
Farrel Pomini Debuts New HQ For Continuous Compounding
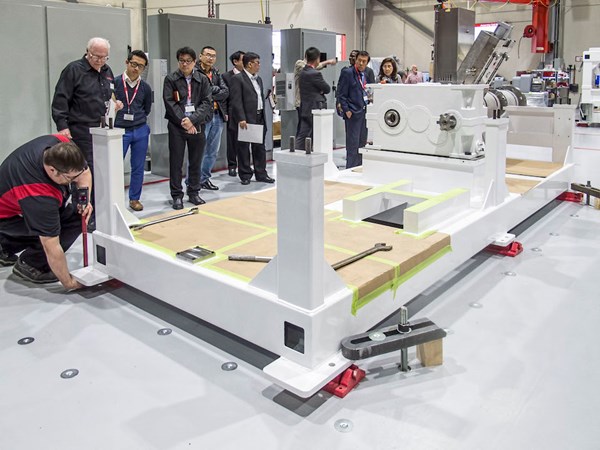
More than 50 visitors were given a tour of Farrel Pomini's new headquarters for continuous compounding systems in Ansonia, Conn.




On a breezy hilltop with a clear view down to the sprawling old mill on the Naugatuck River that had been its home since 1848, Farrel Pomini now occupies handsome new headquarters and assembly plant in Ansonia, Conn. Although the official ribbon cutting was last month, the firm’s 86 employees actually moved into the 60,000-ft2 facility last September. “It’s the first time in 100-plus years that all U.S. Farrel people are under one roof,” said Paul Lloyd, the business unit director, FARREL POMINI.
More than 50 visitors were given a tour of the new headquarters for continuous compounding systems based on Continuous Mixers and Compact Processors. It incorporates offices, machine assembly, spare-parts stocking, rotor repair and refurbishment, and a processing laboratory and customer demonstration area with a CP550 Compact Processor equipped with automated upstream materials handling and downstream pelletizing, plus the new CPeX lab-sized Compact Processor that was introduced at K 2016.



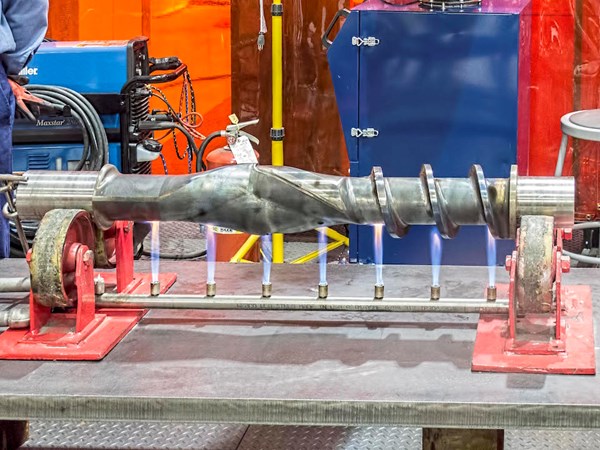
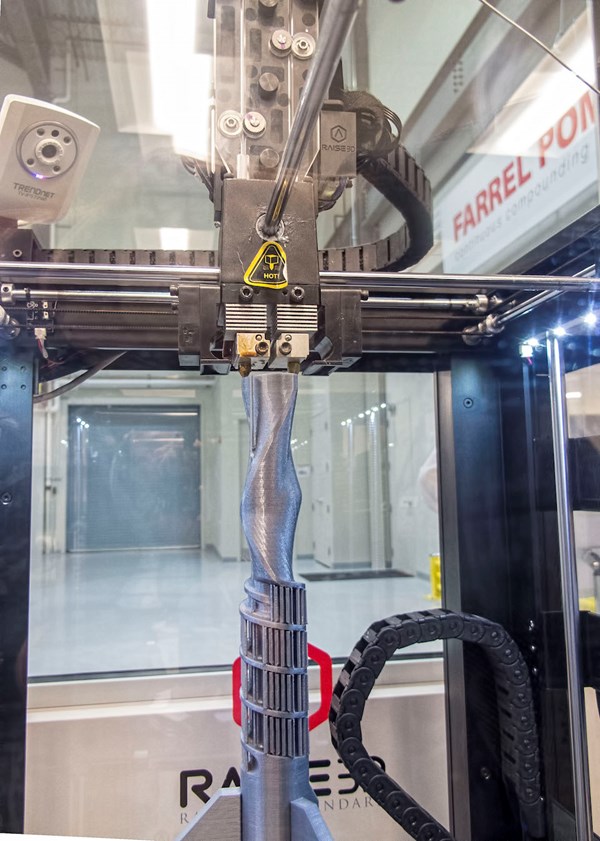
The facility also includes an R&D department with a 3D printer for prototyping scaled-down rotors and other machine components, and also an automation laboratory for designing and testing control systems for compounding process lines.
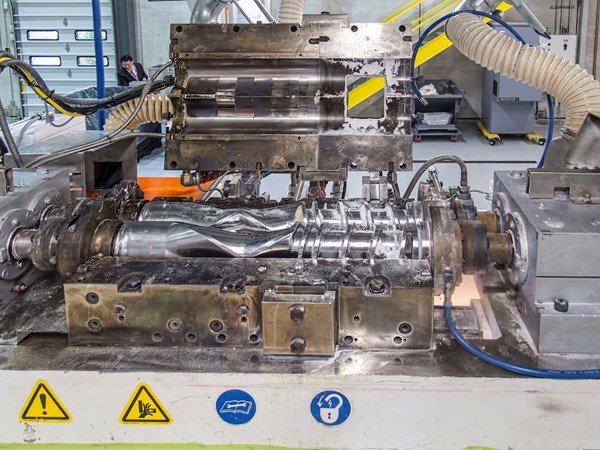
Lloyd reported that his business unit has enjoyed 15-20% annual growth, supplying continuous compounding equipment for flexible PVC, polyolefins, and TPEs. A promising new area of opportunity, he added, is biopolymers such as PLA, which require gentle handling due to their heat and shear sensitivity. The Compact Processor, which consists of a Continuous Mixer with twin “wing-type” rotors mounted over a short single-screw discharge extruder, is well suited to PLA, said Lloyd, because its large open feed area allows for high levels of fillers and additives; its short 6:1 L/D minimizes the heat history, and its design separates mixing and pressurizing functions, so mixing can be optimized while still providing a shorter residence time than a twin-screw extruder.

Farrel Pomini business unit director Paul Lloyd announcing the official opening May 4th of the company’s new headquarters in Ansonia, Conn.


























Related Content

Green’s the Theme in Extrusion/Compounding
The drive toward circular economy is requiring processors to make more use of PCR. Machine builders at K—across all extrusion processes—will be highlighting innovations to help them do just that.
Read More
More Than a Compounder: They Have the Science to Create New Custom Materials
Insight Polymers & Compounders leverages its expertise in polymer chemistry to develop next-generation materials.
Read More
How to Maintain Pelletizing Quality When Acid Attacks
Developments in the chemistry of polymers and additives have made corrosion a real problem in pelletizers. Here’s how to ward it off.
Read More
Configuring the Twin Screw Extruder: Part 4
For many compounding operations, material is fed to the extruder at the feed throat. This is the case when feeding a single polymer or a blend of polymers mixed with solid additives. Some ingredients, however, present a challenge in feeding. Here’s how to solve to them.
Read MoreRead Next

People 4.0 – How to Get Buy-In from Your Staff for Industry 4.0 Systems
Implementing a production monitoring system as the foundation of a ‘smart factory’ is about integrating people with new technology as much as it is about integrating machines and computers. Here are tips from a company that has gone through the process.
Read More
Processor Turns to AI to Help Keep Machines Humming
At captive processor McConkey, a new generation of artificial intelligence models, highlighted by ChatGPT, is helping it wade through the shortage of skilled labor and keep its production lines churning out good parts.
Read More
How Polymer Melts in Single-Screw Extruders
Understanding how polymer melts in a single-screw extruder could help you optimize your screw design to eliminate defect-causing solid polymer fragments.
Read More