomous Optimization, the two targets were pursued simultaneously—reducing cycle time and warpage while minimizing tooling cost. The cooling lines were modified through several iterations, and the material of specific inserts was changed.
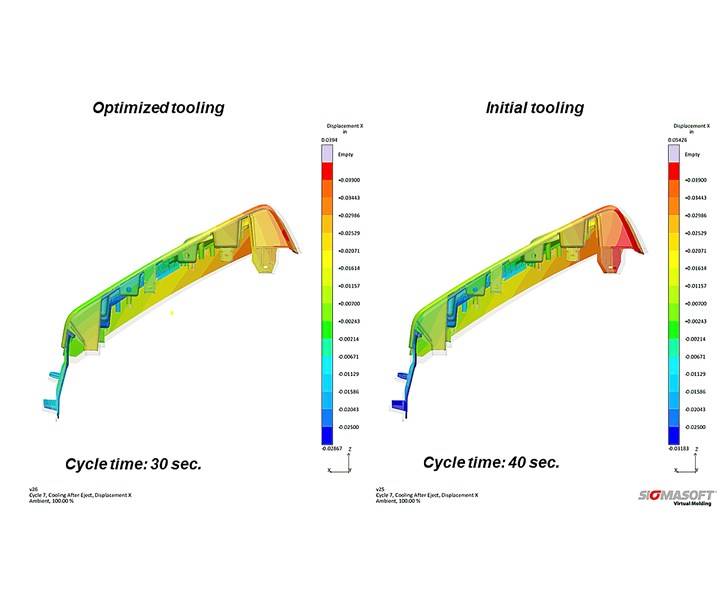
FIG 1 Sigmasoft Autonomous Optimization was able to reduce both cycle time and part deformation through virtual DOE.
The virtual DOE process took 176 design iterations, completed in about 50 hr—but only 3 hr were required for actual engineering labor and the rest was computer calculation time. Exploration of all possible conditions arrived at a cycle-time reduction from 40 to 30 sec (Fig. 1) while at the same time improving dimensional stability (Fig. 2). While the inserts were more expensive, the cycle-time savings were calculated to save $48,930 over 250,000 molded parts.
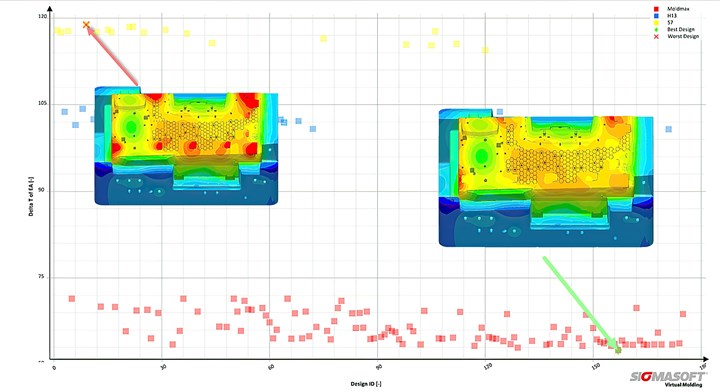
FIG 2 For the same part as above, virtual DOE identified the best (right) and worst (left) solutions for minimum thermal gradient throughout the part after filling, which minimized warpage. Yellow squares at top of chart represent DOE runs with S7 steel; blue squares (middle) H13 steel; red squares (bottom) with Moldmax heat-conductive inserts.
A second case solved only one problem—reducing clamp force to allow use of a smaller injection press. An auto interior part weighing 0.5 kg would have required 540 tons of clamp pressure, according to initial simulations. But the molder had available only machines of 500 or 700 tons, and wanted to make the larger machines available for another project.
Using Sigmasoft Autonomous Optimization, a virtual DOE was set up to reduce injection pressure using positions of the two gates as the variable. A total of 120 experiments were run to find the minimum injection pressure (Fig. 3). The best result reduced clamp force by 50 tons, allowing use of one of the smaller machines in the plant. With a cycle time of 40 sec and an order of 250,000 parts, the molder was able to save about $40,000 through the computer-generated change in gate position to allow use of a smaller press.
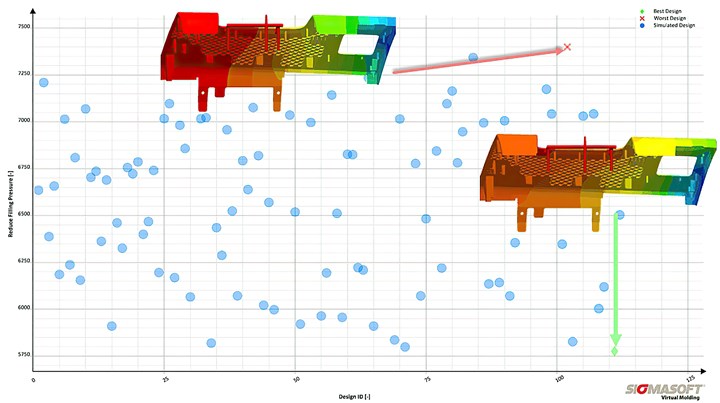
FIG 3 Virtual DOE of different positions of two gates identified the worst (red x at top right) and best (green dot at bottom right) solutions in terms of filling pressure.












Related Content

How Was K 2022 for Blow Molding?
Over a dozen companies emphasized sustainability with use of foam and recycle, lightweighting and energy savings, along with new capabilities in controls, automation and quick changeovers.
Read More
System Offers 'Lights Out' Mold-Channel Cleaning & Diagnostics
New system automatically cleans mold-cooling lines—including conformal channels—removing rust and calcium, among other deposits, while simultaneously testing for leaks, measuring flow rate and applying rust inhibitor.
Read More
Processing Megatrends Drive New Product Developments at NPE2024
It’s all about sustainability and the circular economy, and it will be on display in Orlando across all the major processes. But there will be plenty to see in automation, AI and machine learning as well.
Read More
A Cost Saving Modular Approach to Resin Drying Automation
Whether implementing a moisture-sensing closed-loop system for a single dryer, or automating an entire plant, technology is available to take the guesswork and worry out of resin drying. Using a modular approach allows processors to start simple and build more capabilities over time.
Read MoreRead Next

Automate Injection Molding Simulation With Autonomous Optimization
Simulation not only predicts how a mold will fill, but also provides guidance to make it fill better. The new technology of Autonomous Optimization automatically performs hundreds or thousands of simulations, testing multiple variables—gating, venting and cooling, for example—and learning which combinations help achieve objectives for injection pressure, cycle time, warpage, etc.
Read More
Processor Turns to AI to Help Keep Machines Humming
At captive processor McConkey, a new generation of artificial intelligence models, highlighted by ChatGPT, is helping it wade through the shortage of skilled labor and keep its production lines churning out good parts.
Read More
Advanced Recycling: Beyond Pyrolysis
Consumer-product brand owners increasingly see advanced chemical recycling as a necessary complement to mechanical recycling if they are to meet ambitious goals for a circular economy in the next decade. Dozens of technology providers are developing new technologies to overcome the limitations of existing pyrolysis methods and to commercialize various alternative approaches to chemical recycling of plastics.
Read More