
Packaging: New System Produces Wide Variety of ‘Tethered’ Bottle Caps.
A wide variety of tethered caps, designed to meet EU regulations for 2024, can be produced on a new compact, high-speed line from SACMI.



Italian packaging machinery producer SACMI has responded to new European Union requirements with a versatile line of machinery for producing “tethered” bottle caps. EU Directive 2019/904, issued in June 2019, requires that in 2024, caps on single-use beverage bottles will remain attached, or “tethered,” to the bottle, as a means of preventing the caps’ dispersal in the environment, thus thwarting efforts at recycling.

A wide variety of tethered cap designs—either compression or injection molded—can be handled by SACMI’s new system.
SACMI’s new line consists of four modules for feeding, scoring, folding and inspecting both tethered and traditional caps. While traditional caps have horizontal-cut tamper-evident bands, SACMI’s system can produce at least eight types of tethered caps with hinges or single or dual tether strips, some with ability to “lock” the cap away from the bottle neck for ease of drinking. All these types of caps could be molded either on SACMI’s popular continuous compression molding (CCM) machines or by injection molding.



The first module is the ORGRS (at left in the photo), described as sturdy and “extremely compact” waterfall feeder that orients and feeds the caps. Newly designed according to user feedback, it features faster maintenance and cleaning, thanks to easier internal access; many components can be disassembled without tools. It’s also said to run very quietly, due to soundproofing and low-noise compressed-air blowers. A deionizer is an available option.
Next in line is the SFM08 module, which scores and folds the tamper-evident band. This rotary star-wheel system can be equipped with 8 + 8 or 4 + 4 scoring and folding stations; it can handle caps from 18 to 55 mm diam. and 10 to 23 mm high. It boasts very fast cutting-tool changeover and easy access to all components. Like SACMI’s existing cutting machines, its spindles are rotated by dedicated servomotors, and it can be configured to fold and score or score and fold, according to the cap design. It can utilize many of the same spare parts as existing machines.
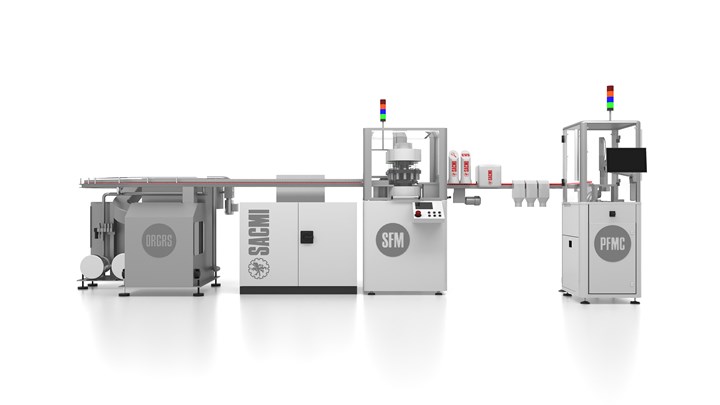
Four main modules make up SACMI’s downstream line that can process up to 1000 caps/min, or twice that number with an upgraded scoring/folding module.
Caps leave the SFM module on a fast-moving narrow belt, which carries them past CVS video inspection devices and air-jet nozzles to expel rejects and samples for testing by the pull-force measuring machine at the end of the line (see below). The CVS154 and CVS 360-3D multi-camera devices inspect the cap body, interior and sidewall for key dimensions, structural defects, color variation or contamination (black specks). It can also recognize the cavity number to maintain quality statics by mold cavity.
Finally, the PFMC unit inspects the cut of the tamper-evident band and measures its breaking force. This unit performs destructive tests on selected cap samples. It can work as a standalone unit or integrated in a production line. It can also test traditional tamper-evident caps. This unit integrates a CVS CUT camera device to inspect the tamper-evident band before the destructive test, and it records quality statistics associated with individual spindles of the SFM module. Quick format changeovers allow testing of caps of different diameters. It also provides feedback control of cutting-tool temperature to counteract any drift in cutting performance.
The compact line is designed for up to 1000 caps/min (60,000/hr), though it can be modified for up to twice that output with a 12-station folding/scoring module.












Related Content

Recycled Material Prices Show Stability Heading into 2023
After summer's steep drop, most prices leveled off in the second half.
Read More
How to Optimize Injection Molding of PHA and PHA/PLA Blends
Here are processing guidelines aimed at both getting the PHA resin into the process without degrading it, and reducing residence time at melt temperatures.
Read More
Calculating an Injection Molding Machine’s Carbon Footprint
Arburg has utilized the ISO TS 1467:2018 standard, which determines the greenhouse gas emissions of a product, to help its customers calculate the product carbon footprint (PCF) of its injection molding machines.
Read More
How to Extrusion Blow Mold PHA/PLA Blends
You need to pay attention to the inherent characteristics of biopolymers PHA/PLA materials when setting process parameters to realize better and more consistent outcomes.
Read MoreRead Next

K 2019 Report: More Control, Faster Ordering for Molds, Hot Runners
Online monitoring of existing systems and configuration and ordering of new molds were featured at K 2019, as were numerous advances in valve-gate controls.
Read More
Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More
Processor Turns to AI to Help Keep Machines Humming
At captive processor McConkey, a new generation of artificial intelligence models, highlighted by ChatGPT, is helping it wade through the shortage of skilled labor and keep its production lines churning out good parts.
Read More