
Color variation shows temperature difference based on surface reflectivity. It is a factor to consider when purchasing an IR camera for higher reflectivity surfaces.
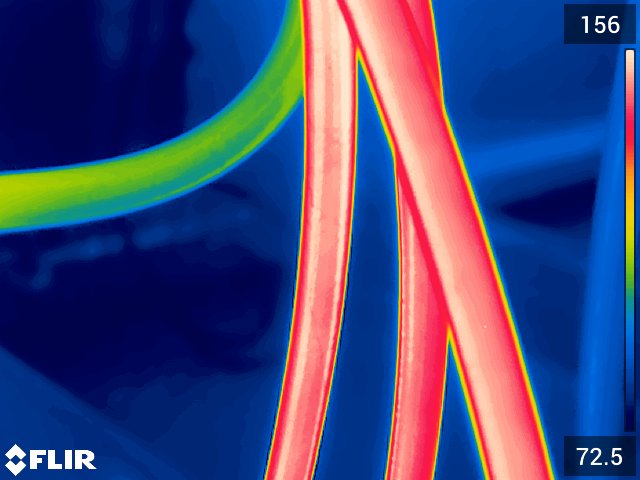
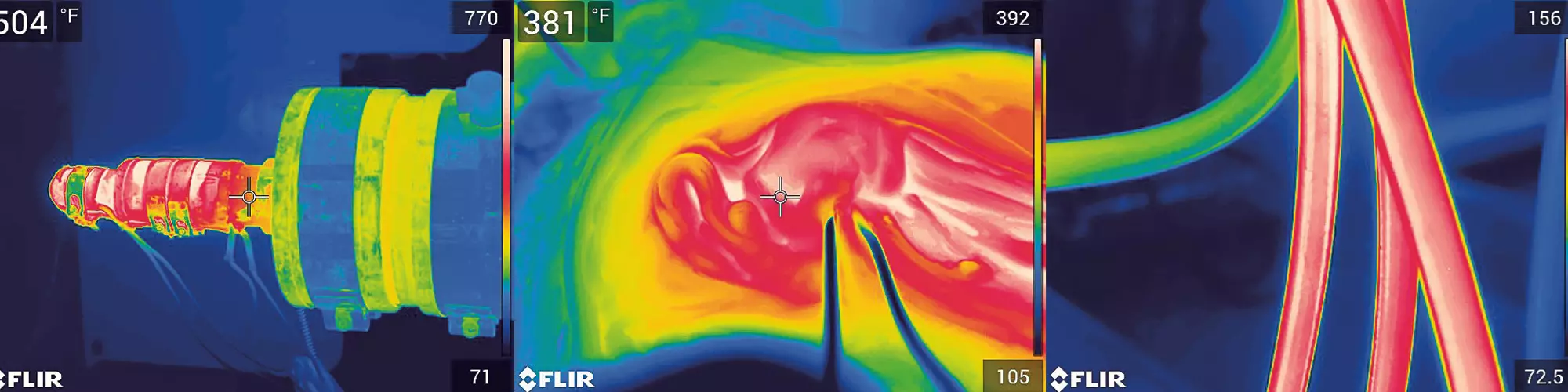
Water lines that are not flowing can be identified quickly using thermal infrared cameras. The greenish-looking line is blocked or turned off.
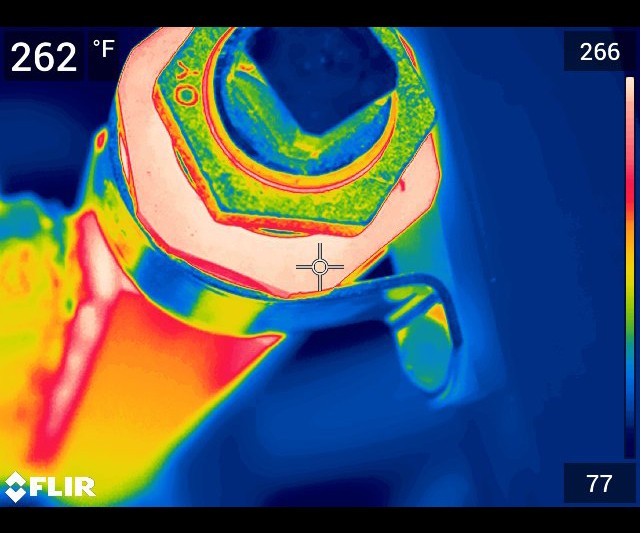
Verification of barrel heats can be performed easily and quickly with TICs. This thermal image shows a failing nozzle-body heater.
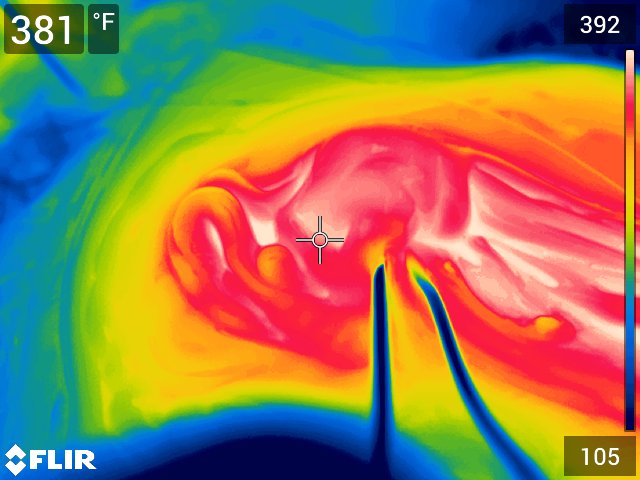
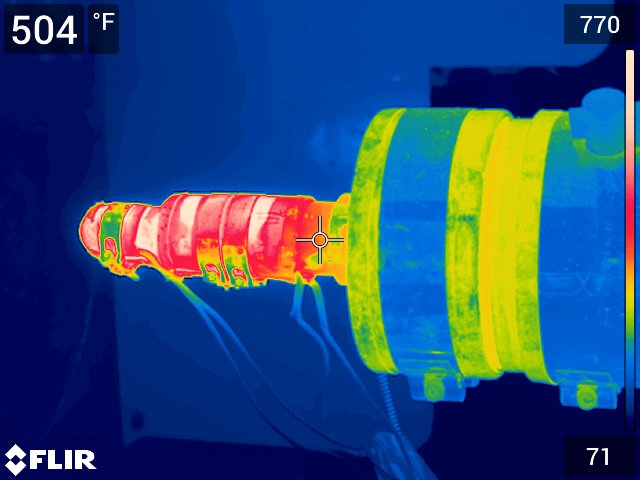
Thermal image of the experiment. On the left is the standard 0.125-in. diam. probe and the fast-response probe on the right.
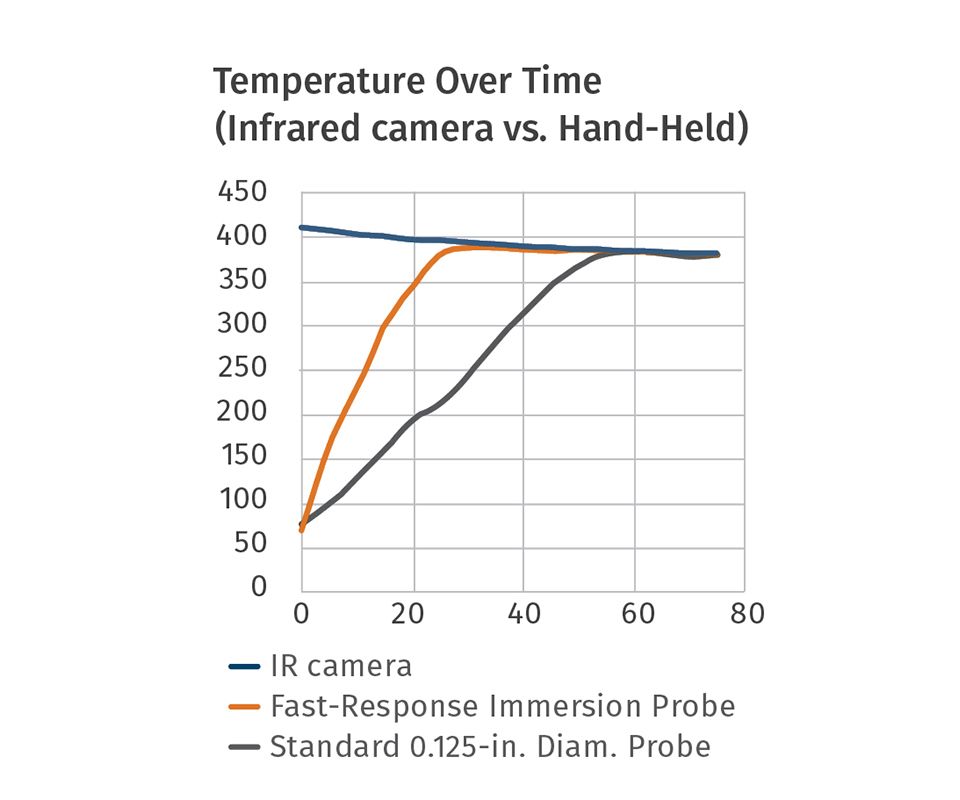
Results of the three-measurement-method experiment: The IR camera is collecting accurate data right away while the contact measurements are lagging. Measurements are in °F over time in seconds.


Thermal imaging is considered both a sophisticated and subjective method to measure temperature because it’s taking an “apparent” temperature. However, it can greatly assist in troubleshooting and process development. The purpose of this article is to show how it can supplement—not necessarily replace—other types of heat-sensing equipment and be less subjective.
One of the biggest benefits to using thermal imaging is the speed at which a problem can be noted and quantified. When troubleshooting injection molding equipment, it is a quick way to find discrepancies in barrel heaters, water flows, dryers or mold heaters.



Higher-end thermal imaging cameras (TICs) can be pricey, but there are a lot of low- and mid-grade units that can be just as effective. Over the past few months, we at Juno Pacific, a molder that specializes in medical device manufacturing, have been trying to integrate TICs into our process-development and troubleshooting toolbox. To justify the investment, we took a known, calibrated, handheld pyrometer and compared its accuracy with that of the TIC before we purchased a higher-end camera. The following information is a compilation of the data we collected to justify the purchase and substantiate the idea that the device could be used on for troubleshooting and maintaining process stability.
The first big obstacle that anyone must overcome in making this leap to thermal imaging is to bridge the gap between actual temperature and “apparent” temperature. Since infrared (IR) images are non-contact, they obviously take into account things like ambient temperature and other outside factors. However, as we quickly found, the data proves that there is little discrepancy between the apparent temperatures and contact-temperature measurements in an ambient environment. The speed at which IR images can be viewed and developed is where the real benefit lies.
So, if you’re trying to justify spending the money, you might ask questions like these:
• Can you validate this type of method (especially in a regulated industry)?
• Can you prove equivalency to current methods being used?
THE EXPERIMENT
When we were kicking the tires on the idea of using IR images for process development and troubleshooting, we had to answer the same questions. What we decided to do was put some different methods to the test side by side in our normal clean-room environment for comparison. We compared a calibrated, two-zone, handheld pyrometer; a calibrated, fast-response immersion probe; a calibrated, standard 0.125-in. diam. immersion probe; and a TIC.
Our methodology was as follows:
1. Take multiple purge samples on one machine.
2. Measure some of the samples with the fast-acting immersion probe (most used melt-temperature measurement method at our shop); not pre-heated.
3. Measure some of the samples with the standard 0.125-in. diam. immersion probe (one of the more readily available probes in our shop); not pre-heated.
4. Measure each sample with the IR camera.
5. Measure some samples using all three methods at the exact same time.
6. Measure and document time to equilibration
THE RESULTS
We immediately noticed that the temperature from the IR camera was within 2-4° F of the handheld measurements we were collecting. Furthermore, we noticed that the IR camera was by far the fastest; the fast-response immersion probe was the second fastest; and the thicker 0.125-in. probe was the slowest. What really got us scratching our heads was the amount of time that it took for all three methods to equilibrate.
The more shocking revelation was when we graphed the data for all three measurement methods, which highlighted how the IR camera was producing an accurate “right now” measurement of the melt.
The graph revealed that the IR camera generated an instantaneous measurement of temperature; the fast-responding probe took nearly 30 sec to equilibrate to the IR camera; and the other immersion probe took another 30 sec to equilibrate to the fast-response probe and camera. Using this data, we decided that it was well worth our time and money to purchase a camera to supplement our current methods of melt-temperature measurement and machine-performance analysis.
We have identified several machine problems aside from the experiment using the melt probes that normally would go unnoticed. For example, we had a nozzle-body heater that was running too hot, but the machine’s controller “read” that zone as being at the proper temperature because the heater was piggybacked to another zone that was not heating properly and it was compensating for the heat discrepancy.
LESSONS LEARNED
The camera does a number of tasks for us—from allowing our setup technicians to evaluate water flows, to detecting melt temperatures, to helping our building maintenance crew troubleshoot HVAC problems and diagnose electrical issues.
One of the biggest advantages of using an IR camera for process verification and troubleshooting is the non-contact aspect of getting data. Part ejection temperature, mold-water flow, and dryer operation can all be verified while the machine is running parts. Melt temperatures can be verified within seconds without the need for preheating probes. (Again, this is not necessarily a replacement, but a quick gut check of what’s going on. It’s a great supplement.) Even operators running or verifying the machine parameters can be trained easily to use the equipment.
If you have critical processes and want an easy way to troubleshoot, verify and maintain them, it cannot be overlooked how good this equipment has become. It also can’t be overlooked that the speed of the results and ease of use makes it easy for anyone to solve problems quickly.
Juno Pacific is a molder and not in the business of selling TICs, so this article is not intended as a sales pitch, but to simply make molders aware of the fact that there are faster, better ways of getting to root causes of problems. If you’re thinking about TICs, take the time to validate and verify that they are going to work the way you want them to. Consider multiple brands and models. Test them and then decide what works best for your environment. It doesn’t have to be too complicated to produce convincing results that spending the money will be worth it in the long run.
















Related Content

Cooling the Feed Throat and Screw: How Much Water Do You Need?
It’s one of the biggest quandaries in extrusion, as there is little or nothing published to give operators some guidance. So let’s try to shed some light on this trial-and-error process.
Read More
Captive Molder Beefs Up Auxiliaries to Boost Quality, Consistency
SeeScan adds conveying, drying, feeding and chilling technologies to improve quality — and enhance employee safety — in production of its underground/underwater inspection systems.
Read More
Multicoupling Range Extended
Hasco‘s quick-connect system for multiple cooling circuits has added U.S., French and HT versions.
Read More
Descaling Pump Cleans Heating and Cooling Circuits
Mouldpro’s compact and portable descaling pump keeps heating and cooling circuits on molds and molding machines clear of rust and limescale deposits.
Read MoreRead Next

Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More
How Polymer Melts in Single-Screw Extruders
Understanding how polymer melts in a single-screw extruder could help you optimize your screw design to eliminate defect-causing solid polymer fragments.
Read More