
Molding Straighter Medical Tubes: New Hot-Runner Technology Battles Core Shift
A curvature or bowing effect in thin-wall PET blood tubes had long been accepted as the norm for the high-volume application, despite its impact on cycle time and downstream post-molding operations.




The flow ratio (L/t) of blood tubes, which requires resin to travel a great distance relative to the tubes’ thin wall, makes the application inherently challenging. That difficulty is further exacerbated by the slender cores used to form the inside of the tubes, which are slight enough to be shifted by the melt upon injection.
To overcome this movement, molders often add hold time and hold pressure to the process to correct for any shift, lengthening the cycle. Despite these efforts, the tubes often maintain a bow, which might be imperceptible to the human eye but whose non-concentricity affects downstream operations, including labeling machines.



The seeming insurmountability of these hurdles led molders and their customers to accept a barrel bow or “banana” curve of 0.5 to 1.5 mm in the end product. Seeing a possibility to apply technology to improve the outcome, Mold-Masters set out to mold a better barrel and succeeded, cutting barrel bow to as little as 0.15 mm—a 70% to 90% reduction.
In addition to lightweighting the tube, reducing cycle time, and lowering scrap, the molding advance created tubes that rolled concentrically in the labeler, increased final-stage throughput and minimized machine downtime, according to Mold-Masters.
Symmetrical Fill
Thomas Bechtel, global sales director for packaging and medical at Mold-Masters, tells Plastics Technology that despite industry acceptance of bowing, his company perceived an opportunity for progress. “We saw a chance to help customers achieve better cycle times, so they’re not limited by core shift,” Bechtel noted, adding that in downstream processes, the parts are easier to process if they’re flat.
Bechtel says that all hot-runner valve-gate systems are affected by how and where the melt stream strikes the nozzle’s pin. Using the analogy of a tree and the sun for the pin and the melt, Bechtel describes how there will always be shade opposite the sun on one side of the tree. “This applies to the valve pin and melt,” Bechtel says; “there is always a ‘shadow’ on the opposite side of where melt entered.”
To overcome core shift or bending from the uneven distribution of melt, molders normally apply greater hold time and hold pressure to “push things back where they should be,” Bechtel explains. “Now they run a process that’s
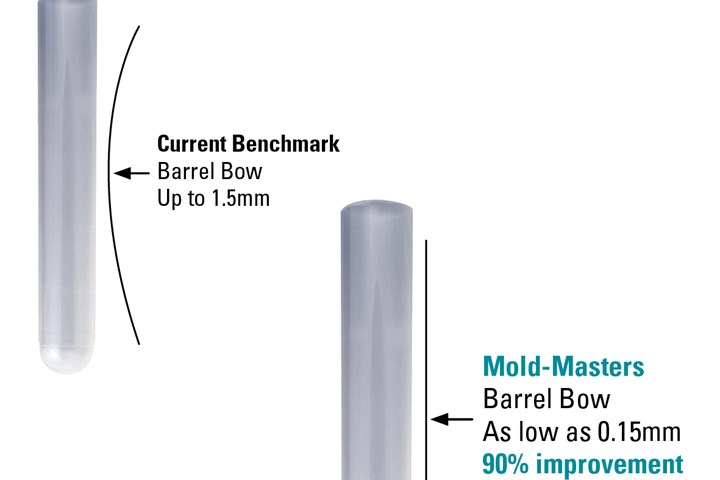
Mold-Masters saw improvement of as much as 90% in barrel bow for blood tubes utilizing its new technology.
optimized for cycle time, not hold time.”
Mold-Masters’ patent-pending solution is to feed gates from multiple sides of the part, creating multiple “valve-pin shadows” that equalize each other. Mold-Masters’ Richard Gane says this creates symmetrical cavity fill instead of the normal process where the melt follows the path of least resistance, causing core shift. In taking that path, Gane says, the bow is baked into the tube. As the core moves, the barrel wall can become thicker or thinner on one side, leading to disparate shrink rates in the final part, and, ultimately, distortion.
“By minimizing core shift,” Gane says, “we’re minimizing the barrel bow, the banana effect.” Gane says cycle-time savings vary by application, with some tubes produced in 96-cavity tools, but reductions of up to 2 sec are possible.












Related Content

Collaboration will bring Recycled Plastic to Medical Device Packaging
Agreement between Eastman and Ethicon will put copolyester derived from recycled materials in sterile barrier applications.
Read More
New Cap for Child-Resistant Pill Bottles Is Senior-Friendly & Saves Resin
Exclusive lightweight cap design can be removed simply pushing down on the center. No gripping or twisting needed.
Read More
Record Reshoring Rates in 2022
Reshoring and foreign direct investment (FDI) in the third quarter marked their highest ever level, eclipsing the previous record set in the second quarter of 2022.
Read More
Use Cavity Pressure Measurement to Simplify GMP-Compliant Medical Molding
Cavity-pressure monitoring describes precisely what’s taking place inside the mold, providing a transparent view of the conditions under which a part is created and ensuring conformance with GMP and ISO 13485 in medical injection molding.
Read MoreRead Next

Valve Gate Hot Runner Integrates New Servo Motor
The compact direct-drive servo motor design minimizes stack height and simplifies mold design.
Read More
Processor Turns to AI to Help Keep Machines Humming
At captive processor McConkey, a new generation of artificial intelligence models, highlighted by ChatGPT, is helping it wade through the shortage of skilled labor and keep its production lines churning out good parts.
Read More
Troubleshooting Screw and Barrel Wear in Extrusion
Extruder screws and barrels will wear over time. If you are seeing a reduction in specific rate and higher discharge temperatures, wear is the likely culprit.
Read More