
Compression Blow Forming Process in Commercial Production
Expectations of higher productivity, improved quality, and energy savings for a novel blow molding process are now being realized in commercial production at Amcor Rigid Plastics in Youngsville, N.C.


Amcor Rigid Plastics claims higher quality, productivity, and sustainability in HDPE pharmaceutical bottle production with the world’s first commercial use of Compression Blow Forming from Sacmi of Italy.
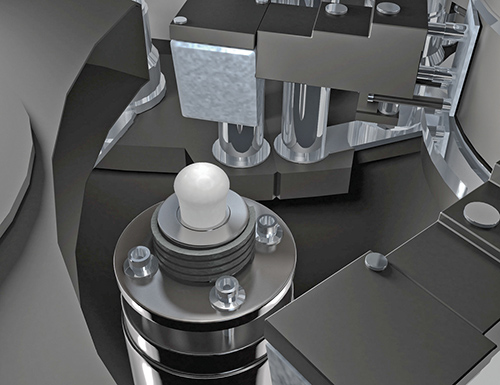
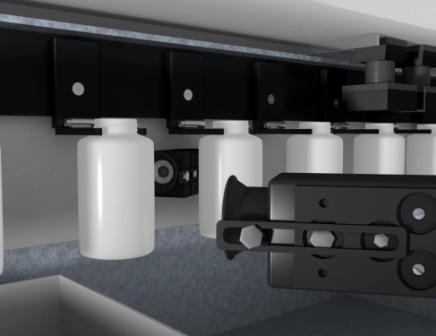
The CBF process starts with upward extrusion of a “dose.”
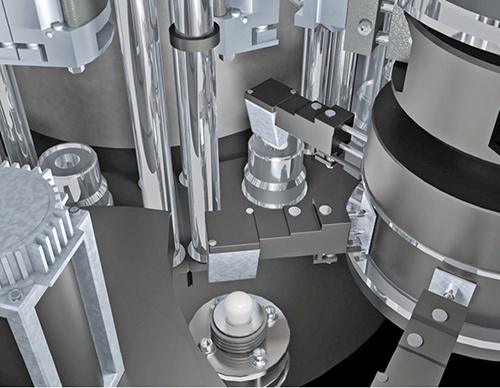
The dose is sliced off by a rotating tool and deposited in a compression molding cavity on another wheel.

After compression molding, the preform is immediately pre-blown to release it from the cavity/core and ensure uniform material distribution.
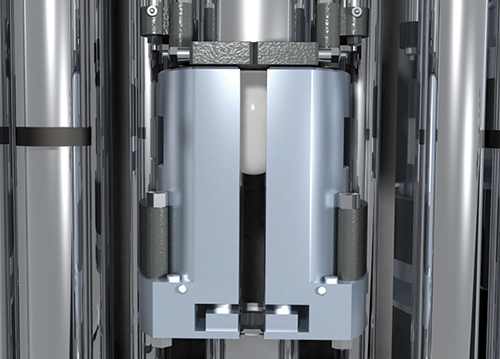
Final blowing occurs in the same mold station as the previous two steps, with no transfer of the preform. Stretching can be added.
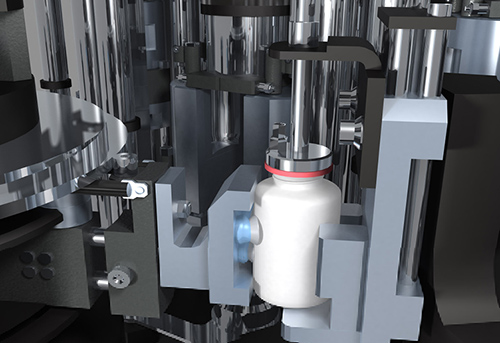
Each bottle is leak tested before leaving the machine.
The next step in the three-stage, in-machine QC system is an IR camera system that checks for dimensional varitiations and contamination on or in the bottle wall.

The final in-machine QC step is an atmospheric plasma treatment system that ensures adhesion of full-wrap labels and induction cap seals.


Expectations of higher productivity, improved quality, and energy savings for a novel blow molding process are now being realized in commercial production at Amcor Rigid Plastics in Youngsville, N.C. For the past few months, Amcor has been running the first Compression Blow Forming (CBF) system from Sacmi Imola of Italy (U.S. office in Des Moines, Iowa, sacmiusa.com). This machine was originally sold to Alcan Packaging in 2009 and exhibited at NPE 2009 before it was installed at Cayey, Puerto Rico. However, Alcan had not put the system into commercial production before the packaging division was bought by Amcor in early 2010. After Amcor moved the CBF machine to North Carolina and spent 14 months in process development with Sacmi (resulting in a number of enhancements), the machine entered ongoing production this past March, and three more systems are on order for delivery this year.
Based in Ann Arbor, Mich., Amcor (amcor.com) is producing 75-cc HDPE pharmaceutical bottles for one customer and also plans stock bottles of 150 and 300 cc. The machine is suitable for the pharmaceutical packaging range of 60 to 300 cc. “For the pharmaceutical industry, compression blow forming is one of the most significant technological developments for rigid packaging in decades. It’s a game-changer for an industry that demands risk-free performance,” said Tod Eberle, Amcor v.p. of quality and engineering. Amcor has an exclusive arrangement with Sacmi to use CBF technology in “select market segments and global regions.” Amcor did not elaborate on that statement except to clarify that the exclusivity includes pharmaceutical markets in North America. The company also sees “strong potential” for CBF in HDPE single-serve dairy packaging such as for liquid yogurt and probiotics.


ADVANTAGES OVER INJECTION-BLOW
CBF evolved from Sacmi’s continuous compression molding technology for caps and closures. It is also related to Sacmi’s Preform Advanced Molding (PAM) system for continuous compression molding of PET preforms, which was unveiled at the K 2007 show (see our report in Feb. ’08). Two PAM systems are in fine-tuning stages at European customers.
CBF combines extrusion, compression molding, and blow molding. It starts with continuous extrusion of a cylindrical profile through an upward-facing die. A “dose” shaped like a hockey puck is sliced off at the die face by a tool on a rotating wheel, which deposits the dose in a compression mold cavity on another turning wheel. The system compresses the dose, forming a precise neck finish, and then immediately pre-blows it. This new modification of the process prevents the preform from sticking to the compression core and thus ensures more uniform material distribution in the ensuing full-blow stage. Compression, pre-blow, and full blow all take place in the same mold station with no transfer of the preform.
CBF is said to have several advantages over injection-blow molding (IBM) of small HDPE bottles:
•Quality: Only one dose is produced at a time, by a straightforward extrusion process with an extremely short and simple flow path. There is no manifold to distribute melt to multiple cavities as in IBM. Thus, there is no opportunity for melt to stagnate, degrade, and produce black specks. CBF also operates at lower melt temperature (by 30-35°F for HDPE), which is gentler to the resin. Avoiding the injection process is said to leave less residual stress in the resin, leading to higher drop-impact strength in bottles.
Amcor has confirmed much tighter bottle weight control (±0.1 g or less) with CBF than with its own IBM production. The Cpk for bottle weight is 8-10 for CBF vs. 3-4 with IBM. Weight is controlled in CBF by a servo-controlled melt pump after the extruder and precise synchronization of the cutting knife.
Amcor’s CBF process is also unique in integrating a three-stage inline inspection system for finished bottles (another new modification). An infrared vision system detects dimensional variations and contamination on the inside or outside surfaces—or even embedded within the bottle wall (which goes beyond typical HDPE bottle inspection). Leak testing validated to 0.3-mm hole diam. is performed before the bottle leaves the machine. And plasma surface treatment is available to ensure adhesion of full-wrap labels and induction cap seals. This is said to be more effective and environmentally friendly than standard flame treatment. Also unusual is the fact that all three quality steps are integrated into one controller instead of three separate controls.
•Productivity: Amcor claims higher productivity for the process but has not specified how much. Amcor says the 12-station CBF machine can run at up to 6000 bottles/hr and a 20-station model (coming later this year) could produce 10,000/hr, depending on bottle size and weight. Productivity is enhanced by the continuous rotary motion of the cam-operated process, eliminating station-to-station indexing time. Secondary cooling on the exit conveyors allows bottles to be removed hotter from the machine. Downtime is also minimized by the smaller molds for CBF, which can be changed more quickly than IBM tools. All mold stations on the wheel are independent, so it is possible to change or inactivate one core/cavity set if there is a problem.
•Sustainability: Amcor expects to demonstrate double-digit energy savings with CBF vs. IBM, probably in the range of 30-35%. Amcor also foresees potential lightweighting opportunities, though these are not yet commercialized.
MORE MACHINES COMING
Amcor now has one 12-station CBF system and expects to install two more this year. Also coming this year is a 20-station model that will be unusual in being able to run different materials with a broader range of melt viscosities. That machine will incorporate axial stretching capability.

Related Content

Krones Acquires Netstal
Krones adds PET preform injection molding to its bottle blowing and filling capabilities, as well as cap molding and expansion into medical, food and other markets.
Read More
Catheter Specialist Finds Sweet Spot Serving Small, Medium-Sized Concerns
Medical-component specialist LightningCath has carved a niche meeting the needs of small to medium-sized entrepreneurs with complex catheter designs … quickly.
Read More
Plastic Compounding Market to Outpace Metal & Alloy Market Growth
Study shows the plastic compounding process is being used to boost electrical properties and UV resistance while custom compounding is increasingly being used to achieve high-performance in plastic-based goods.
Read More
Consistent Shots for Consistent Shots
An integral supplier in the effort to fast-track COVID-19 vaccine deployment, Retractable Technologies turned to Arburg and its PressurePilot technology to help deliver more than 500 million syringes during the pandemic.
Read MoreRead Next

Compression Molded PET Preforms Challenge Injection Molding
Lower cost, higher quality and productivity, and the potential for lightweighting beyond anything yet seen are benefits claimed for a new continuous compression molding process for making PET bottle preforms.
Read More
For PLASTICS' CEO Seaholm, NPE to Shine Light on Sustainability Successes
With advocacy, communication and sustainability as three main pillars, Seaholm leads a trade association to NPE that ‘is more active today than we have ever been.’
Read More
See Recyclers Close the Loop on Trade Show Production Scrap at NPE2024
A collaboration between show organizer PLASTICS, recycler CPR and size reduction experts WEIMA and Conair recovered and recycled all production scrap at NPE2024.
Read More