
Down in the Valley, Profiles Grow
Valley Extrusions carves niche in tight-tolerance, short-run tubing and profiles.



Valley Extrusions makes a wide variety of tight-tolerance profiles and tubes from many materials and colors (below), and builds dies and sizing tools (above) in house.
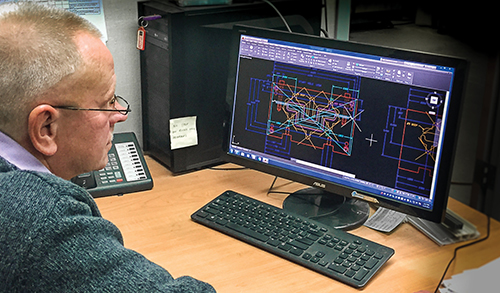
Dave Dillman, Valley’s CAD designer, works to fine-tune a die design on the company’s SolidWorks AutoCAD system.
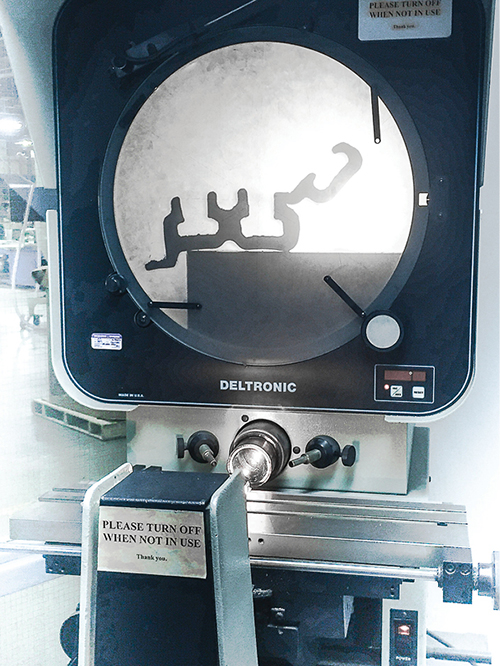
Valley’s QC lab is equipped with a profile projector from Deltronics, which allows complex shapes to be viewed under magnification to ensure they meet spec.
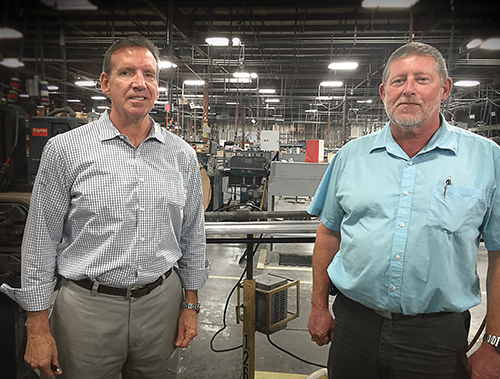
Valley Extrusions’ engineering capabilities were enhanced when the company brought on board Marty Saucier, G.M. and v.p. operations (left) and Chris Presler, dir. engineering.

Sometimes the job isn’t done after the profile is extruded, so Valley Extrusions has a dedicated fabrication room where a wide range of secondary operations can be performed. Bob Carrier, company president and owner (center), Chris Presler (left), and Marty Saucier are pictured with parts that have been fabricated post-extrusion.

While vacuum sizing is used on many profiles at Valley Extrusions, this clear tube is spray cooled in a water bath.



The story of Valley Extrusions isn’t quite a tale of rags to riches. But it is an example of how a processor’s desire to diversify into an altogether new business combined with a sharp focus on engineering, innovation, quality control, fast changovers, and “doing business the way the customer wants us to” can make something out of…well, nothing.
In this case the processor was C+K Plastics . This Metuchen, N.J.-based thermoformer (see October 2014 cover story) had a major customer—one that comprised more than half its business—go belly-up in 2001, and as a result decided the time was right to diversify. So it expanded not only its thermoforming business, but got into profile extrusion as well, recalls Bob Carrier, company owner and president.



This new venture started in January 2002 with the purchase of one used profile extrusion line and the start-up of C+K’s sister company, Valley Extrusions. The next step, in 2004, was the acquisition of Plastic Extruded Products Company (PEPCO) in Hillside, N.J. “We brought about four or five older lines from PEPCO and put them in Metuchen,” Carrier recalls. “When we bought them they had a pretty decent backlog, so for a period of time we were chugging it out and doing OK.” But the PEPCO business was by and large a commodity profile and tubing operation, and Carrier had another model in mind. “We knew we didn’t want to make hula-hoops,” is how he puts it.
In 2007, Carrier explored moving the entire operation out of New Jersey. Ultimately, he opted to keep his thermoforming business in Metuchen and relocate his extrusion business to Allentown, Pa.
Today, Valley Extrusions operates out of an 80,000 ft² plant in the Lehigh Valley area. It employs 50 people and runs 12 extrusion lines—including two twins for powdered PVC—on a 24:5 basis. The equipment is a mix of single-screw extruders from 2.5 to 3.5 in. from Davis-Standard , HPM North America, and American Kuhne Corp. The two 3-in. twins are from Davis-Standard and Milacron. Most of the downstream cooling, pulling, and cutting equipment comes from Conair). At NPE2015, Valley brought a new cutter from Novatec.
Valley Extrusions pumps out about 4 million lb/yr of highly engineered, close-tolerance, customized tubing and profiles from a wide range of materials, including PE, HIPS, PC, ABS, TPOs, rigid and flexible PVC, and PPE (SABIC’s Noryl). Lines can be set up to run single-layer or up to three-layer coextrusions.
Current sales are at $8 million/yr and have been growing by 10%/yr over the past four years. One end market that’s doing particularly well for Valley is PC profiles for LED lighting fixtures. “That market is getting retooled,” notes Marty Saucier, Valley’s GM and v.p. operations. “It’s considered a high-end application where tight tolerances and cosmetics are crucial. Valley also supplies profiles used for label holders for deli counters and commercial refrigerators, ID tags for medical carts, kick plates, windshield clips for golf carts, and what Carrier broadly terms a “hodge-podge of specialty niches.”
QUICK-CHANGE ARTIST
The way Carrier and Saucier see things, Valley Extrusions sits neatly between two extremes. On one side are the mom-and-pop profile extrusion companies that lack the technical know-how to compete in tight-tolerance applications. On the other are operations much larger than Valley Extrusions that try to avoid short runs. “Our ability to run things no one else wants to—either because they are too technically challenging in terms of tolerances or not large enough in volume—set us apart in the market,” says Saucier. “Our mission is to get the product to the customer in the right quantity, at the right time, and on spec…the first time.”
Adds Carrier, “We do business the way the customer wants. We’ll even inventory products for customers if that is what they want. There is no red tape or bureaucracy at Valley Extrusions. If we get a call from a customer, or if they send us a part and drawing and ask ‘Can you do this?’ they’ll generally have an answer the same day. We are very quick on our feet.”
That same speed filters down to production. Run times at Valley Extrusions range from 1 hour to a couple of weeks, so fast changeovers can be the difference between making money or not. Other than the two twins, all extrusion lines are designed to move from one product to the next in a matter of hours. Some extruders have screws mounted on brackets right at the machine in cases where the changeover means running a material that warrants a different screw. Material is delivered to Valley in gaylords and brought by lift trucks directly to the line. Most of Valley’s dryers are mounted on carts so they can be relocated quickly from one machine to another.
In some instances, product is cut to length and packaged right at the end of the extrusion line. Secondary operations can sometimes be performed in-line as well. When that’s not feasible, Valley has set up a fabrication room with equipment that does drilling, notching, embossing, and inkjet printing. The firm can also apply tape, magnetic materials, or Velcro to the profile as needed. Other off-line operations include assembly, cutting, 5-axis CNC machining, hot-stamping, kitting, routing, silk screening, solvent welding, and special packaging.
But things didn’t always run so smoothly. Carrier says the decision to bring in Saucier in 2008 was crucial to improving Valley’s operation. Saucier, who had decades of experience in a variety of technical positions with other profile extrusion firms, immediately transferred engineering and tool design from Metuchen to Allentown. AutoCAD software from Solidworks capabilities was brought into the Pennsylvania plant. As a result, Chris Presler, dir. engineering, and his team can take a customer drawing or CAD file to design a tool, and then have both dies and downstream sizing equipment machined in the toolroom, which is equipped with two wire EDM machines and a variety of mills, lathes, and other metal-cutting equipment. “We can take a part from concept to drawing to reality as well as any of the big boys,” states Saucier. Bringing all this technology under one roof, he explains, allows for a more interactive, collaborative and consultative exchange between the processor and its customers regarding part design, material selection, and a variety of other matters.
Saucier immediately recognized the need to upgrade the business management system. So he and other key staff collaborated to select a new system that gave Valley more insight into the production process. Chief among these was an ERP system purchased from CyFrame. This allowed the processor to collect real-time data from each product run so that efficiency reports could be generated showing run times, scrap rates, and profitability on each job. Saucier also implemented new quality-control standards that require operators to pull samples by the hour and record product dimensions.
Saucier also beefed up Valley Extrusions’ maintenance and training programs. This year, a state grant enabled it to bring in the Lehigh Valley Manufacturers Resource Center to conduct 5S (sort, straighten, shine, standardize, sustain) training for operators and other production personnel.
The plant has a QC lab that houses an optical comparator—also called a profile projector—from Deltronic (deltronic.com), which enables Valley to determine the dimensional accuracy of profiles that might be too complex to measure by hand.
The company has expansion in mind. Earlier this year, C+K purchased Multiplastics Georgia Inc. of Suwanee. The business, now called C&K Plastics Georgia, is a vacuum former that operates out of a 20,000 ft² plant. Within two years, Carrier expects to add profile extrusion capability there to form Valley Extrusions Georgia. “Some of our larger customers in the commercial refrigeration business are located in the area, and they like to send out their trucks a couple of times a week to pick up parts and components from their suppliers,” Carrier notes. “While we certainly have served them well from Allentown, having a plant nearby to them will be another advantage for us.”
Notes Carrier, “Our niche is tight-tolerance profiles. The design of the part and the tooling can be very complex. But this business model is simpler: Offer the customer a quality product at a good price, then service the heck out of them.”
















Related Content

Pyramid’s Relentless Pursuit of Quality
Instilling a culture of quality, and the ability to offer tooling from a sister company, are pushing Pyramid Plastics to new heights.
Read More
US Merchants Makes its Mark in Injection Molding
In less than a decade in injection molding, US Merchants has acquired hundreds of machines spread across facilities in California, Texas, Virginia and Arizona, with even more growth coming.
Read More
Matrix Tool: Welcome to the Family
In its 50th year, Matrix Tool applies moldmaking and injection molding expertise, plus a long family heritage, to high-precision jobs that many would deem impossible.
Read More
A Recycling Plant, Renewed
Reinvention is essential at Capital Polymers, a toll recycler that has completely transformed its operation in a short period of time.
Read MoreRead Next

Family-Owned Thermoformer Continues to Flourish
By adding technology, home-grown tooling, and automation, industrial thermoformer C&K Plastics has grown while getting its costs under control.
Read More
Processor Turns to AI to Help Keep Machines Humming
At captive processor McConkey, a new generation of artificial intelligence models, highlighted by ChatGPT, is helping it wade through the shortage of skilled labor and keep its production lines churning out good parts.
Read More
Advanced Recycling: Beyond Pyrolysis
Consumer-product brand owners increasingly see advanced chemical recycling as a necessary complement to mechanical recycling if they are to meet ambitious goals for a circular economy in the next decade. Dozens of technology providers are developing new technologies to overcome the limitations of existing pyrolysis methods and to commercialize various alternative approaches to chemical recycling of plastics.
Read More